一种铝箔轧机恒压力熨平辊及控制方法与流程
1.本发明涉及铝箔轧机熨平辊结构及压力控制技术领域,具体涉及一种铝箔轧机恒压力熨平辊及控制方法。
背景技术:
2.现有铝箔轧机熨平辊的结构设计,使其作用在卷轴上的熨平力,会随着卷轴上铝箔卷直径的不断增大而逐渐减小,因此在铝箔轧机实际生产过程中,需要操作人员根据卷轴上铝箔卷的直径相应增加熨平辊摆臂驱动气缸的压力,因此对操作人员的要求较高,同时增加了操作人员的工作量;另外由操作人员调节控制熨平辊摆臂驱动气缸的压力是分阶段进行的,在此过程中熨平辊作用在卷轴上的熨平力是波动变化的,当操作人员调节控制熨平辊摆臂驱动气缸的压力不及时或操作不当,引起熨平辊作用在卷轴上的熨平力波动变化较大时,容易出现熨平辊振动、铝箔卷取褶皱、窜层等质量缺陷。
技术实现要素:
3.为了克服背景技术中的不足,本发明公开了一种铝箔轧机恒压力熨平辊,熨平辊两端通过恒压油缸组合与熨平辊摆臂浮动连接,另外将熨平辊摆臂的驱动驱动气缸更改为摆臂控制电动缸,由摆臂控制电动缸控制熨平辊摆臂的转动,实现熨平辊对卷轴卷取铝箔直径的跟随控制;由于熨平辊作用于卷轴上的熨平力由恒压油缸组合提供,因此熨平辊作用在卷轴上的熨平力不再与熨平辊摆臂的位置相关,即在熨平辊对卷轴卷取铝箔直径的跟随控制过程中,熨平辊作用在卷轴上的熨平力始终保持恒定。
4.为了实现所述发明目的,本发明采用如下技术方案:一种铝箔轧机恒压力熨平辊,包括熨平辊、轴承座、恒压油缸组合、熨平辊摆臂;熨平辊左右两端通过轴承与轴承座转动连接,轴承座通过恒压油缸组合浮动设置在熨平辊摆臂一侧端部下侧;熨平辊摆臂另一侧端部铰接连接有摆臂控制电动缸;熨平辊摆臂中部与收卷机支架铰接连接;由于本发明的熨平辊摆臂采用摆臂控制电动缸进行控制,因此熨平辊摆臂的位置可精确控制和锁定,同时熨平辊左右两端的轴承座与熨平辊摆臂为恒压浮动连接,因此熨平辊施加在卷轴上的压力不再受熨平辊摆臂位置的影响,在卷轴卷取铝箔直径逐渐增大,熨平辊对卷轴卷取铝箔直径的跟随控制过程中,熨平辊作用在卷轴上的熨平力始终保持恒定。
5.进一步的,恒压油缸组合包括缸体、油缸底端盖、活塞杆端盖、活塞,油缸底端盖、活塞杆端盖固定设置在缸体上下两端;活塞下侧端面固定设有活塞杆,活塞绕其轴线均布设有若干活塞通孔,活塞活动设置在缸体的空腔中,将缸体的空腔分割为活塞腔和活塞杆腔,活塞腔和活塞杆腔通过活塞通孔连通;活塞杆穿过活塞杆端盖延伸至活塞杆端盖外侧,活塞杆端部固定设置有活塞杆端部法兰;轴承座固定设置在活塞杆端部法兰下侧;恒压油缸组合在连通高压液压油后,高压液压油在活塞两端产生压力差(因存在活塞杆,活塞两端面积不等,且为常数),此压力差仅与高压液压油的压力及活塞两端面积差有关,而与活塞在缸体中的位置无关,因此由
轴承座提供给熨平辊的压力,在高压液压油压力稳定的情况下始终保持稳定;在熨平辊对卷轴卷取铝箔直径的跟随控制过程中,熨平辊始终压紧在卷轴上,活塞在缸体中的位置发生变化,活塞在缸体中的位置发生变化时因高压液压油压力始终保持稳定,因此熨平辊压紧在卷轴上的作用力始终保持稳定。
6.进一步的,恒压油缸组合上固定设置有位移传感器,位移传感器可以采用激光位移传感器或电感式位移传感器,通过位移传感器测量活塞杆端部法兰相对于缸体的位移,实际测量的为熨平辊轴承座相对熨平辊摆臂的位移,在熨平辊摆臂位置被摆臂控制电动缸锁定的情况下,此位移实际为卷轴上卷取的铝箔的厚度,或卷轴卷取铝箔后直径的变化。
7.进一步的,恒压油缸组合通过液压管路连接有液压系统;液压系统包括蓄能器;蓄能器通过进油口p与铝箔轧机液压系统连接,蓄能器与进油口p之间的液压管路上设置有主液路开关阀;蓄能器还连接有压力调节泵;蓄能器与恒压油缸组合之间的液压管路上设置有蓄能器液路开关阀、压力传感器a;蓄能器处还设置有压力传感器b;蓄能器与油箱之间设置有卸油通道,卸油通道上设置有比例溢流阀;在该液压系统中,蓄能器初始压力的建立是由铝箔轧机液压系统提供,蓄能器压力的调节则由压力调节泵和比例溢流阀控制,压力调节泵工作向蓄能器中泵入高压液压油,用于增加蓄能器压力;比例溢流阀工作,释放蓄能器中的液压油,用于降低蓄能器压力;压力传感器a用于检测调压油缸的压力值,压力传感器b用于检测蓄能器的压力值。
8.一种铝箔轧机恒压力熨平辊的控制方法,包括熨平辊工作压力控制和熨平辊对卷轴卷取铝箔直径的跟随控制;熨平辊工作压力控制,是通过对压力调节泵或比例溢流阀的控制,使液压系统的蓄能器保持设定的恒定压力;蓄能器的恒定压力使恒压油缸组合对熨平辊提供恒定的工作压力;熨平辊对卷轴卷取铝箔直径的跟随控制,是通过位移传感器采集的活塞杆端部法兰的位移信号,控制摆臂控制电动缸运动,构成熨平辊对卷轴卷取铝箔直径跟随控制闭环。
9.进一步的,熨平辊对卷轴卷取铝箔直径的跟随控制为pid控制,此种控制方法是连续动态控制,相对的对控制系统软件要求较高。
10.优选的,熨平辊对卷轴卷取铝箔直径的跟随控制为累积阶段控制,此种控制是间歇式控制,相对的对控制系统软件要求较低,但其仍可有较好的控制效果。
11.由于采用如上所述的技术方案,本发明具有如下有益效果:本发明公开的一种铝箔轧机恒压力熨平辊及控制方法,熨平辊两端通过恒压油缸组合与熨平辊摆臂浮动连接,另外将熨平辊摆臂的驱动驱动气缸更改为摆臂控制电动缸,由摆臂控制电动缸控制熨平辊摆臂的转动,实现熨平辊对卷轴卷取铝箔直径的跟随控制;由于熨平辊作用于卷轴上的熨平力由恒压油缸组合提供,因此熨平辊作用在卷轴上的熨平力不再与熨平辊摆臂的位置相关,即在熨平辊对卷轴卷取铝箔直径的跟随控制过程中,熨平辊作用在卷轴上的熨平力始终保持恒定,从而解决了熨平辊作用在卷轴上的熨平力波动所导致的熨平辊振动、铝箔卷取褶皱、窜层等问题。
附图说明
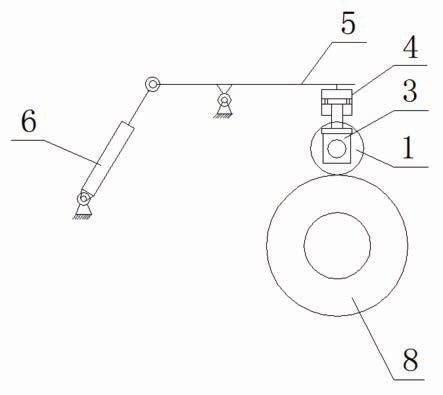
12.图1为铝箔轧机恒压力熨平辊侧向原理示意图;
图2为铝箔轧机恒压力熨平辊正向原理示意图;;图3为铝箔轧机恒压力熨平辊结构剖面示意图;图4为恒压油缸组合剖面示意图;图5为液压系统原理示意图。
13.图中:1、熨平辊;2、轴承;3、轴承座;4、恒压油缸组合;4.1、缸体;4.2、油缸底端盖;4.3、活塞杆端盖;4.4、活塞;4.4.1、活塞通孔;4.4.2、活塞杆;4.4.3、活塞杆端部法兰;5、熨平辊摆臂;6、摆臂控制电动缸;7、减振隔垫;8、卷轴;9、液压系统;9.1、蓄能器;9.2、压力调节泵;9.3、主液路开关阀;9.4、蓄能器液路开关阀;9.5、压力传感器a;9.6、比例溢流阀;9.7、压力传感器b;10、位移传感器。
具体实施方式
14.通过下面的实施例可以详细的解释本发明,公开本发明的目的旨在保护本发明范围内的一切技术改进。
15.一种铝箔轧机恒压力熨平辊,包括熨平辊1、轴承座3、恒压油缸组合4、熨平辊摆臂5;熨平辊1左右两端通过轴承2与轴承座3转动连接,轴承座3通过恒压油缸组合4浮动设置在熨平辊摆臂5一侧端部下侧;熨平辊摆臂5另一侧端部铰接连接有摆臂控制电动缸6,摆臂控制电动缸6具有控制简单、精度高的特点,且具有自锁功能,当摆臂控制电动缸6完成对熨平辊摆臂5的位置调节后,可精确锁定熨平辊摆臂5的位置;熨平辊摆臂5中部与收卷机支架铰接连接;恒压油缸组合4包括缸体4.1、油缸底端盖4.2、活塞杆端盖4.3、活塞4.4,油缸底端盖4.2、活塞杆端盖4.3固定设置在缸体4.1上下两端;活塞4.4下侧端面固定设有活塞杆4.4.2,活塞4.4绕其轴线均布设有若干活塞通孔4.4.1,活塞4.4活动设置在缸体4.1的空腔中,将缸体4.1的空腔分割为活塞腔和活塞杆腔,活塞腔和活塞杆腔通过活塞通孔4.4.1连通;活塞杆4.4.2穿过活塞杆端盖4.3延伸至活塞杆端盖4.3外侧,活塞杆4.4.2端部固定设置有活塞杆端部法兰4.4.3;轴承座3固定设置在活塞杆端部法兰4.4.3下侧;恒压油缸组合4上固定设置有位移传感器10;恒压油缸组合4通过液压管路连接有液压系统9;液压系统9包括蓄能器9.1;蓄能器9.1通过进油口p与铝箔轧机液压系统连接,蓄能器9.1与进油口p之间的液压管路上设置有主液路开关阀9.3;蓄能器9.1还连接有压力调节泵9.2;蓄能器9.1与恒压油缸组合4之间的液压管路上设置有蓄能器液路开关阀9.4、压力传感器a9.5;蓄能器9.1处还设置有压力传感器b9.7;蓄能器9.1与油箱之间设置有卸油通道,卸油通道上设置有比例溢流阀9.6。
16.一种铝箔轧机恒压力熨平辊的控制方法,包括熨平辊1工作压力控制和熨平辊1对卷轴8卷取铝箔直径的跟随控制;熨平辊1工作压力控制,是通过对压力调节泵9.2或比例溢流阀9.6的控制,使液压系统9的蓄能器9.1保持设定的恒定压力;蓄能器9.1的恒定压力使恒压油缸组合4对熨平辊1提供恒定的工作压力;其具体控制过程为:首先通过铝箔轧机液压系统提供高压液压油,建立液压系统9蓄能器9.1的工作压力,在建立蓄能器9.1初始压力时,主液路开关阀9.3打开,蓄能器液路开关阀9.4、比例溢流阀9.6关闭,铝箔轧机液压系统提供的高压液压油从进油口p进入蓄能器9.1,当压力传感器b9.7达到设定值时,关闭主液路开关阀9.3,蓄能器
11.1初始压力建立完成;蓄能器9.1的压力控制是通过压力调节泵9.2或比例溢流阀9.6实现,压力调节泵9.2为微量液压泵,其启动工作时不会对液压系统产生过大的压力冲击,比例溢流阀9.6可根据控制系统给定信号控制溢流流量,避免蓄能器9.1压力下降速度过快;当蓄能器9.1压力低于设定设定压力时(液压系统9存在泄漏),启动压力调节泵9.2对蓄能器9.1泵入高压液压油,使蓄能器9.1压力逐渐升高,直至达到设定压力;当蓄能器9.1压力高于设定压力时,控制系统发出控制信号使比例溢流阀9.6工作,逐渐降低蓄能器9.1压力,直至直至达到设定压力;在打开蓄能器液路开关阀9.4后,恒压油缸组合4连通蓄能器9.1,高压液压油进入恒压油缸组合4中,高压液压油在活塞4.4两端产生压力差,此压力差通过活塞杆端部法兰4.4.3传递到轴承座3,再由轴承座3传递到熨平辊1,熨平辊1以恒定压力压在卷轴8上,在蓄能器9.1压力稳定的情况下,熨平辊1施加在卷轴8上的压力始终保持恒定;熨平辊1对卷轴8卷取铝箔直径的跟随控制,是通过位移传感器10采集的活塞杆端部法兰4.4.3的位移信号,控制摆臂控制电动缸6运动,构成熨平辊1对卷轴8卷取铝箔直径跟随控制闭环;其控制过程为:在收卷机工作前,首先调节好蓄能器9.1的工作压力,使恒压油缸组合4中活塞4.4移动到缸体4.1的最下端;启动摆臂控制电动缸6,驱动熨平辊摆臂5转动,使熨平辊1压紧在卷轴8上,活塞4.4在熨平辊1压紧力作用下在缸体4.1中向上移动,此时位移传感器10检测到活塞杆端部法兰4.4.3发生位移,当活塞杆端部法兰4.4.3位移达到10mm时,摆臂控制电动缸6停止工作,熨平辊摆臂5位置被锁定;将位移传感器10输出数据清零,熨平辊1对卷轴8卷取铝箔直径的跟随控制进入pid控制模式;收卷机工作,卷轴8卷取铝箔直径发生变化,位移传感器10采集的数据相应发生变化,控制系统根据位移传感器10采集的数据控制摆臂控制电动缸6动作,熨平辊摆臂5带动熨平辊1对卷轴8卷取铝箔直径进行动态跟随控制。
17.另一种熨平辊1对卷轴8卷取铝箔直径的跟随控制为累积阶段控制,该种控制方法为:收卷机工作,卷轴8卷取铝箔直径发生变化,位移传感器10采集的数据相应发生变化,当位移传感器10采集的数据累计达到25mm时,控制系统发出控制信号,控制摆臂控制电动缸6动作,熨平辊摆臂5转动,此时位移传感器10采集的数据将逐渐变小,直至位移传感器10采集的数据归零,摆臂控制电动缸6停止工作,使熨平辊摆臂5锁定在新的位置;在此种控制方式中,应控制摆臂控制电动缸6的运动速度,避免熨平辊摆臂5旋转速度过快造成熨平辊1的压力产生较大波动。
18.本发明未详述部分为现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1