一种激光焊接头防撞保护装置及方法与流程
1.本发明涉及激光焊接领域,具体涉及一种适用于采用单锡球传输方式的激光焊接头防撞保护装置及方法。
背景技术:
2.激光作为焊接工具用于锡球植球应用已经有数十年的历史,公开号为cn101722343a的发明专利磁头万向架组件的连接焊盘互连装置和该组件制造方法是将锡球放置在细长的喷嘴内,采用激光加热锡球在内部压力的作用下将锡球喷射到待焊接部位;公开号为cn103817438a的发明专利一种锡球焊接装置及方法、公开号为cn104588812a的发明专利一种球类焊料的焊接装置cn201410850887.3》、公告号为cn202114398u的实用新型专利都有共同的特点:它们的焊接喷嘴或锡球喷射口的正上方都是激光聚焦头或激光输出光纤,焊接喷嘴的内孔直径都小于等锡球直径;实际应用中,焊接喷嘴到工件的距离通常大于锡球直径并且小于锡球直径的两倍,比如使用直径为600um的锡球时,喷嘴到工件之间的距离应当在0.6mm至1.2mm之间;同时采用上述专利涉及的方法进行焊接前通常需要进行精密定位以确定焊接位置,现在工业生产中常采用机器视觉定位但此方法受到加工零件一致性的影响,比如加工零件放置方向正向或斜向放置都会对此方法产生影响,并不能100%保证每次得到正确坐标;定位不准可能造成焊接喷嘴与周边治具比如固定加工零件的装置发生碰撞;激光锡球焊接采用的喷嘴都采用钨合金或其它耐高温高硬度合金制造,它们硬度虽高但非常脆,轻微的碰撞就会造成焊接喷嘴损坏;因此在一些激光锡球焊接设备中采用了各种防撞方法。
3.传统方法一如图1所示,采用锡球传输体101、焊接喷嘴102、测距传感器发送端103、测距传感器接收端104,测距传感器发送端103和测距传感器接送端104共同组成测距传感器,实际工程施工中通常使用激光距离传感器;通过测量测距传感器到待焊接的工件105距离后减去喷嘴到测距传感器的固定距离后即可得到喷嘴到工件的距离;传统的方法一具有的优点是测距过程是速度快、非接触式、激光测距具有极高的精度;缺点是激光距离传感器的价格非常高,另外对材料表面有要求,一些透明材料无法测量,同时激光传感器存在入射光与反射光的夹角,对于具有孔结构或有台阶的治具可能因激光被阻挡无法使用;传统方法二如图2所示,采用锡球传输体101、焊接喷嘴102、接近传感器106,传统方法二与传统方法一相比成本更低,但传统方法二采用的接近传感器106通常只能检测到金属材料靠近,对于非金属如电木、塑料等就无法使用,另外接近传感器106的测量精度相对传统方法一较低,通常只能达到0.1mm量级;传统方法三采用高度百分表代替接近传感器106,传统方法三优点是高度百分表相对激光测距传感器和接近传感器具有最高的测量精度,但传统方法三缺点也很明显,高度百分表的探针必须比焊接喷嘴102更低,需要能接触工件,在焊接时有极大的可能造成高度百分表的探针与焊接治具相撞造成高度百分表损坏。
技术实现要素:
4.本发明目的是提供一种适用于采用单锡球传输方式的激光焊接头防撞保护装置及方法。
5.为实现以上目的,本发明技术方案为:
6.一种激光焊接头防撞保护装置,包括锡球传输体、锡球传输体下设置的焊接喷嘴;
7.还包括第一升降机构,与锡球传输体连接;
8.第一升降机构下端连接探针;焊接喷嘴与被焊接物表面的距离满足要求时,焊接前第一升降机构调整探针高度;
9.第二升降机构,与锡球传输体连接;第二升降机构用于焊接前调整焊接喷嘴与被焊接物表面的高度;
10.第一升降机构未向上升起时,探针下端面与焊接喷嘴下端面的高度差设定为h1,并且探针下端面低于焊接喷嘴下端面。
11.进一步的是,所述的第一升降机构为电磁调整机构,所述的电磁调整机构包括铁芯,铁芯固定在螺线管线圈内;弹性部件一端连接螺线管线圈,另一端连接永磁铁的一极,永磁铁的另外一极与探针连接,永磁铁一极在弹性部件的带动下,可在螺线管线圈内上下移动;传感器靠近永磁铁,传感器与处理器连接,处理器连接开关;开关一端连接螺线管线圈,另一端连接电源。
12.进一步的是,所述的第二升降机构包括电机,处理器与电机连接并控制电机的转动;所述的电机连接滑块,滑块与电机的丝杆连接,滑块在电机的带动下可上下移动。
13.进一步的是,所述的滑块与安装板固定连接,安装板包括一体成型的第一竖直板与l型板。
14.进一步的是,所述的l型板包括水平板及与所述水平板垂直的第二竖直板,所述水平板的侧面与第一竖直板固定连接,所述水平板的底面与锡球传输体固定连接;l型板包括的第二竖直板与螺线管线圈固定连接;锡球传输体、螺线管线圈在电机的带动下可上下移动。
15.一种利用所述的激光焊接头防撞保护装置实现激光焊接头防撞保护方法,包括以下步骤:
16.激光焊接头防撞保护装置位于被焊接物表面初始高度值;
17.第二升降机构下降使探针205下端面与被焊接物表面接触,获取探针移动的距离h2,处理器判断距离h2与设定高度h1之和是否满足要求;若满足要求,第一调整机构提升探针205下端面,使探针205下端面脱离与被焊接物表面接触,避免焊接时损坏探针205。
18.进一步的是,处理器判断距离h2与设定高度h1之和不满足要求,第二升降机构调整焊接喷嘴高度。
19.进一步的是,利用所述的激光焊接头防撞保护装置实现激光焊接头防撞保护方法具体包括以下步骤:
20.s1:预设焊接作业时,焊接喷嘴与工件之间的距离值,预设的距离值存储于处理器中;
21.s2:处理器控制开关打开,使螺线管线圈与电源接通,螺线管线圈和铁芯产生磁场,处理器记录下此时的磁场强度值a;
22.步骤s2中,永磁体受铁芯的吸引向上运动,弹性部件被压缩,永磁体向上运动使得永磁体部分进入螺线管线圈内,永磁体与铁芯紧密接触;传感器测量此时永磁体产生的磁场强度值,处理器记录下此时的磁场强度值a。
23.s3:处理器控制开关断开螺线管线圈与电源的连接,螺线管线圈无电流通过磁场消失;铁芯失去对永磁铁的吸引,永磁铁在弹性部件的作用下弹出螺线管线圈内部;
24.s4:传感器测量螺线管线圈断电时永磁铁产生的磁场强度值,处理器记录下此时的磁场强度值为b;在螺线管线圈断电状态下,探针的尖端与焊接喷嘴的尖端之间的高度差为h1;h1值存储于处理器中;
25.s5:处理器判断磁场强度值a与b不相等,则认为自检完成永磁体可以自由在螺线管线圈内自由移动,如果磁场强度值a与b相同,则自检失败,永磁体被卡在螺线管线圈内无法弹出即探针卡死,处理器发出报警信号,进行装置维修;
26.s6:如步骤s6中a与b不相等,电机带动安装板向下移动,焊接喷嘴及探针随之向工件移动;当传感器检测到磁场强度值不等于b时,则判断为探针尖端接触工件,电机停止转动,记录探针的移动距离h2,所述的h2值存储于处理器中;
27.s7:处理器计算出焊接喷嘴相对工件之间的距离为h1+h2,得到所述距离后即可精确控制焊接喷嘴与工件之间的距离以防止焊接喷嘴与工件碰撞导致焊接喷嘴损坏;
28.s8:焊接喷嘴与工件之间的距离测量完成,重复步骤s1及s2,探针收起。
29.进一步的是,步骤s4中,在螺线管线圈断电状态下,探针的尖端距离工件的距离小于焊接喷嘴的尖端距离工件的距离。
30.进一步的是,步骤s7中,处理器计算焊接喷嘴与工件之间的距离h1+h2,并判断h1+h2是否与步骤s1预设的距离值相符合;
31.如处理器计算得到的焊接喷嘴与工件之间的距离h1+h2不在步骤s1预设的区间内,当h1+h2大于步骤s1的预设值,可重复步骤s1及s2使探针向上运动;然后通过处理器控制电机转动,电机使焊接喷嘴及探针向下运动,进而可减小h2的值,然后重复步骤s4至s7,直至与工件(105)之间的距离h1+h2与步骤s1预设的距离值相符;
32.当h1+h2小于步骤s1的预设值,重复步骤s1及s2使探针向上运动;然后通过处理器控制电机转动,电机使焊接喷嘴及探针向上运动,进而增大h2的值,然后重复步骤s3至s7,直至与工件之间的距离h1+h2与步骤s1预设的距离值相符。
33.本发明的有益效果是:
34.1.本发明装置可获得焊接喷嘴与焊接工件之间的距离,得到所述距离后即可精确控制焊接喷嘴与工件之间的距离,使计算出的接喷嘴与焊接工件之间的距离处于预先设置的距离值的范围内,可防止激光焊接头与焊接工件或焊接工件周边治具碰撞造成损坏。
35.2.本发明设置探针,与焊接喷嘴相比,当永磁铁未向上运动时,探针的尖端更靠近待焊接的工件,在探针尖端接触待焊接的工件时,整个装置不再下降;因探针尖端接触待焊接的工件时,焊接喷嘴与待焊接工件尚有一段距离,可通过探针防止焊接喷嘴与待焊接工件碰撞导致焊接喷嘴损坏。
36.3.相对于传统方法一中采用激光距离传感器来测量焊接喷嘴到工件的距离,本发明成本远远低于前者且不受到材料透光性的影响;相对于传统方法二采用接近传感器,本发明工件可以是金属也可以是非金属;相对于传统方法三采用接触百分表测量,本发明在
每次测量完成后探针会可通过磁力及弹簧收起,探针收起后,探针最低端可以高于焊接喷嘴,不存在焊接加工时探针碰撞损坏的风险。
37.4.本发明喷嘴与待焊接的工件之间的距离可以通过电机转动角度计算,本发明计算装置成本更低,计算方法更加简单。
38.5.本发明在每次测量前,可通过磁场强度值的对比执行自检流程,避免探针卡死或故障带来焊接喷嘴碰撞损坏的风险。
附图说明
39.图1为现有技术传统方法一示意图。
40.图2为现有技术传统方法二示意图。
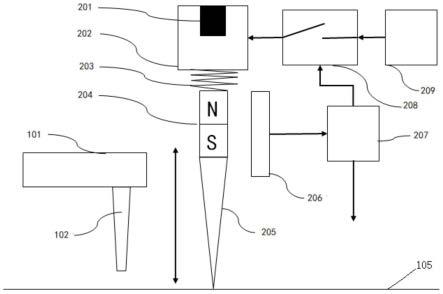
41.图3为本发明示意图。
42.图4为本发明示意图。
43.图5为本发明示意图。
44.图6为本发明示意图。
45.图7为本发明示意图。
46.图8为本发明示意图。
47.图中:锡球传输体101;焊接喷嘴102;测距传感器发送端103;测距传感器接送端104;工件105;接近传感器106;铁芯201;螺线管线圈202;弹性部件203;永磁铁204;探针205;传感器206;处理器207;开关208;电源209;电机301;丝杆302;滑块303;安装板304;竖直板3041;l型板3042;支撑部305。
具体实施方式
48.为了使发明的目的、技术方案和优点更加清楚,下面结合附图对本发明作进一步阐述。
49.如图3所示,本发明激光焊接头防撞保护装置包括锡球传输体101、锡球传输体下设置的焊接喷嘴102;第一升降机构,与锡球传输体101连接,第一升降机构下端连接探针205;探针205与被焊接物表面的高度满足要求时,焊接前第一升降机构调整探针205高度;第二升降机构,与锡球传输体101连接;第二升降机构用于焊接前调整焊接喷嘴102与被焊接物表面的高度;第一升降机构未向上升起时,探针205下端面与焊接喷嘴102下端面的高度差设定为h1,并且探针205下端面低于焊接喷嘴102下端面。
50.锡球传输体101、焊接喷嘴102固定连接为一体,被焊接物为待焊接的工件105。
51.第一升降机构为电磁调整机构,所述的电磁调整机构包括铁芯201、内部中空的螺线管线圈202、弹性部件203、永磁铁204、探针205、传感器206、处理器207、开关208、电源209。
52.弹性部件203为弹簧;永磁铁204为柱状;传感器206为霍尔磁性传感器。
53.铁芯201与螺线管线圈202组成一个具有电磁铁功能的零件,铁芯201固定在螺线管线圈202内,铁芯201位于螺线管线圈202中心偏上位置,铁芯201顶端与螺线管线圈202可通过粘胶固定在一起。
54.弹性部件203一端连接螺线管线圈202,另一端连接永磁铁204;弹性部件203与螺
线管线圈202可粘胶固定或螺钉固定;弹性部件203与永磁铁204可粘胶固定或螺钉固定;永磁铁204的一极与弹性部件203连接,永磁铁204的另一极与探针205通过粘胶或螺钉固定连接组成一个刚性整体;螺线管线圈202内部中空,永磁铁204一端在弹性部件203的带动下,可在螺线管线圈202内上下移动;传感器206靠近永磁铁204,传感器206与处理器207有线连接,处理器207有线连接控制端开关208,开关208一端有线连接螺线管线圈202,开关208另一端有线连接电源209;处理器207、开关208等元件位于工作台上;本发明中,可定期对弹性部件203定期进行检查更换。
55.处理器207可以控制开关208打开或关闭,使电源电流通过螺线管线圈202使其产生磁性。
56.如图6、图7及图8所示,第二升降机构包括电机301,处理器207与电机301连接并控制电机的转动;所述的电机301连接滑块303,滑块303与电机301的丝杆302连接,滑块303在电机301的带动下可上下移动,支撑部305用于支撑丝杆302。
57.电机301为丝杆电机,滑块303与丝杆电机的丝杆302连接,滑块303在电机301的带动下可以上下移动;滑块303与安装板304固定连接,安装板304包括一体成型的第一竖直板3041与l型板3042,第一竖直板3041与滑块303固定连接,当滑块303在电机301的带动下上下移动时,安装板304同时上下移动;l型板3042包括水平板及与所述水平板垂直的第二竖直板,所述水平板的侧面与第一竖直板3041固定连接,所述水平板的底面与锡球传输体101固定连接;l型板3042包括的第二竖直板与螺线管线圈202通过螺钉固定连接。
58.本发明工作过程如下:
59.s1:预设焊接作业时,焊接喷嘴102与工件105之间的距离值,所述距离值存储于处理器207中;
60.预设的距离值应当大于锡球直径并且小于锡球直径的两倍,所述预设的距离值可以是一个准确的数值,也可以是一个区间值。
61.s2:处理器207控制开关208打开,使得螺线管线圈202与电源209接通,螺线管线圈202和铁芯201产生磁场。
62.如图4所示,柱状永磁体204受到铁芯201的吸引向上运动,弹性部件203被压缩,柱状永磁体204向上运动使得柱状永磁体204进入内部中空的螺线管线圈202内,并且永磁体204与铁芯201紧密接触;传感器206测量此时永磁体204产生的磁场强度值,处理器207记录下此时的磁场强度值为a。
63.s3:处理器207控制开关208断开螺线管线圈202与电源209的连接,螺线管线圈202无电流通过则磁场消失;铁芯201失去对永磁铁204的吸引,永磁铁204在弹性部件203的作用下弹出螺线管线圈202内部。
64.s4:传感器206测量此时永磁铁204产生的磁场强度值,处理器207记录下此时的磁场强度值为b;在螺线管线圈202断电状态下,测量探针205的尖端与焊接喷嘴102的尖端之间的高度差为h1,所述的高度差h1为固定值,h1如图5所示;h1的值可在本发明装置生产时定制确定;h1值存储于处理器207中。
65.s5:处理器判断磁场强度值a与b不相等,则认为自检完成永磁体204可以自由在螺线管线圈202内自由移动,如果磁场强度值a与b相同,则认为自检失败,永磁体204被卡在螺线管线圈202内无法弹出即探针205卡死处理器207将发出报警信号。
66.s6:处理器判断磁场强度值a与b不相等,自检完成,电机301带动安装板304向下移动,焊接喷嘴102及探针205随之向下即向着工件105移动,螺线管线圈202断电状态下,与焊接喷嘴102相比,探针205的尖端离工件105更近;
67.在电机301的带动下,安装板304向下移动带动锡球传输体101和焊接喷嘴102向下移动,直到探针205的尖端与工件105接触;探针205与工件接触后会产生轻微的震动造成永磁体204相对霍尔传感器206之间的磁场强度发生变化;处理器207在下降过程中反复检测霍尔传感器的输出值为c,当c与b不相等时,则判断为探针205尖端接触工件105,电机301立即停止转动,焊接喷嘴102与探针205停止下移,传感器记录下探针205的尖端移动距离h2,所述的h2即为在螺线管线圈202断电状态下探针205的尖端与工件105之间的距离,亦即探针205向下移动直至接触工件105的移动距离。
68.s7:处理器计算出焊接喷嘴102相对工件105之间的距离为h1+h2;得到所述距离后即可精确控制焊接喷嘴102与工件105之间的距离以防止焊接喷嘴102与工件105碰撞导致焊接喷嘴102损坏;
69.处理器计算出焊接喷嘴102相对工件105之间的距离为h1+h2,并判断h1+h2是否符合步骤s1预设的距离值。
70.如处理器计算得到的焊接喷嘴102与工件105之间的距离h1+h2不在步骤s1预设的区间内,比如大于步骤s1的预设值,可重复步骤s1及s2使探针205向上运动;然后通过处理器207控制电机301转动,电机301使焊接喷嘴102及探针205向下运动,进而可减小h2的值,然后重复步骤s4至s7,直至102与工件105之间的距离h1+h2与步骤s1预设的距离值相符;
71.如处理器计算得到的焊接喷嘴102与工件105之间的距离h1+h2不在步骤s1预设的区间内,比如小于步骤s1的预设值,可重复步骤s1及s2使探针205向上运动;然后通过处理器控制电机301转动,电机301使焊接喷嘴102及探针205向上运动,进而增大h2的值,然后重复步骤s3至s7,直至102与工件105之间的距离h1+h2与步骤s1预设的距离值相符;
72.电机301转动的角度可以精度控制,丝杆302每转动一圈的移动距离可以定制确定,电机301带动滑块303上下移动的距离可以根据电机301转动的角度确定,因而滑块303上下移动的距离可以定制;本发明中,处理器207与电机301连接并控制电机301的转动,处理器207控制电机301按照固定的脉冲转动固定的角度,处理器207根据发送的固定脉冲确定电机301的转动角度,处理器207进而通过电机301转动的角度换算出滑块303向下移动的距离,滑块303向下的移动距离即为探针205的移动距离,则可通过电机301转动的角度换算出探针205的尖端与工件105之间的距离h2;
73.螺线管线圈202断电状态下,探针205尖端和焊接喷嘴102尖端之间的高度差h1为固定值;但随着安装板304在电机301的带动下上下运动,探针205尖端与工件105之间的距离h2会变化,本发明可计算探针205尖端与工件105之间的距离h2,进而计算出焊接喷嘴102相对工件105之间的距离,防止焊接喷嘴102与工件105碰撞导致焊接喷嘴102损坏。
74.s8:焊接喷嘴102与焊接工件105之间的距离测量完成,重复步骤s1及s2使探针205收起;
75.焊接喷嘴到工件的距离通常大于锡球直径并且小于锡球直径的两倍,可事先确定焊接喷嘴102与工件105之间的距离,当计算出焊接喷嘴102相对工件105之间的距离h1+h2为预先确定的值时,则电机停止转动,安装板不再向下运动,防止焊接喷嘴102继续向下运
行碰到待焊接的工件导致损坏;
76.求得探针205与工件105之间的距离时,探针205与焊件105接触,但进行焊接作业时,不能使探针205与焊件105接触,防止探针205损坏,此时需探针205收起,但此时不能通过安装板204向上移动使探针205收起,因安装板204向上移动同时会导致焊接喷嘴102与工件105之间的距离产生变化,可能会使焊接喷嘴到工件的距离大于锡球直径的两倍,因而本发明在焊接喷嘴102与待焊接的工件105之间的距离测量完成后,如焊接喷嘴102与待焊接的工件105之间的距离h1+h2与步骤s1预设值的距离值相符,则在进行焊接作业前,通过螺线管线圈202和铁芯201产生磁场、柱状永磁体204受到铁芯201的吸引向上运动带动探针205向上运动,使探针205最低端离开待焊接的工件105,防止焊接加工时探针205碰撞损坏的风险;因获取焊接喷嘴102与焊接工件105之间的距离时,探针205需接触待焊接的工件105,焊接作业时需将探针205收起,故s5步骤中设置了自检程序,防止探针205被卡死不能随着弹簧的伸缩上下移动。
77.本发明所述的螺线管线圈202、铁芯201一起组成电磁铁功能,它们产生的磁性吸引力只需要能吸引永磁体204并克服弹性部件203的弹力后紧密紧贴铁芯201即可;铁芯201具有两个作用一个是增强螺线管线圈202的磁性,另一个是限制永磁体204的位置。
78.本发明所述的永磁体204是一种普通的永磁铁,它的南北极上下安装的极性对于本发明所述的方法无影响。
79.本发明所述的探针205是一种不导磁、不会磁化的刚性材料,可以是塑料、铝、陶瓷等,它的具体成份对本发明所述的方法无影响;螺线管线圈202断电时,探针在电磁铁无吸引时其最点位置需要低于焊接喷嘴102。
80.本发明所述的传感器206是一种利用霍尔效应的半导体器件,在磁场洛仑兹力作用下可产生电流;这是该行业的通用技术和器件。本发明所述的方法对于霍尔磁芯传感器的输出的绝对值大小没有要求。
81.本发明所述的处理器207是一种逻辑控制器件,能按照本发明所述的步骤运行即可;它的类型可以是微处理器、电脑、可编程控制器、或者是继电器组合。
82.最后应说明的是:本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
83.在本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1