一种落料方法与流程
1.本发明设计一种落料方法,特别是涉及一种新型的在成型产品过程中的落料方法。
背景技术:
2.随着汽车市场竞争的日趋激烈,在满足产品多样化以及功能的前提下,整车的生产成本降低成为提高车企竞争力的重要手段之一。以顶盖天窗位置,冲压工艺方案常常选择将废料切碎排入地坑。随着车企零件多样化的发展,异形料的广泛出现,冲压模具具日趋繁多,以往由于车型配置原因及存在量纲不同等问题,冲压工艺方案常常选择将废料切碎排入地坑,只能回炉熔炼,无法用于生产其他冲压件,相对较为浪费。
3.随着车企零件多样化的发展,异形料日益激增,冲压模具具日趋繁多,落料设备饱和影响生产,或者增加落料设备导致企业非必要成本增加。本发明提供一种在成型模具过程中的落料方法,在解决材料浪费问题的同时节省开卷冲压模具具的开发成本以及解决因落料设备饱和影响生产的问题
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种落料方法,用于解决现有技术中落料设备饱和影响生产的问题,主要涉及改进落料方法,使原本的产品产生的废料再次利用,在生产产品的同时生成目标零件。
5.本发明提供一种落料方法,包括:
6.步骤一:原始料片、产品和目标零件的相关信息进行比对,筛选出相符的所述目标零件;
7.步骤二:根据所述原始料片、所述产品和筛选出的所述目标零件进行工艺排布规划,将所述原始料片、所述产品和筛选出的所述目标零件的参数提供给相应的冲压机床以准备对应的冲压模具;
8.步骤三:将所述原始料片根据所述工艺排布规划送至相应的所述冲压机床,所述冲压机床使用所述冲压模具进行落料,得到所述产品和所述目标零件。
9.在本发明的一个实施例中,所述步骤一中的所述相关信息包括所述原始料片、所述产品和所述目标零件的尺寸、结构信息。
10.在本发明的一个实施例中,所述产品和所述目标零件具有相同的牌号和料厚。
11.在本发明的一个实施例中,在所述步骤二和所述步骤三中,所述冲压机床包括第一冲压机床和第二冲压机床,所述第一冲压机床和所述第二冲压机床采用分段修边工艺进行落料。
12.在本发明的一个实施例中,所述分段修边是将需要落料部分的废料分为均匀等份,在所述第一冲压机床落料时,每间隔一处等份废料进行一次落料,所述第二机床工作时再落料剩余废料。
13.在本发明的一个实施例中,所述第一冲压机床和所述第二冲压机床落料产生的所述废料滑入废料坑被收集。
14.在本发明的一个实施例中,在经过所述步骤三中,针对产品不同功能,所述产品和所述目标零件通过所述冲压机床后进入翻边机床进行翻边。
15.在本发明的一个实施例中,在所述步骤二的所述工艺排布规划中,在满足成型性的情况下确认所述目标零件边界与所述原始废料边界间隔大于10mm。
16.在本发明的一个实施例中,进行所述步骤三前,使用拉延机床对所述原始料片进行拉延工艺,以达到工艺所需料厚和曲率半径,经过拉延后的所述原始料片传送至第一冲压机床。
17.在本发明的一个实施例中,在所述步骤三中,所述原始料片的曲率半径为10000-15000mm。
18.本发明提供一种落料方法,其能够实现落料方法的改进,将原本产生大量废料的方法改为对废料再次加工产生目标零件,从而节约了生产工艺。
19.进一步地,本发明的落料方法,将原本的冲压模具根据工艺规划制定的方案进行改变,使其在落料产出产品的同时还同时产出了零件,既节约了废料处理工序,又同步生产了所需零件,降低了落料设备的使用。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1显示为本发明一种落料方法的流程图;
22.图2显示为本发明在一实施例中落料方法的流程图
23.图3显示为本发明在一实施例中步骤100和步骤200的流程图;
24.图4显示为本发明在一实施例中步骤300的工作流程示意图。
25.元件标号说明:
26.料片10;产品1;原始废料2;目标零件21;废料22。
具体实施方式
27.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
28.需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
29.请参阅图1至图4。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以
配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
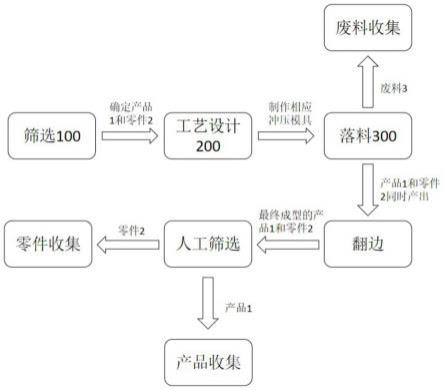
30.本发明提供一种落料方法,用来同时产出产品和目标零件,具体的,如图1所示,本发明的落料方法包括步骤一100、步骤二200和步骤三300。步骤一100:将原始料片10、产品1和目标零件21的相关信息进行比对,筛选出相符的目标零件21;步骤二200:根据原始料片10、产品1和筛选出的目标零件21进行工艺排布规划,将原始料片10、产品1和筛选出的目标零件21的参数提供给相应的冲压机床4以准备相应的冲压模具3;步骤三300:将原始料片10根据工艺排布规划送至相应的冲压机床4,冲压机床4使用冲压模具3进行落料,得到产品1和目标零件21。
31.如图2和图3所示,在本发明的一实施例中,在进行步骤100时,工人根据产品1的牌号、料厚、尺寸、结构以及生产纲领等信息进行筛选,通过整车数据库(excel表)中筛选出与产品1具有相同料厚、牌号以及符合尺寸、结构和生产纲领需求的目标零件二。
32.在图2-3所示的实施例中,在进行步骤二200时,将目标零件21与产品1产生的原始废料2的尺寸进行对比,确认目标零件21;再根据目标零件21成型后的尺寸与产品1产生的原始废料2的尺寸进行工艺排布,设计需要进行落料的废料22结构以及尺寸,并保证目标零件21与废料2的边界间隔大于10mm。若产品1和目标零件21的尺寸符合工艺排布的需求,则对需要落料的废料部分进行加工设计。需要落料的废料部分被分割成均匀等份,每间隔一处等份设置一处第一机床废料,剩余等份为第二机床废料,用于第一冲压机床41和第二冲压机床42开展分段修边工艺。根据工艺排布规划的落料工艺,设计符合此落料工艺的第一冲压模具和第二冲压模具,第一冲压模具和第二冲压模具分别安装在第一冲压机床41和第二冲压机床42中。若产品1和目标零件21的尺寸不符合工艺排布的需求,则将目标零件21和产品的相关尺寸信息交付零件成型性工程师,零件工程师在根据相关信息对原始料片的尺寸进行修改,再进行落料工艺规划。
33.如图3所示,在进行步骤三300时,原始料片10通过拉延机床43达到符合的尺寸、料厚和曲率半径,原始料片10的曲率一般为10000-15000mm。经过拉延后的原始料片10通过安装了第一冲压模具的第一冲压机床41,根据工艺排布规划对相应第一机床废料区域进行落料;离开第一冲压机床的料片进入安装了第二冲压模具的第二冲压机床42,根据工艺排布规划对相应第二机床废料区域进行落料。第一冲压机床41和第二冲压机床42采用分段修边的落料工艺,分别对间隔的均匀等份废料进行落料,可以保证料片质量、避免料渣的产生。料渣的产品是由于同一工序二次切料产生,虽然通过修整废料刀间隙以及皮管吸收可以优化但无法彻底解决,采用分段修边实现了同一工序一次切料,彻底解决料渣问题。废料22、产品1和目标零件21在落料后被机械臂或机器人使用吸盘收集并传递至下一工序。废料滑入废料坑,作为废品进行售卖,产品1和目标零件21被运输至翻边机床。
34.经过第一冲压机床41和第二冲压机床42分段修边落料工艺的原始料片10,废料22部分被落料,得到产品1和目标零件21。产品1和目标零件2根据其功能性选择是否通过翻边
机床44。若需要进行翻边,产品1和目标零件21通过翻边机床44的凸模、翻边刀以及压芯对产品1和目标零件21边缘进行翻边处理,再将处理后的产品1和目标零件21人工筛选进行分类,分别运输至所需位置并进行质量审核。若无需进行翻边,则直接将处理后的产品1和目标零件21进行人工筛选并分类,分别运输至所需位置并进行质量检测。经过质量审核后最终得到产品1和零件21。
35.本发明利用原始废料可以在落料工艺中二次加工的方法,使在生产产品时同时对产生的原始废料进行落料,从而达到了在落料生产产品的同时生产目标零件。
36.本发明改进了落料方法,先根据原始料片和产品筛选可以同时加工的目标零件,再根据产品产生的原始废料的尺寸以及目标零件的尺寸进行工艺设计规划,增加了对原始废料的落料工艺,使在产品生产时同时加工了目标零件。
37.因此,通过本发明的一种落料方法,可以达到同时产出产品和目标零件的效果,从而减少落料设备的使用,使工作效率提升;减少了废料的产生,降低了处理废料的各项成本;还节省了冲压模具的开发成本。
38.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1