一种蒙皮拉伸机多轴协同运动控制系统及方法与流程
1.本发明属于拉伸成形技术领域,具体涉及一种蒙皮拉伸机多轴协同运动控制系统及方法。
背景技术:
2.蒙皮类钣金零件是构成飞机外形的关键零部件,具有品种多、批量小、形状复杂的特点。蒙皮零件主要依靠蒙皮拉伸机通过拉伸成形(简称拉形)工艺制造而成,传统蒙皮拉伸机自动化程度低,多为点动操作方式,且输入与输出间的运动学关系不明确,在拉形首件蒙皮零件时需经多次重复拉形试验才可成形出合格的蒙皮零件,其成形耗时长,成形的蒙皮零件重复性较差,蒙皮质量难以保证,成品合格率严重依赖操作工人的经验。
3.随着现代科学技术的不断发展,大型复杂的三维曲面蒙皮零件越来越多的被应用于航空航天、高速铁路、现代建筑等行业中,对蒙皮零件质量、外形和尺寸精度以及蒙皮拉伸机的自动化程度均提出了更高的要求。传统的蒙皮拉伸机运动控制方法难以满足蒙皮零件预期质量、精度和效率的要求。
技术实现要素:
4.本发明的目的在于提供一种蒙皮拉伸机多轴协同运动控制系统,克服现有技术中存在的技术问题。
5.本发明的另一个目的在于提供一种蒙皮拉伸机多轴协同运动控制方法,满足蒙皮类钣金零件拉伸成形工况需求。
6.为此,本发明提供的技术方案如下:
7.一种蒙皮拉伸机多轴协同运动控制系统,蒙皮拉伸机包括拉伸单元和机架,拉伸单元包括夹钳、约束分支和多个拉伸分支,夹钳通过拉伸分支和约束分支与机架连接,控制系统包括控制器、伺服阀和位移传感器,所述伺服阀安装在拉伸分支与液压站连通管线上,所述位移传感器安装在拉伸分支上;
8.所述伺服阀和位移传感器均与控制器电信号连接,所述控制器用于对位移传感器的实时数据与理想位移进行做差得到运动控制量,并将此运动控制量发送给伺服阀从而调节拉伸分支位移,控制夹钳运动轨迹,实现蒙皮拉伸机多轴协同运动控制。
9.所述拉伸单元为两个,分别为左拉伸单元和右拉伸单元,所述左拉伸单元和右拉伸单元结构相同,左拉伸单元和右拉伸单元左右对称连接在机架上;
10.拉伸分支包括水平驱动分支和垂直驱动分支,所述水平驱动分支和垂直驱动分支均为两个,所述垂直驱动分支和约束分支沿夹钳的下端面纵向布置且约束分支位于两个垂直驱动分支之间。
11.所述拉伸分支为液压缸,液压缸的固定端与机架连接,活动端与夹钳连接。
12.所述约束分支包括转动副一、导向筒、导向轴、转动副二,所述导向轴套接于导向筒内,所述导向筒的下端通过转动副一连接机架,所述导向轴的上端通过转动副二连接夹
钳。
13.所述水平驱动分支一端通过球铰连接机架,另一端通过万向铰连接夹钳;所述垂直驱动分支一端通过球铰连接机架,另一端通过球铰连接夹钳。
14.一种蒙皮拉伸机多轴协同运动控制方法,包括以下步骤:
15.步骤1)基于蒙皮零件最终拉伸成形形状及模具胎面形状确定夹钳理想运动轨迹,并输入控制器;
16.步骤2)控制器根据建立的蒙皮拉伸机多轴协同运动控制数学模型,求取夹钳理想运动轨迹对应的蒙皮拉伸机拉伸分支位置逆解解析解,获得拉伸分支的理想位移轨迹曲线;
17.步骤3)控制器发送指令给伺服阀驱动拉伸分支按照理想位移轨迹曲线运动;
18.步骤4)位移传感器实时反馈拉伸分支的实际运动位移给控制器;
19.步骤5)控制器将拉伸分支理想位移与实际运动位移做差得到运动控制量,并发送给伺服阀调节拉伸分支位移,循环往复,控制夹钳运动轨迹,实现对蒙皮拉伸机的多轴协同运动控制。
20.步骤2)根据建立的蒙皮拉伸机多轴协同运动控制数学模型,求取蒙皮拉伸机拉伸分支位置逆解解析解过程如下:
21.在机架上建立固定坐标系o-x
oyozo
,在夹钳上建立运动坐标系p-x
pypzp
,在初始位置时运动坐标系p-x
pypzp
与固定坐标系o-x
oyozo
二者相互平行,点o为约束分支与机架连接铰接点,点p为约束分支与夹钳连接铰接点,垂直驱动分支与机架连接铰接点为a1、a2,水平驱动分支与机架连接铰接点为a3、a4,垂直驱动分支与夹钳连接铰接点为b1、b2,水平驱动分支与夹钳架连接铰接点为b3、b4;
22.当夹钳的位姿发生了任意变化,点bi在固定坐标系o-x
oyozo
中位置可表示为
[0023][0024]
式中,op=(p
x
,py,pz)
t
为p点在固定坐标系中的坐标;为运动坐标系相对于固定坐标系o-x
oyo
z的旋转变换矩阵;i=1,2,3,4;
[0025]
设夹钳首先绕z
p
转动β角,然后绕更新后的y
p
轴转动γ角,最后绕xo轴转动α角,则旋转变换矩阵可表示为
[0026][0027]
式中,sα=sinα,cα=cosα,sβ=sinβ,cβ=cosβ,sγ=sinγ,cγ=cosγ;
[0028]
根据在同一坐标系中两点间的距离公式,可求得拉伸分支的位置约束方程为
[0029][0030]
式中,
oej
为点e在固定坐标系o-x
oyozo
中的坐标;
[0031]
可求得拉伸分支位置逆解解析表达式为
[0032][0033]
式中,l1、l2、l3和l4分别为两个垂直驱动分支的液压缸杆长和两个水平驱动分支的液压缸杆长,l为夹钳沿着矢量op移动的距离,a、b、c、d、e、f均为结构参数,为常数;θ3、θ4分别为矢量e3b3、e4b4与y
p
轴之间的夹角;
[0034]
根据空间几何关系可求得
[0035][0036]
由此,得到蒙皮拉伸机拉伸分支位置逆解解析解。
[0037]
在步骤5)的控制过程中,拉伸分支运动的具体控制公式为:
[0038][0039]
式中,δu(k)为拉伸分支第k次控制量与第k-1次控制量间的偏差,u(k)为第k次拉伸分支控制量,u(k-1)为第k-1次各拉伸分支制量,k
p
为比例系数,k
t
为积分时间常数系,kd为微分时间常数,k为采样序号(k=1,2,
……
),t为采样周期,e(k)、e(k-1)、e(k-2)分别为第k时刻、第k-1时刻、第k-2时刻的运动控制量。
[0040]
本发明的有益效果是:
[0041]
本发明提供的这种蒙皮拉伸机多轴协同运动控制系统,控制器根据建立的蒙皮拉伸机多轴协同运动控制数学模型,求取夹钳理想运动轨迹对应的蒙皮拉伸机拉伸分支位置逆解解析解,获得拉伸分支的理想位移轨迹曲线后发送指令给伺服阀进而驱动各拉伸分支液压缸按照理想位移轨迹曲线运动,在运动控制过程中,控制器对位移传感器的实时数据与理想位移进行做差得到运动控制量,并将此运动控制量发送给伺服阀从而调节拉伸分支位移,控制夹钳运动轨迹,实现蒙皮拉伸机多轴协同运动控制。
[0042]
本发明方法使得蒙皮类钣金零件在拉伸成形时在蒙皮拉伸机整个工作空间内能够实现连续多轴协调运动,可以协作完成复杂的工艺设计需求,有效提高了蒙皮零件的外形和尺寸精度,降低了生产成本,节省了生产时间,提升了蒙皮零件的数字化精密成形技术水平。
[0043]
下面将结合附图做进一步详细说明。
附图说明
[0044]
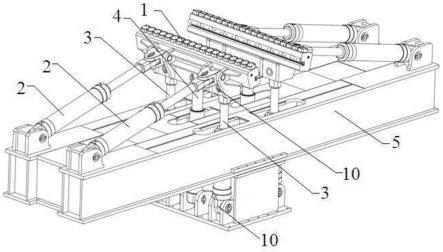
图1是拉伸机的立体结构图;
[0045]
图2是拉伸机的结构主视图;
[0046]
图3是拉伸机的结构左视图;
[0047]
图4是拉伸机的一个拉伸单元坐标示意图;
[0048]
图5是本发明方法的流程图。
[0049]
图中:1、夹钳;2、水平驱动分支;3、垂直驱动分支;4、约束分支;5、机架;6、转动副一;7、导向筒;8、导向轴;9、转动副二;10、球铰;11、万向铰。
具体实施方式
[0050]
以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。
[0051]
现参考附图介绍本发明的示例性实施方式,然而,本发明可以用许多不同的形式来实施,并且不局限于此处描述的实施例,提供这些实施例是为了详尽地且完全地公开本发明,并且向所属技术领域的技术人员充分传达本发明的范围。对于表示在附图中的示例性实施方式中的术语并不是对本发明的限定。在附图中,相同的单元/元件使用相同的附图标记。
[0052]
除非另有说明,此处使用的术语(包括科技术语)对所属技术领域的技术人员具有通常的理解含义。另外,可以理解的是,以通常使用的词典限定的术语,应当被理解为与其相关领域的语境具有一致的含义,而不应该被理解为理想化的或过于正式的意义。
[0053]
实施例1:
[0054]
本实施例提供了一种蒙皮拉伸机多轴协同运动控制系统,蒙皮拉伸机包括拉伸单元和机架5,拉伸单元包括夹钳1、约束分支4和多个拉伸分支,夹钳1通过拉伸分支和约束分支4与机架5连接,控制系统包括控制器、伺服阀和位移传感器,所述伺服阀安装在拉伸分支
与液压站连通管线上,所述位移传感器安装在拉伸分支上;
[0055]
所述伺服阀和位移传感器均与控制器电信号连接,所述控制器用于对位移传感器的实时数据与理想位移进行做差得到运动控制量,并将此运动控制量发送给伺服阀从而调节拉伸分支位移,控制夹钳1运动轨迹,实现蒙皮拉伸机多轴协同运动控制。
[0056]
本发明通过控制器对各拉伸分支的理想位移与实际运动位移做差得到运动控制量,并将此运动控制量发送给伺服阀从而调节各拉伸分支位移,循环往复,最终控制夹钳1运动轨迹,实现对蒙皮拉伸机的多轴协同运动控制,满足蒙皮类钣金零件拉伸成形工况需求。
[0057]
实施例2:
[0058]
在实施例1的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制系统,如图1所示,所述拉伸单元为两个,分别为左拉伸单元和右拉伸单元,所述左拉伸单元和右拉伸单元结构相同,左拉伸单元和右拉伸单元左右对称连接在机架5上;
[0059]
拉伸分支包括水平驱动分支2和垂直驱动分支3,所述水平驱动分支2和垂直驱动分支3均为两个,所述垂直驱动分支3和约束分支4沿夹钳1的下端面纵向布置且约束分支4位于两个垂直驱动分支3之间。
[0060]
工作原理:
[0061]
将板料放置在模具正上方,拉伸机通过左拉伸单元和右拉伸单元中的两个夹钳1夹持住板料两侧,并根据需要进行预拉伸。拉伸时左拉伸单元和右拉伸单元分别通过四个拉伸分支(两个水平驱动分支2和两个垂直驱动分支3)和1个约束分支4的共同作用使夹钳1夹持板材沿着模具切向贴紧模具,主要用于成形横向曲率较小的曲面异形件。
[0062]
实施例3:
[0063]
在实施例1的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制系统,所述拉伸分支为液压缸,液压缸的固定端与机架5连接,活动端与夹钳1连接。
[0064]
液压缸驱动能很方便地实现无级调速,调速范围大,能使夹钳1的运动均匀稳定,可使运动部件换向时无换向冲击,在相同功率条件下,装置体积小、重量轻、结构紧凑,操作简单,调整控制方便。
[0065]
实施例4:
[0066]
在实施例2的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制系统,如图3所示,所述约束分支4包括转动副一6、导向筒7、导向轴8、转动副二9,所述导向轴8套接于导向筒7内,所述导向筒7的下端通过转动副一6连接机架5,所述导向轴8的上端通过转动副二9连接夹钳1。
[0067]
转动副一6、导向筒7、导向轴8、转动副二9组合起来使约束分支4具有四个自由度,进而约束住夹钳1沿机架5横向和纵向两个方向的移动自由度。
[0068]
实施例5:
[0069]
在实施例2的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制系统,如图2所示,所述水平驱动分支2一端通过球铰10连接机架5,另一端通过万向铰11连接夹钳1;所述垂直驱动分支3一端通过球铰10连接机架,另一端通过球铰10连接夹钳1。
[0070]
万向铰11包括第一转动副和第二转动副,水平驱动分支2的活动端依次通过第二转动副和第一转动副连接夹钳1,第一转动副和第二转动副配合转动连接,带动夹钳1灵活
转动。第一转动副轴线与夹钳1纵向轴线平行,水平驱动分支2、第一转动副和第二转动副轴线相互垂直,球铰10的中心连线与机架5横向轴线平行。此种布置方式,确保两条水平驱动分支2均为六自由度分支,不会约束夹钳1沿各个方向的运动。
[0071]
两个垂直驱动分支3中,与机架5连接的两个球铰10的中心连线与机架横向轴线平行,与夹钳1连接的两个球铰10的中心连线与夹钳纵向轴线平行。此种布置方式,确保两条垂直驱动分支均为六自由度分支,不会约束夹钳1沿各个方向的运动。
[0072]
实施例6:
[0073]
本实施例提供了一种蒙皮拉伸机多轴协同运动控制方法,如图5所示,包括以下步骤:
[0074]
步骤1)基于蒙皮零件最终拉伸成形形状及模具胎面形状确定夹钳1理想运动轨迹,并输入控制器;
[0075]
步骤2)控制器根据建立的蒙皮拉伸机多轴协同运动控制数学模型,求取夹钳1理想运动轨迹对应的蒙皮拉伸机拉伸分支位置逆解解析解,获得拉伸分支的理想位移轨迹曲线;
[0076]
步骤3)控制器发送指令给伺服阀驱动拉伸分支按照理想位移轨迹曲线运动;
[0077]
步骤4)位移传感器实时反馈拉伸分支的实际运动位移给控制器;
[0078]
步骤5)控制器将拉伸分支理想位移与实际运动位移做差得到运动控制量,并发送给伺服阀调节拉伸分支位移,循环往复,控制夹钳1运动轨迹,实现对蒙皮拉伸机的多轴协同运动控制。
[0079]
本方法可以使蒙皮类钣金零件在拉伸成形时在蒙皮拉伸机整个工作空间内能够实现连续多轴协调运动,可以协作完成复杂的工艺设计需求,有效提高了蒙皮零件的外形和尺寸精度,降低了生产成本,节省了生产时间,提升了蒙皮零件的数字化精密成形技术水平。
[0080]
实施例7:
[0081]
在实施例6的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制方法,步骤2)根据建立的蒙皮拉伸机多轴协同运动控制数学模型,求取蒙皮拉伸机拉伸分支位置逆解解析解过程如下:
[0082]
如图4所示,在机架5上建立固定坐标系o-x
oyozo
,在夹钳1上建立运动坐标系p-x
pypzp
,在初始位置时运动坐标系p-x
pypzp
与固定坐标系o-x
oyozo
二者相互平行,点o为约束分支4与机架5连接铰接点,点p为约束分支4与夹钳1连接铰接点,垂直驱动分支3与机架5连接铰接点为a1、a2,水平驱动分支2与机架5连接铰接点为a3、a4,垂直驱动分支3与夹钳1连接铰接点为b1、b2,水平驱动分支2与夹钳1架连接铰接点为b3、b4;
[0083]
当夹钳1的位姿发生了任意变化,点bi在固定坐标系o-x
oyozo
中位置可表示为
[0084][0085]
式中,op=(p
x
,py,pz)
t
为p点在固定坐标系中的坐标;为运动坐标系相对于固定坐标系o-x
oyo
z的旋转变换矩阵;i=1,2,3,4;
[0086]
设夹钳1首先绕z
p
转动β角,然后绕更新后的y
p
轴转动γ角,最后绕xo轴转动α角,则旋转变换矩阵可表示为
[0087][0088]
式中,sα=sinα,cα=cosα,sβ=sinβ,cβ=cosβ,sγ=sinγ,cγ=cosγ;
[0089]
根据在同一坐标系中两点间的距离公式,可求得拉伸分支的位置约束方程为
[0090][0091]
式中,
oej
为点e在固定坐标系o-x
oyozo
中的坐标;
[0092]
可求得拉伸分支位置逆解解析表达式为
[0093][0094]
式中,l1、l2、l3和l4分别为两个垂直驱动分支3的液压缸杆长和两个水平驱动分支2的液压缸杆长,l为夹钳1沿着矢量op移动的距离,a、b、c、d、e、f均为结构参数,为常数;θ3、θ4分别为矢量e3b3、e4b4与y
p
轴之间的夹角;
[0095]
根据空间几何关系可求得
[0096][0097]
由此,得到蒙皮拉伸机拉伸分支位置逆解解析解。
[0098]
本实施例是以单侧拉伸单元(左拉伸单元)为例,介绍建立蒙皮拉伸机多轴协同运动控制数学模型,求取蒙皮拉伸机拉伸机构逆解解析解,另一侧拉伸单元(右拉伸单元)与该侧(左拉伸单元)镜像对称,通过控制器同步控制。
[0099]
实施例8:
[0100]
在实施例6的基础上,本实施例提供了一种蒙皮拉伸机多轴协同运动控制方法,在步骤5)的控制过程中,拉伸分支运动的具体控制公式为:
[0101][0102]
式中,δu(k)为拉伸分支第k次控制量与第k-1次控制量间的偏差,u(k)为第k次拉伸分支控制量,u(k-1)为第k-1次各拉伸分支制量,k
p
为比例系数,k
t
为积分时间常数系,kd为微分时间常数,k为采样序号(k=1,2,
……
),t为采样周期,e(k)、e(k-1)、e(k-2)分别为第k时刻、第k-1时刻、第k-2时刻的运动控制量。
[0103]
运动控制量为不同时刻经由蒙皮拉伸机多轴协同运动控制数学模型求得的驱动液压缸理想位移同与经位移传感器检测获得的驱动液压缸实际位移之间的偏差。
[0104]
以上例举仅仅是对本发明的举例说明,并不构成对本发明的保护范围的限制,凡是与本发明相同或相似的设计均属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1