高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法
1.本发明涉及高熵合金领域,尤其涉及一种高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法。
背景技术:
2.高熵合金是基于“化学无序”探索发展的一类新型材料。因其采用多组元混合方式制得,故从热力学上看高熵合金有更低得吉布斯自由能,进而有可能表现出较高相组织和稳定性。动力学上,高熵合金材料内部表现出迟滞扩散效应。
3.因而研究者通过大量实验研究,发现高熵合金在硬度、抗压强度、耐腐蚀性等方面具有潜在的、优于传统材料的特殊性能。高熵合金有广泛应用前景,如:复杂昂贵刀具的表面强化、特种设备表面防腐涂层、高温锅炉内壁抗高温氧化性能提升等。目前常见的制备高熵合金的块体的方法分为真空电弧熔炼、真空感应熔炼、机械合金化及高温烧结;高熵合金涂层主要为激光熔覆粉末冶金法;高熵合金薄膜主要是热喷涂及磁控溅射法,此类方法可到非晶组织或单晶体、纳米组织高熵合金。此类高熵合金制备方法,均存在设备昂贵、环境要求较高、制备场所受限制、技术难度过高等问题,这导致高熵合金不易于生产操作应用较少。采用电弧熔覆制备高熵合金涂层的方法,主要是根据基体零件所需要的性能设计高熵混合粉末,并且制成焊丝,以电弧熔覆设备为媒介熔覆到基体上,从而制备出性能优良且低廉的高熵合金涂层。现有技术专利cn109628771a 公开了一种高熵合金粉芯丝材电弧熔覆加工工艺 ,将电弧熔覆技术和熔化技术顺次实施,将电弧熔覆层用电弧加热,利用高温物理化学冶金过程 ,使表面层与基体材料实现冶金结合;该专利通过工艺方法实现熔覆层的致密性、结合强度、耐腐蚀、耐磨损和抗冲击性能,但是不仅工艺方法十分重要,对于焊丝粉芯的的选择也十分重要,粉芯元素的选择直接影响着制备的涂层的性能。
技术实现要素:
4.为解决上述问题,本发明提供一种高熵合金粉芯焊丝,包括有钢制外皮和粉芯,所述钢制外皮采用304不锈钢带,粉芯包括fe、cr、ni、mn、cu、五种金属元素粉末和一种非金属元素si粉末。
5.进一步改进在于,所述金属元素fe、cr、ni、mn、cu、si的粉末质量比为:1.4:1:0.6:0.6:0.36:0.04。
6.进一步改进在于,所述304不锈钢带厚度0.35mm、宽度10mm。
7.本发明还提供一种高熵合金粉芯焊丝电弧熔覆制备高熵合金涂层的方法,包括以下步骤:步骤一,将作为粉芯焊丝的混合填充材料的fe、cr、ni、mn、cu、si,利用v型粉末混合机使各种元素粉末充分混合,并进行加热干燥处理;步骤二,填装混合、干燥后的步骤一的粉末于粉芯焊丝成型设备的料斗中;步骤三,经成型设备上成型辊将304不锈钢带压卷为u型开管;
步骤四,在u型开管中铺满混合粉末,通过冷轧制、卷管、拔丝至规定直径的焊丝;步骤五,把成品焊丝安装至电弧熔覆工作台的送丝系统,同时调整钨极焊枪的起弧位置、喷嘴与工件的距离、保护气流量、磨削钨针角度、喷嘴运动轨迹及速度制备高熵合金涂层。
8.进一步改进在于,所述步骤三304不锈钢带压卷前在30℃-50℃的温度下进行超声清洗,去除不锈钢带表面杂质。
9.进一步改进在于,所述步骤三304不锈钢带压卷成厚度均匀的u型开管。
10.进一步改进在于,所述步骤一混合的粉末粒度为100目以上,fe、cr、ni、mn、cu、si粉末在加入到v型混粉机前后,抽真空保持干燥,防止混合过程中活泼金属元素发生氧化反应。
11.进一步改进在于,所述步骤五钨极焊枪的末端磨成钝锥角或带有平顶的锥形,安装至基体表面上方3-5mm处,电弧熔覆设备电压为10v、熔覆电流160-200a、焊接速度100-150mm/min。
12.进一步改进在于,所述步骤五保护气为氩气,氩气属于惰性气体,不易和其它金属材料、气体发生反应。而且由于气流有冷却作用,焊缝热影响区小,焊件变形小。是钨极氩弧焊最理想的保护气体。保护气体的流量调整,基体表面起弧后,应把根据焊丝直径及电流大小调整氩气流量,调节方法是根据被焊金属材料及电流大小,焊接方法来决定的:电流越大,保护气越大。活泼元素材料,保护气要加强加大流量。由步骤5可知氩气的流量应控制为10-15l/min,氩弧熔覆含铬、镍、不锈钢类材质时,对氩气纯度的要求≥99.7%。
13.本发明的有益效果:本发明粉芯fe元素含量较多,比重较大的原因是为了减少焊丝拉拔难度,达到焊丝生产要求,fe元素主要分布于基体中,不影响固溶体相和微观结构;cr、ni、mn元素为组元且比重较高且均匀是为了形成固溶体,增强塑性和抗氧性;cu元素有利于形成fcc相,偏聚于晶间区域,以球形纳米相析出,提高涂层整体性能;微量的si元素能增加涂层的压缩强度和塑性。本发明钢制外皮选取的304不锈钢带厚度0.35mm、宽度10mm,u型开管成型前应利用洗涤剂及超声除去表面油污、杂质,洗涤剂可选取易挥发无残留的无水乙醇等液体,清洗后应迅速烘干钢带。这样的粉芯焊丝通过电弧熔覆制备得的高熵合金涂层力学性能优良、抗腐蚀、组织致密度高、涂层与基体结合力高。
附图说明
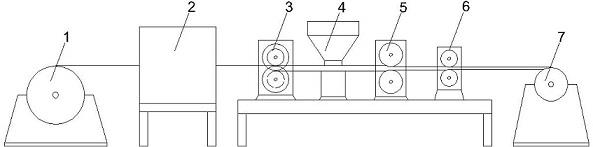
14.图1是具体实施方式焊丝生产流程图。
15.图2是具体实施方式高熵合金涂层与45#钢基材的熔接处500倍放大图。
16.图3是具体实施方式涂层硬度性能测试表。
17.图1中:1-金属带放带机,2-金属带超声清洁及烘干设备,3-是钢带成型辊,4-粉芯添加料斗,5、6-轧丝机组,7-为焊丝卷盘机。
具体实施方式
18.为了加深对本发明的理解,下面将结合实施例对本发明作进一步的详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
19.如图1所示,为焊丝生产流程图:金属带放带机1对304不锈钢带进行放带,钢带在
金属带超声清洁及烘干设备2的超声清洗腔内部经洗涤剂高频振荡清洁后,迅速加热烘干;钢带成型辊3将钢带压卷成u型开管,粉芯添加料斗4,用于添加粉芯的粉末再进行送粉,送粉速度可调控;轧丝机组5、6用于将u型开管轧制闭合,焊丝卷盘机7用于将焊丝卷盘。
20.本实施例提供一种高熵合金粉芯焊丝,包括有钢制外皮和粉芯,所述钢制外皮采用304不锈钢带,粉芯包括fe、cr、ni、mn、cu、五种金属元素粉末和一种非金属元素si粉末;所述金属元素fe、cr、ni、mn、cu、si的粉末质量比为:1.4:1:0.6:0.6:0.36:0.04;所述304不锈钢带厚度0.35mm、宽度10mm。
21.本实施例提供一种高熵合金粉芯焊丝电弧熔覆制备高熵合金涂层的方法,包括以下步骤:s1,将上述质量比的粉末放入v型混粉机,充分混合且加热干燥;v型混粉机加入粉末前后,应抽真空保持干燥,防止混合过程中活泼金属元素发生氧化反应。
22.s2,混合干燥的粉末于粉芯焊丝成型设备的料斗中,粉芯焊丝粉末的纯度均为99%以上,粒度为100目以上。
23.s3,经成型设备上成型辊将304不锈钢带压卷为u型开管;钢带应在30℃-50℃的洗涤温度下进行超声清洗,压卷为u型钢带过程中,应保证成型辊施加作用力均匀。
24.s4,在u型开管中铺满混合粉末,通过冷轧制、卷管、拔丝至规定直径的焊丝;通过粉芯焊丝成型设备将混合后的粉末填充入钢带,过程中应避免焊丝内部形成中空,从而生产焊丝过程中出现变形断裂、熔覆过程从出现漏焊、缺陷等问题;焊丝内部中空现象,应通过铺料均匀、轧制稳定保证。
25.s5,打磨基体,去除表面杂质及氧化物,清理电弧工作台,使基体与电弧工作台表面接触良好,将基体置于工作台,并调整焊枪位置、起弧位置、运行轨迹;高熵合金涂层制造:根据焊丝成分、直径以及基体成分,选择合适的熔覆参数:选用直径2mm钨针,并将其末端磨成钝锥角或带有平顶的锥形,安装至基体表面上方4mm处;熔覆设备参数:电压10v、熔覆电流200a、焊接速度150mm/min、送丝速度130mm/min。
26.观察高熵合金涂层宏观表面成型效果,测量涂层成分、测试合金硬度、通过蔡司扫描电镜观察涂层与基材的融合线;图2为高熵合金涂层与45#钢基材的熔接处500倍放大图;可知形成的高熵合金涂层与基材结合性能较好,无明显裂纹、孔隙,并且热影响区域较小,熔接线处涂层的呈现大片等轴晶区,组织精细;图3为涂层维氏硬度测试数据;所得a、b、c三条硬度折线数据分别从涂层横截面内垂直基材方向选取三条直线至融合线处,每条直线各有六个测试点,计算测试点数据可得涂层的平均硬度为621.6hv,约为基材45#钢硬度3倍;其中涂层截面中心最高处硬度可达756.0hv,接近基材硬度4倍。因此涂层力学性能提高显著,该粉芯焊丝可结合电弧熔覆用于实际生产活动中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1