充气前打火机组件装配的全自动装配生产线的制作方法
1.本发明属于打火机装配设备领域,尤其涉及一种充气前打火机组件装配的全自动装配生产线。
背景技术:
2.打火机是小型取火装置。主要用于取火,吸烟,也用于炊事及其他取火。打火机主要部件是发火机构和贮气箱,发火机构动作时,迸发出火花射向燃气区,将燃气引燃。目前的充气前打火机零部件组装为人工组装完成,由于人工操作会导致损耗不可控制,还增加了工人的劳动强度导致效率较差。因此,需要一种能够自动化组装打火机零部件的设备。
技术实现要素:
3.本发明的目的是针对上述问题,提供一种充气前打火机组件装配的全自动装配生产线。
4.为达到上述目的,本发明采用了下列技术方案:充气前打火机组件装配的全自动装配生产线,其特征在于,包括用于装配套体、底盖和外壳组件的第一工作站,所述的第一工作站与用于接收第一工作站装配完毕的打火机并对其继续装配零部件的第三工作站相连,所述的第三工作站与第一工作站之间设有连接在第三工作站上用于自动化组装打火机吸管与锌套并装配的第二工作站,所述的第三工作站一侧设有与第三工作站连接用于将出气阀装配至打火机上的第四工作站。
5.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第一工作站包括第一机架,所述的第一机架上设有第一外壳送料机构,靠近第一外壳送料机构下料端的一侧设有固定连接在第一机架上的第一分距入料机械手,所述第一机架上还设有第一循环输送机构,所述的第一外壳送料机构通过第一外壳送料机构与第一循环输送机构相连通,还包括设置在第一机架上的第一零件导料机构和第一底盖装配机构,所述的第一零件导料机构和第一底盖装配机构均位于第一循环输送机构的侧面;所述的第一工作站与第三工作站之间设有能够将第一工作站组装完毕的打火机转送至第三工作站上的第一中转机械手。
6.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第一外壳送料机构包括设置在第一机架上的第一外壳输送线,所述的第一外壳输送线包括第一一号直线输送段和第一二号直线输送段,第一一号直线输送段的一端连通有第一上料结构,所述的第一一号直线输送段和第一二号直线输送段之间通过第一转弯结构连通,所述的第一转弯结构的内表面呈弧形,所述的第一二号直线输送段远离第一一号直线输送段的一端侧面还设有第一外壳分组组件。
7.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第二工作站包括第二组装旋转台,在第二组装旋转台上设有若干沿圆周方向上均匀分布的第二吸管定位器,所述的第二组装旋转台一侧设有第二吸管上料机构,在另一侧设有第二成品出料机构,所述的第二吸管上料机构与第二成品出料机构之间设第二有锌套上料机构,所述的第二吸
管定位器下方设有第二锌套抬升装配机构,所述的第二成品出料机构上连接有出料分距机构相连,所述的出料分距机构一侧设有出料装配机械手。
8.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第二组装旋转台包括第二上旋转台板,所述的第二上旋转台板设置在第二旋转架上,在第二旋转架上连接有第二旋转驱动机构,所述的第二上旋转台板上设有若干沿圆周方向上均匀分布的第二吸管定位器,所述的第二上旋转台板侧壁上设有若干沿圆周方向上均匀分布的第二吸管定位槽,所述的第二吸管定位槽与第二吸管定位器一一对应设置。
9.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第三工作站包括第三旋转机构和二个设置在第三旋转机构侧面的第三装配工位,所述的第三旋转机构上设有若干个用于固定打火机壳体的第三夹具,第三转动旋转机构可使第三夹具依次与第三装配工位相配合。
10.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第三旋转机构包括第三支撑架和转动连接在第三支撑架上的第三旋转盘,驱动电机固定连接在第三支撑架上且与第三旋转盘驱动连接,所述的第三夹具固定连接在第三旋转盘上表面的边沿处,所述的第三夹具设有十二个,且沿第三旋转盘驱的轴心线周向均匀分布。
11.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第四工作站包括第四机架和设置在第四机架上的第四输送线,所述的第四机架上还设有第四气阀进料机构和第四气阀锁紧机构,所述的第四气阀进料机构和第四气阀锁紧机构均位于第四输送线的上方,且第四气阀进料机构和第四气阀锁紧机构沿第四输送线的输送方向依次排列;所述的第三工作站与第四工作站之间设能够将第三工作站组装完毕的打火机转送至第四工作站上的第四中转机械手。
12.在上述的充气前打火机组件装配的全自动装配生产线中,所述的第四输送线上还设有打火机出货机构。
13.在上述的充气前打火机组件装配的全自动装配生产线中,所述的打火机出货机构包括第五出料台,所述的第五出料台上设有第五空盒输送通道和第五满盒输送通道,所述的第五空盒输送通道和第五满盒输送通道上分别设有第五空盒输送驱动组件和第五满盒输送驱动组件,所述的第五空盒输送通道出盒端侧部与第五满盒输送通道进盒端侧部连通,在第五空盒输送通道出盒端与第五满盒输送通道进盒端之间设有第五空盒推送组件,所述的第五出料台上还设有第五夹爪间距可变机械手。
14.与现有的技术相比,本发明的优点在于:1、设计合理,只需人工放料即可自行完成组装,降低了人工的需求更降低了劳动强度。2、集成度高,不仅提高了生产效率,还能够减少生产所需的场地。3、设备驱动方式简单可靠,能够有效的降低维护成本。
附图说明
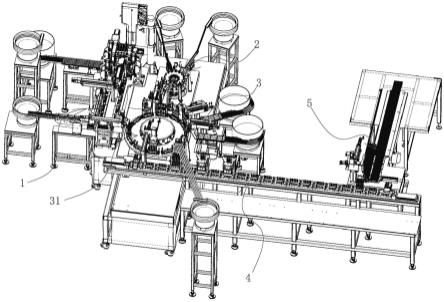
15.图1是本发明的结构示意图;
16.图2是本发明提供的局部放大结构示意图;
17.图3是本发明的结构示意图;
18.图4是外壳送料机构的结构示意图;
19.图5是外壳送料机构的俯视图;
20.图6是分组组件的结构示意图;
21.图7是分距入料机械手的结构示意图;
22.图8是分距入料机械手另一视角的结构示意图;
23.图9是循环输送机构的结构示意图;
24.图10是循环输送机构的俯视图;
25.图11是导料机构的结构示意图;
26.图12是导料机构的主视图;
27.图13是底盖装配机构的结构示意图;
28.图14是输送组件的结构示意图;
29.图15是输送组件另一视角的结构示意图;
30.图16是输送组件部分结构的结构示意图;
31.图17是本发明第二工作站的局部放大结构示意图;
32.图18是本发明第二工作站的立体结构示意图;
33.图19是本发明第二工作站的俯视结构示意图;
34.图20是图17中a处的放大结构示意图;
35.图21是图15中b处的放大结构示意图;
36.图22是本发明第二工作站的自复位推管器的结构示意图;
37.图23是本发明第二工作站的锌套抬升装配机构的结构示意图;
38.图24是本发明第二工作站的出料分距机构的结构示意图;
39.图25是本发明第二工作站的底部结构示意图;
40.图26是本发明第二工作站的锌套抬升装配机的剖视结构示意图;
41.图27是本发明第二工作站的锌套上料机构的结构示意图;
42.图28是图18中c处的放大结构示意图;
43.图29是本发明第二工作站的锌套定位机构的结构示意图;
44.图30是本发明第二工作站的锌套悬置卡口的结构示意图;
45.图31是本发明第二工作站的旋转架剖视结构示意图;
46.图32是本发明第二工作站的接料座的结构示意图;
47.图33是本发明第二工作站的吸管锌套组3出料状态结构示意图;
48.图34是本发明第二工作站的出料分距机构的结构示意图;
49.图35是本发明第二工作站的螺栓让位环形槽的结构示意图;
50.图36是本发明第二工作站的出料机械手的结构示意图;
51.图37是图19中d处的放大结构示意图;
52.图38是图37中e处的放大结构示意图;
53.图39是本发明的第四工作站的结构示意图;
54.图40是本发明的第四工作站夹具的结构示意图;
55.图41是本发明的第四工作站夹具的俯视图;
56.图42是本发明的第四工作站结构示意图;
57.图43是本发明的第四工作站主视图;
58.图44是图39中f的放大图;
59.图45是图40中g放大图;
60.图46是本发明的打火机出货机构的结构示意图;
61.图47是本发明的打火机出货机构的夹爪间距可变机械手的放大示意图;
62.图48是本发明的打火机出货机构的交叉伸缩结构的放大示意图;
63.图49是本发明的打火机出货机构的出料台另一个方向示意图;
64.图50是本发明的打火机出货机构的打火机底盒示意图;
65.图中:第一工作站1、第二工作站2、第三工作站3、第四工作站4、打火机出货机构5、第一中转机械手6、第四中转机械手7、第一机架11、第一导料机构1100、第一导料安装架1101、第一直线驱动机构1102、第一导料组件1103、第一导料凹槽1104、第一导料板体1105、第一下料组件1106、第一下料槽1107、第一下料推板1108、第一下料推块1109、第一存料间隙1110、第一止料块1111、第一定位面1112、第一驱动电机1113、第一丝杆1114、第一滑套1115、第一导轨1116、第一滑块1117、第一外壳送料机构1200、第一外壳输送线1201、第一一号直线输送段1202、第一二号直线输送段1203、第一转弯结构1204、第一上料结构1205、第一转弯输送段1206、第一转弯输送电机1207、第一毛刷1208、第一导向板1209、第一导向通道1210、第一外壳分组组件1211、第一安装壳体1212、第一驱动滑块1213、第一拉动块1214、第一驱动转向结构1215、第一分组杆体1216、第一导向部1217、第一驱动凹槽1218、第一凸起1219、第一上料结构1225、第一循环输送机构1300、第一循环输送架1301、第一加工工位1302、第一移动块1303、第一推进缺口1304、第一一号推进组件1305、第一二号推进组件1306、第一推进气缸1307、第一横向推进块1308、第一推进电机1309、第一推进螺杆1310、第一纵向推进块1311、第一让位槽1312、第一分距入料机械手1400、第一安装架1401、第一驱动组件1402、第一夹持组件1403、第一分距组件1404、第一夹爪1405、第一连接架1406、第一夹持凹槽1407、第一安装板1408、第一滑动导杆1409、第一分距滑块1410、第一直线驱动结构1411、第一剪式伸缩结构1412、第一铰接臂1413、第一底盖装配机构1600、第一安装架1601、第一底盖进料组件1602、第一装配组件1603、第一分料输送组件1604、第一底盖振动盘1605、第一送料槽1606、第一安装座1607、第一安装孔1608、第一顶紧平台1609、第一顶紧驱动件1610、第一紧压件1611、第一分料区1612、第一装配进料区1613、第一装配进料组件1614、第一支座1615、第一导料通道1616、第一隔板1617、第一推杆1618、第一复位弹簧1619、第一驱动机构1620、第一驱动气缸1621、第一驱动块1622、第一驱动杆1623、第一推动块1624、第一推动斜面1625、第一进料板1626、第一承接件1627、第一柱体1628、第一承接块1629、第二组装旋转台2100、第二吸管定位器2200、第二吸管上料机构2300、第二成品出料机构2400、第二锌套上料机构2500、第二锌套抬升装配机构2600、第二旋转架2120、第二旋转驱动机构2130、第二吸管定位槽2111、第二吸管定位槽2210、第二管座2220、第二吸管上料轨道2310、第二吸管上料通道2320、第二吸管上料振动盘2330、第二锌套振动盘2510、第二上料盘2520、第二上料盘旋转驱动组件2530、第二锌套转送槽2540、第二顶轴2610、第二吸管伸入孔2620、第二顶杆安装环2630、第二环形滑轨2641、第二滑轮2642、第二顶升凸台2643、第二顶轴轴向复位组件2650、第二出料顶板2410、第二自复位推管器2420、第二接料送料组件2430、第二出料分距机构2800、第二出料装配机械手2900、第二上旋转台板2110、第二入管斜面2112、第二旋转筒体2121、第二中心柱2122、第二旋转驱动机构2130、第二从动齿轮2131、第二旋转传动组件2140、第二旋转驱动器2150、第二传动齿轮2141、第二传动
轴2142、第二齿轮箱2143、第二底板2144、第二传动轴支架2145、第二锌套定位机构2700、第二锌套悬置件2710、第二伸缩组件2720、第二锌套悬置杆2711、第二锌套悬置卡口2712、第二锌套悬置杆安装环2730、第二径向滑槽2731、第二伸缩驱动组件2740、第二滚轮路径盘2750、第二环形凸轮槽2751、第二滚轮2752、第二凹陷2713、第二吸管防脱机构220、第二弧形防脱挡块221、第二支撑架222、第二顶轴升降组件2640、第二倾斜部2644、第二顶轴弹簧2651、第二耐磨安装套2660、第二安装套安装孔2661、第二顶轴弹簧座2652、第二顶轴周向限位结构2670、第二限位平面2671、第二限位壁面2672、第二顶套2611、第二顶套固定座2612、第二顶嘴2613、第二吸管穿孔2614、第二锌套顶升内台阶2615、第二滑轮2642、第二上料盘转轴2531、第二锌套防脱离结构2550、第二锌套防脱离护板2551、第二u形锌套通行护板2552、第二锌套排序管2560、第二锌套排序槽2561、第二锌套防掉落槽2562、第二弧形孔2521、第二机械手支架2910、第二夹爪驱动器安装座2920、第二横移组件2930和第二竖移组件2940、第二夹爪驱动器2950、第二夹爪2960、第二锌套夹取限位结构2970、第二一号锌套夹槽2971、第二锌套夹块2961、第二二号锌套夹槽2962、第二夹爪座2963、第二爪臂2951、第二横移座2931、第二轴移槽2932、第二丝杆2933、第二螺套2934、第二限位侧翼2935、第二横移滑块2936、第二加固板2937、第二竖移连接座2941、第二滑台气缸2942、第二出料分距底座2810、第二环形输送组件2820、第二分距料座2830、第二卡口2840、第二一号夹爪伸入槽2831、第二分距挡块2850、第二送料器固定座2860、第二送料器2490、第二送料通道2491、第二二号夹爪伸入槽2851、第二传送带2821、第二传送带从动轮2822、第二传送带主动轮2823、第二螺栓让位环形槽2824、第二传送带防晃环2870、第二推管器座2421、第二横向顶杆2422、第二竖向顶杆2423、第二联动组件2440、第二横移复位单元2450、第二竖移复位单元2460、第二联动结构2470、第二横向顶杆倾面2471、第二竖向顶杆倾面2472、第二横向顶杆滑动孔2473、第二竖向顶杆滑动孔2474、第二横向让位孔2475、第二竖向让位孔2476、第二横移复位弹簧2451、第二竖移复位弹簧2452、第二横移活动限位槽2425、第二横移限位杆2424、第二竖移限位杆2426、第二竖移活动限位槽2427、第二滑轮2642、第二推管槽2429、第二斜坡2411、第二滑出引导段2413、第二滑入引导段2412、第二出料支架2414、第二出料顶板高度调节组件2480、第二出料支架2414、第二高度调节条形孔2482、第二出料顶板固定座2483、第二出料顶板高度调节座2484、第二出料顶板高度调节座槽2485、第二出料装配机械手2900、第二出料分距机构2800、第二接料送料组件2430、第二接料座2431、第二接料通道2432、第二送料器2490、第二送料通道2491、第二接料块2433、第二接料座架2434、第二送料通道2491、第二出料挡板2492、第三旋转机构31、第三装配工位32、第三支撑架311、第三旋转盘312、第三进料组件321、第三装配组件322、第三振动盘323、第三导料槽324、第三底座325、第三装配头326、第三水平驱动机构327、第三竖直驱动机构328、第三夹具3100、第三夹具底座3101、第三安装槽3102、第三预留凹槽3103、第三稳固组件3104、第三基座3105、第三安装板组3106、第三稳固孔3107、第三一号夹板3108、第三二号夹板3109、第三缝隙3110、第三半孔3111、第四机架41、第四输送线42、第四气阀进料机构43、第四输料组件431、第四导料组件432、第四底座433、第四振动盘434、第四输料管435、第四导料主体436、第四导料槽437、第四气阀锁紧机构4100、第四锁紧安装架4101、第四驱动机构4102、第四锁紧组件4103、第四弹性缓冲组件4104、第四安装板4105、第四气缸4106、第四输出轴4107、第四压板4108、第四弹性件4109、第四滑套4110、第四导向杆4111、第四锁紧平台4112、第四锁紧头
4113、第四驱动电机4114、第四传动带4115、第四让位空间4116、第五出料台510、第五空盒输送通道511、第五满盒输送通道512、第五空盒输送驱动组件513、第五满盒输送驱动组件514、第五空盒推送组件515、第五夹爪间距可变机械手516、第五侧档条517、第五前挡条518、第五进出盒平台519、第五带式输送机520、第五限位档杆521、第五推盒爪522、第五推盒爪行程槽523、第五推盒爪直线驱动器524、第五推盒块525、第五推盒块直线驱动器526、第五xyz三轴向机械手527、第五可变距机械夹爪组件528、第五气爪工作台529、第五气爪530、第五气爪座531、第五交叉伸缩结构532、第五导向杆533、第五变距直线驱动器534、第五打火机底盒535、第五打火机插孔536。
具体实施方式
66.下面结合附图和具体实施方式对本发明做进一步详细的说明。
67.如图1-50所示,本充气前打火机组件装配的全自动装配生产线,包括用于装配套体、底盖和外壳组件的第一工作站1,第一工作站1与用于接收第一工作站1装配完毕的打火机并对其继续装配零部件的第三工作站3相连,第三工作站3与第一工作站1之间设有连接在第三工作站3上用于自动化组装打火机吸管与锌套并装配的第二工作站2,第三工作站3一侧设有与第三工作站3连接用于将出气阀装配至打火机上的第四工作站4。
68.第一工作站1包括第一机架11,第一机架11上设有第一外壳送料机构1200,靠近第一外壳送料机构1200下料端的一侧设有固定连接在第一机架11上的第一分距入料机械手1400,第一机架11上还设有第一循环输送机构300,第一外壳送料机构1200通过第一外壳送料机构1200与第一循环输送机构1300相连通,还包括设置在第一机架11上的第一零件导料机构1100和第一底盖装配机构1600,第一零件导料机构1100和第一底盖装配机构1600均位于第一循环输送机构1300的侧面,其中,第一上料结构1225包括振动盘;第一工作站1与第三工作站3之间设有能够将第一工作站1组装完毕的打火机转送至第三工作站3上的第一中转机械手6。第一中转机械手6的结构与第二出料装配机械手2900的结构类似,不同点在于夹持结构。
69.第一外壳送料机构1200包括设置在第一机架1上的第一外壳输送线1201,第一外壳输送线1201包括第一一号直线输送段1202和第一二号直线输送段1203,第一一号直线输送段1202的一端连通有第一上料结构1205,第一一号直线输送段1202和第一二号直线输送段1203之间通过第一转弯结构1204连通,第一转弯结构1204的内表面呈弧形,第一二号直线输送段1203远离第一一号直线输送段1202的一端侧面还设有第一外壳分组组件1211。
70.本发明,使用时,打火机外壳体通过第一外壳送料机构1200输送至下料端,第一分距入料机械手1400将第一外壳送料机构1200内的打火机外壳体夹起后分距,再放置入第一循环输送机构1300内,在第一循环输送机构1300内循环输送,依次经过零件第一导料机构100和第一底盖装配机构1600完成相应装配。故本发明从上料、分距、输送到装配都通过机械自动化实现,自动化程度较高。
71.使用时,振动盘内的打火机外壳通过第一一号直线输送段1202输送至第一转弯结构1204处,经第一转弯结构1204改变输送方向后再由第一二号直线输送段1203继续输送。故本发明在两个输送方向不同的第一一号直线输送段1202和第一二号直线输送段1203之间设置一个内表面呈弧形的第一转弯结构1204,简单方便的实现了在不同方向输送线之间
的平稳过渡。
72.第一转弯结构1204包括内部具有弧形输送槽205的第一转弯输送段1206,第一转弯输送段1206的两端分别固定连接在第一一号直线输送段1202和第一二号直线输送段1203上。第一转弯结构1204还包括位于第一转弯输送段1206上方的第一转弯输送电机1207,第一转弯输送电机1207的输出轴上还固定连接有第一毛刷208。
73.优选地,第一毛刷208的横截面呈圆形,且第一毛刷208的边沿与弧形输送槽205的边沿相切。第一转弯输送电机1207驱动第一毛刷208转动,用于辅助位于弧形输送槽205内的打火机外壳进行转弯输送。
74.第一一号直线输送段1202、第一二号直线输送段1203和第一转弯输送段1206的上方均设有第一导向板1209,第一导向板1209与第一一号直线输送段1202、第一二号直线输送段1203或第一转弯输送段1206上固定连接,相对设置的两块第一导向板1209之间具有第一导向通道1210。这样在输送过程中,打火机外壳的上端位于第一导向通道1210内,即可由两块第一导向板1209进行导向,防止输送过程中打火机外壳出现位置上的偏差。
75.第一二号直线输送段1203远离第一一号直线输送段1202的一端侧面还设有第一外壳分组组件1211。利用第一外壳分组组件1211将若干个打火机外壳分为一组,在后续装配过程中,以组为单位,进行同时装配操作。
76.具体的说,第一外壳分组组件1211包括固定连接在第一二号直线输送段1203上的第一安装壳体1212,第一安装壳体1212内滑动连接有第一驱动滑块1213,第一驱动滑块1213的一端通过第一拉动块1214与动力源(图中未示出)驱动连接,动力源可以是气缸。第一驱动滑块1213通过第一驱动转向结构1215与两根第一分组杆体1216驱动连接。第一驱动转向结构1215包括两个开设在第一驱动滑块1213上的倾斜方向相反的第一驱动凹槽1218和固定连接在第一分组杆体1216上的第一凸起1219,第一驱动凹槽1218与第一分组杆体1216一一对应设置,第一凸起1219嵌合在第一驱动凹槽1218内。
77.使用时,动力源驱动第一拉动块1214,从而带动第一驱动滑块1213滑动,滑动过程中,第一驱动凹槽1218发生与第一凸起1219的相对位移,结合图3所示,此时两根第一分组杆体1216一根向外顶出,一根向内收缩。分组时,先由图中靠左的第一分组杆体1216顶出,起到限位作用,打火机外壳在第一分组杆体1216处停止,再利用另一根第一分组杆体1216顶出,这样就将两根第一分组杆体1216之间的打火机外壳人为的与前后隔开,分为了一组。如此反复以实现对全部的打火机外壳进行分组。
78.优选地,在输送方向上更靠近第一上料结构1225的第一分组杆体1216端部固定连接有第一导向部1217,第一导向部1217的宽度由靠近第一分组杆体1216的一端向另一端逐渐变小。这样便于将第一分组杆体1216插入至紧挨着的打火机外壳内,从而实现前后分组。
79.使用时,振动盘内的打火机外壳通过第一一号直线输送段1202输送至第一转弯结构1204处,此时启动第一转弯输送电机1207,第一转弯输送电机1207驱动第一毛刷208转动,第一毛刷208辅助位于弧形输送槽205内的打火机外壳进行转弯输送,改变输送方向后再由第一二号直线输送段1203继续输送,直至第一外壳分组组件1211处。此时,动力源驱动第一拉动块1214,从而带动第一驱动滑块1213滑动,滑动过程中,第一驱动凹槽1218发生与第一凸起1219的相对位移,结合图3所示,此时两根第一分组杆体1216一根向外顶出,一根向内收缩。分组时,先由图中靠左的第一分组杆体1216顶出,起到限位作用,打火机外壳在
第一分组杆体1216处停止,再利用另一根第一分组杆体1216顶出,这样就将两根第一分组杆体1216之间的打火机外壳人为的与前后隔开,分为了一组。如此反复以实现对全部的打火机外壳进行分组。故本发明在两个输送方向不同的第一一号直线输送段1202和第一二号直线输送段1203之间设置一个内表面呈弧形的第一转弯结构1204,简单方便的实现了在不同方向输送线之间的平稳过渡。
80.第一分距入料机械手1400包括第一安装架1401和通过第一驱动组件1402连接在第一安装架1401上的若干个第一夹持组件1403,第一驱动组件1402与第一夹持组件1403之间还设有可驱动相邻两个第一夹持组件1403相互靠近或相互远离的第一分距组件1404,第一夹持组件1403依次排列连接在第一分距组件1404上。
81.使用时,打火机外壳体通过振动盘振动输料后,第一夹持组件1403夹持打火机外壳体,再利用第一分距组件1404带动第一夹持组件1403相互远离,从而使得相邻两个打火机外壳体之间的距离扩大,从而方便后续加工操作。故本发明在利用振动盘上料完成后,再利用第一分距组件1404扩大相邻两个打火机壳体之间的距离,以便于打火机壳体的后续加工装配。
82.第一驱动组件1402包括驱动方向相互垂直的水平驱动组件和竖直驱动组件。水平驱动组件和竖直驱动组件可分别驱动第一夹持组件1403发生水平或竖直方向的移动,从而实现将打火机外壳体夹持分距后运送至下一装配位置。本发明对水平驱动组件和竖直驱动组件的具体结构不做限制,例如可以采用以下具体结构。水平驱动组件包括拖链,竖直驱动组件包括驱动连接的电机和丝杆,滑套与丝杆螺纹连接。
83.第一夹持组件1403包括第一夹爪1405和与第一夹爪1405固定连接的第一连接架1406,第一连接架1406远离第一夹爪1405的一端连接在第一分距组件1404上。
84.优选地,第一夹爪1405内表面上设有向第一夹爪1405内部凹陷的第一夹持凹槽1407,第一夹持凹槽1407的表面呈弧形。由于打火机外壳体外表面具有弧形边沿,故将第一夹持凹槽1407的表面设置为弧形可增加贴合程度。
85.优选地,第一夹爪1405设有五个且第一夹爪1405相互平行设置。这样可以同时夹持装配五个打火机外壳体,并保持平行,提高生产效率。
86.第一分距组件1404包括固定连接在第一驱动组件1402上的第一安装板1408,至少一根第一滑动导杆1409固定连接在第一安装板1408上,若干个第一分距滑块1410滑动连接在第一滑动导杆1409上,第一安装板1408的一侧固定设置有第一直线驱动结构1411,第一剪式伸缩结构1412驱动连接在第一直线驱动结构1411上,第一直线驱动结构1411可驱动第一剪式伸缩结构1412伸长或缩短,第一分距滑块1410底面固定连接在第一剪式伸缩结构1412上。其中,第一直线驱动结构1411可采用以下具体结构,第一直线驱动结构1411包括气缸和连接在气缸上的输出轴。
87.具体的说,第一剪式伸缩结构1412包括若干个依次连接的铰接单元,每个铰接单元包括两个相互交叉的第一铰接臂1413,同一个铰接单元内的两个第一铰接臂1413中心铰接,相邻两个铰接单元之间的第一铰接臂1413端部铰接,第一分距滑块1410固定连接在同一个铰接单元内的两个第一铰接臂1413的铰接中心上。
88.第一剪式伸缩结构1412即采用例如申请号为“201520225179.0”的发明专利中的剪式结构。这种结构伸缩过程较为稳定,而且可以保证伸缩后每个第一夹持组件1403之间
距离相等。
89.优选地,第一滑动导杆1409设有四根,且第一滑动导杆1409之间相互平行。这样可以保证第一分距滑块1410滑动过程中的稳定性。
90.第一循环输送机构1300包括侧面设有至少一个第一加工工位1302的第一循环输送架1301,第一循环输送架1301上设有若干个第一移动块1303,其中,第一移动块1303的上表面开设有若干个向第一移动块1303内部凹陷的安装槽。打火机壳体通过这些安装槽连接在第一移动块1303上,从而随着第一移动块1303做同步移动。第一移动块1303沿第一循环输送架1301围绕形成一个环形,且首尾之间具有第一推进缺口1304,还包括连接在第一循环输送架1301上用于推动第一移动块1303移动的第一一号推进组件1305和第一二号推进组件1306,第一一号推进组件1305和第一二号推进组件1306的推进方向不同。
91.使用时,将待装配的打火机壳体转移至第一移动块1303内,依据第一推进缺口1304的位置,第一一号推进组件1305或第一二号推进组件1306推动第一移动块1303移动至第一推进缺口1304内,此时新的第一推进缺口1304产生,第一一号推进组件1305或第一二号推进组件1306再次推动第一移动块1303移动至第一推进缺口1304内,从而使得第一移动块1303带动待装配的打火机壳体移动并依次经过第一加工工位1302,实现加工装配。故本发明用于输送产品的第一移动块1303围绕形成一个环形,通过推动移动块使得产品沿第一循环输送架1301循环移动,从而解决上述输送线长度较长需要较大场地的问题。
92.优选地,第一一号推进组件1305为横向推进组件,第一二号推进组件1306为纵向推进组件,第一一号推进组件1305和第一二号推进组件1306的推进方向相互垂直。这样可以保证第一移动块1303沿两个相互不干涉的方向移动,第一移动块1303的移动过程以及移动的位置变得简单可控。
93.第一一号推进组件1305包括固定安装在第一循环输送架1301上的第一推进气缸1307,第一推进气缸1307的输出轴上固定连接有第一横向推进块1308。
94.第一二号推进组件1306也可采用如第一一号推进组件1305类似的具体结构,但为保证纵向推进过程中的精度,优选地,第一二号推进组件1306包括固定安装在第一循环输送架1301上的第一推进电机1309,第一推进螺杆1310与第一推进电机1309驱动连接,第一推进螺杆1310上螺纹连接有第一纵向推进块1311,转动第一推进螺杆1310可使第一纵向推进块1311沿第一推进螺杆1310的轴心线方向移动。进一步优选地,第一推进电机1309为伺服电机。
95.第一循环输送架1301上设有第一让位槽1312,第一纵向推进块1311的一端延伸至第一让位槽1312处,移动第一纵向推进块1311可使第一纵向推进块1311穿过第一让位槽1312并压设至第一移动块1303上。这样可以防止第一纵向推进块1311在进行推进动作时与第一循环输送架1301边沿发生干涉。
96.第一推进缺口1304有且仅有一个,第一移动块1303活动连接在第一循环输送架1301上且相邻两个第一移动块1303之间相互贴合。
97.优选地,每个第一移动块1303之间的形状大小均相同,且第一移动块1303与第一推进缺口1304的形状大小相同。每个第一移动块1303的宽度为40mm,长度为200mm,故第一一号推进组件1305的单次推进距离为40mm,第一二号推进组件1306的单次推进距离为200mm。这样保证每次推进第一移动块1303均向横向或纵向移动一个身位。从而保证移动输
送过程的有序性和稳定性。
98.第一导料机构100包括第一导料安装架101,第一导料安装架101上设置第一直线驱动机构1102,具有至少一条第一导料凹槽1104的第一导料组件1103连接在第一直线驱动机构1102上,且第一直线驱动机构1102驱动第一导料组件1103沿竖直方向往复移动。
99.使用时,第一导料组件1103位于用于输送打火机外壳的输送线上方,利用第一直线驱动机构1102调整至适宜高度,以便于装配。套体零件通过第一导料组件1103疏导后实现与打火机外壳组装。故本发明提供了一种专用于打火机套体零件装配过程中的导料机构,能有效提高打火机零部件装配时规整性和有序性。
100.第一导料组件1103包括固定连接在第一直线驱动机构1102上的第一导料板体1105,第一导料板体1105上设有第一下料槽1107,第一导料凹槽1104位于第一导料板体1105上,且第一导料凹槽1104与第一下料槽1107之间还设有第一下料组件1106,第一下料组件1106连接在第一导料板体1105上。本发明利用第一下料组件1106实现套体零件的逐个下料,从而进一步提高装配过程的有序性。
101.优选地,第一导料凹槽1104和第一下料槽1107均设有相互平行的若干个,且第一导料凹槽1104和第一下料槽1107一一对应设置。结合图1所示,图1中所示为第一导料凹槽1104和第一下料槽1107均设有5个的情形,这样可以同时实现对5个打火机进行组装,保证组装效率。
102.优选地,第一导料板体1105上还转动连接有盖板,转动盖板可使盖板盖合在第一导料凹槽1104和第一下料槽1107的侧面上。这样可以进一步保证装配过程中,套体零件输送的稳定性。
103.第一下料组件1106包括固定连接在第一导料板体1105上的气缸(图中未示出)以及与气缸驱动连接的第一下料推板1108,第一下料推板1108滑动连接在第一导料板体1105内,第一下料推板1108表面突出有第一下料推块1109,相邻两个第一下料推块1109之间具有第一存料间隙1110,第一存料间隙1110与第一导料凹槽1104相连通。第一下料槽1107一侧具有第一止料块1111,第一止料块1111上表面为第一定位面1112,第一定位面1112与第一导料凹槽1104通过第一存料间隙1110相连通。
104.使用时,第一导料凹槽1104内的套体零件落入至第一存料间隙1110内被第一定位面1112支撑,此时气缸驱动第一下料推板1108滑动,第一止料块1111推动位于第一定位面1112上的一个套体零件落入第一下料槽1107内,并通过第一下料槽1107进入打火机外壳内,从而实现逐个下料。
105.优选地,第一存料间隙1110的宽度与第一导料凹槽1104的宽度相等。这样方便套体零件由第一导料凹槽1104落入第一存料间隙1110中。
106.第一直线驱动机构1102包括固定连接在第一导料安装架101上的第一驱动电机1113,第一驱动电机1113的输出轴上连接有第一丝杆1114,第一滑套1115与第一丝杆1114螺纹连接,第一导料组件1103固定连接在第一滑套1115的一侧表面上。第一滑套1115侧面还固定连接有第一滑块1117,第一滑块1117与固定连接在料安装第一机架101上的第一导轨1116滑动连接。
107.优选地,第一导轨1116具有两条且对称设置在第一滑套1115的两侧,每一条第一导轨1116上滑动连接有至少一块第一滑块1117。这样可以保证驱动过程的稳定性。
108.使用时,第一导料组件1103位于用于输送打火机外壳的输送线上方,启动第一驱动电机1113,第一驱动电机1113驱动第一丝杆1114转动从而使得第一滑套1115发生沿第一丝杆1114轴心线方向的移动,将第一导料板体1105调整至适宜高度后,套体零件通过例如振动盘输送至第一导料凹槽1104内,套体零件通过第一导料凹槽1104疏导后落入至第一存料间隙1110内被第一定位面1112支撑,此时气缸驱动第一下料推板1108滑动,第一止料块1111推动位于第一定位面1112上的一个套体零件落入第一下料槽1107内,并通过第一下料槽1107进入打火机外壳内。故本发明提供了一种专用于打火机套体零件装配过程中的导料机构,能有效提高打火机零部件装配时规整性和有序性。
109.第一底盖装配机构1600包括第一安装架1601,第一安装架1601上设有第一底盖进料组件1602和可内设打火机外壳体的第一装配组件1603,第一安装架1601上还设有第一分料输送组件1604,第一分料输送组件1604一端与第一底盖进料组件1602相连通,另一端与第一装配组件1603相连通。
110.使用时,打火机外壳体放置在第一装配组件1603上,底盖通过第一底盖进料组件1602输送至第一分料输送组件1604,再通过第一分料输送组件1604将底盖输送至与打火机外壳体相对于的位置,从而实现对底盖的装配。故本发明可利用第一分料输送组件1604将底盖输送至内设打火机外壳体的第一装配组件1603中,从而实现底盖的自动装配。
111.第一底盖进料组件1602包括固定连接在第一安装架1601上的第一底盖振动盘1605,第一底盖振动盘1605通过第一送料槽1606与第一分料输送组件1604相连通。
112.第一装配组件1603包括用于安装打火机外壳体的第一安装座1607,第一安装座1607上设有至少一个向第一安装座1607内部凹陷的第一安装孔1608,第一安装孔1608正下方具有用于放置底盖的第一顶紧平台1609,第一顶紧平台1609下方设有第一顶紧驱动件1610,第一安装座1607上方设有第一紧压件1611。第一顶紧驱动件1610可以采用顶杆与气缸相配和的实现方式,利用顶杆将底盖顶入打火机外壳体内。第一紧压件1611可采用驱动机构配合压板的方式,将压板压设至打火机外壳体上,防止装配过程中出现外壳体脱离的问题。
113.优选地,第一安装孔1608相互平行设有若干个,且相邻两个第一安装孔1608之间的距离相等。这样可以同时对多个打火机外壳体进行装配,提高装配效率。
114.第一分料输送组件1604包括固定连接在第一安装架1601上的第一支座1615,第一支座1615上设有若干与第一底盖进料组件1602相连通的第一导料通道1616,第一导料通道1616远离第一底盖进料组件1602的一端连通有第一分料区1612,第一分料区1612下方设有第一装配进料区1613,第一分料区1612与第一装配进料区1613之间设有第一装配进料组件1614,移动第一装配进料组件1614可使第一分料区1612与第一装配进料区1613相互连通或相互隔离。这样可以实现底盖的单个进料,防止底盖与底盖之间发生干涉。
115.具体的说,第一装配进料组件1614包括位于第一分料区1612与第一装配进料区1613之间的第一隔板1617,第一隔板1617固定连接在第一推杆1618上,第一推杆1618与第一支座1615之间通过第一复位弹簧1619弹性连接,第一推杆1618远离第一复位弹簧1619的一端设有第一驱动机构1620。第一驱动机构1620包括第一驱动气缸1621和连接在第一驱动气缸1621上的第一驱动块1622,第一驱动块1622上固定连接有第一驱动杆1623,第一驱动杆1623远离第一驱动块1622的一端固定连接有第一推动块1624,移动第一推动块1624可使
第一推动块1624压设在第一推杆1618的侧面。
116.优选地,第一推动块1624远离第一驱动杆1623的一侧设有倾斜设置的第一推动斜面1625。
117.第一驱动机构1620还包括与第一驱动气缸1621驱动连接的第一进料板1626,第一进料板1626上固定连接有若干个用于承接并输送底盖的第一承接件1627,驱动第一进料板1626可使第一承接件1627进入第一装配进料区1613内。第一承接件1627包括固定连接的第一柱体1628和第一承接块1629,第一承接块1629上表面设有承接平台630,第一柱体1628固定连接在第一进料板1626上。
118.使用时,打火机外壳体放置在第一装配组件1603上,底盖通过第一底盖振动盘1605、第一送料槽1606和第一导料通道1616输送至第一分料区1612上,此时底盖位于第一隔板1617上,此时第一驱动气缸1621推动第一驱动块1622和第一驱动杆1623,第一驱动杆1623带动第一推动块1624向前运动,使得第一推动斜面1625挤压第一推杆1618侧面,第一推杆1618带动第一隔板1617向侧面平移,使得底盖落入位于下方的承接平台630上,再由第一驱动气缸1621驱动第一进料板1626,从而使得承接平台630上的底盖转移至第一装配组件1603内,与打火机外壳体处于相对位置,此时第一紧压件1611压设在打火机外壳体上,再利用第一顶紧驱动件1610将底盖顶入打火机外壳体底部完成装配。故本发明可利用第一分料输送组件1604将底盖输送至内设打火机外壳体的第一装配组件1603中,从而实现底盖的自动装配。
119.第二工作站2包括第二组装旋转台2100,在第二组装旋转台2100上设有若干沿圆周方向上均匀分布的第二吸管定位器2200,第二组装旋转台2100一侧设有第二吸管上料机构2300,在另一侧设有第二成品出料机构2400,第二吸管上料机构2300与第二成品出料机构2400之间设第二有锌套上料机构2500,第二吸管定位器2200下方设有第二锌套抬升装配机构2600。
120.第二组装旋转台2100包括第二上旋转台板2110,第二上旋转台板2110设置在第二旋转架2120上,在第二旋转架2120上连接有第二旋转驱动机构2130,第二上旋转台板2110上设有若干沿圆周方向上均匀分布的第二吸管定位器2200,第二上旋转台板2110侧壁上设有若干沿圆周方向上均匀分布的第二吸管定位槽2111,第二吸管定位槽2111与第二吸管定位器2200一一对应设置,第二成品出料机构2400上连接有出料分距机构2800相连,出料分距机构2800一侧设有出料装配机械手2900。
121.第二上旋转台板2110侧壁上设有若干沿圆周方向上均匀分布的第二吸管定位槽2111,第二吸管定位槽2111与第二吸管定位器2200一一对应设置,且第二吸管定位槽2111与第二吸管定位器2200的第二吸管定位槽2210垂直方向上配合连通设置;第二吸管定位器2200包括第二管座2220,在第二管座2220上设有所述第二吸管定位槽2210。
122.为了能够使吸管进入更为顺畅,第二吸管定位槽2111上设有能够便于吸管进入的吸管易入结构,吸管易入结构包括设置在第二吸管定位槽2111外端一侧或两侧的第二入管斜面2112。
123.第二吸管定位器2200包括第二管座2220,在第二管座2220侧壁上设有所述第二吸管定位槽2111,第二管座2220通过螺栓固定在第二上旋转台板2110上。
124.第二旋转架2120包括第二旋转筒体2121,第二旋转筒体2121与第二中心柱2122相
连,在第二中心柱2122与第二旋转筒体2121之间设有分别位于上下两端的轴承,第二旋转筒体2121上端与第二上旋转台板2110相连,第二旋转筒体2121下端与第二旋转驱动机构2130相连;第二旋转驱动机构2130包括设置在第二旋转架2120下端的第二从动齿轮2131,第二从动齿轮2131通过第二旋转传动组件2140与第二旋转驱动器2150相连;第二旋转传动组件2140包括与第二从动齿轮2131相连的第二传动齿轮2141,第二传动齿轮2141设置在第二传动轴2142上,第二传动轴2142通过传动轴齿轮和传动链与第二齿轮箱2143相连,第二齿轮箱2143与第二旋转驱动器2150相连;第二传动轴2142穿设在第二底板2144上,第二传动轴2142与第二底板2144之间还设有传动轴,传动轴与第二底板2144和第二传动轴支架2145之间分别设有轴承,传动轴齿轮、传动链、第二齿轮箱2143和第二旋转驱动器2150位于第二底板2144下方,第二旋转驱动器2150为驱动电机。
125.第二吸管上料机构2300包括第二吸管上料轨道2310,在第二吸管上料轨道2310上设有沿长度方向上设置的第二吸管上料通道2320,第二吸管上料轨道2310内端接近第二组装旋转台2100上的第二吸管定位器2200,外端与第二吸管上料振动盘2330相连,第二吸管上料轨道2310底部设有直震器,直震器为现有采购的设备,因此其结构不再详细阐述。
126.作为优选地,第二吸管上料轨道2310进料端至出料端向下倾斜。
127.若干吸管通过第二吸管上料振动盘2330进行排序后,输送至上料轨道310上,吸管在第二吸管上料通道2320内互相抵靠且垂直于底面。
128.作为优选地,第二吸管上料轨道2310与第二上旋转台板2110侧壁之间留有间隙,且第二吸管上料轨道2310与第二上旋转台板2110之间间隙的距离小于吸管2的半径。
129.第二锌套上料机构2500包括第二锌套振动盘2510,所述的第二锌套振动盘2510出料端上设有第二上料盘2520,所述的第二上料盘2520与第二上料盘旋转驱动组件2530相连,在第二上料盘2520外围设有若干沿圆周方向上均匀分布的第二锌套转送槽2540,且其中一个第二锌套转送槽2540位于第二吸管定位器2200下方且其中一个第二锌套转送槽2540位于第二吸管定位器2200下方,第二上料盘2520侧缘设有锌套排序进料组件,
130.更具体的说,第二上料盘旋转驱动组件2530包括设置在第二底板2144上的第二上料盘转轴2531,第二上料盘2520固定在第二上料盘转轴2531上端,第二上料盘转轴2531下端通过同步带与第二旋转驱动机构2130相连,第二上料盘转轴2531与第二底板2144之间设有上料盘转轴支架,第二上料盘转轴2531与上料盘转轴支架和第二底板2144之间均设有轴承。
131.为了防止锌套径向脱离第二锌套转送槽2540,第二上料盘2520侧缘设有位于第二锌套振动盘2510出料端与第二组装旋转台2100上料区之间设有第二锌套防脱离结构2550。
132.作为优选地,第二锌套防脱离结构2550包括设置在第二上料盘2520侧缘呈弧形的第二锌套防脱离护板2551,第二锌套防脱离护板2551底部设有呈弧形的第二u形锌套通行护板2552,第二u形锌套通行护板2552与第二锌套防脱离护板2551连为一体,第二锌套防脱离护板2551固定在支撑架上。
133.作为优选地,锌套排序进料组件包括第二锌套振动盘2510,第二锌套振动盘2510与第二上料盘2520之间设有第二锌套排序管2560,在第二锌套排序管2560上设有第二锌套排序槽2561,锌套排序管561底部设有直震器,第二锌套排序管2560与第二上料盘2520之间留有间隙。
134.作为优选地,间隙的距离小于锌套的半径。
135.由于锌套在输送过程中难以避免的会脱离第二锌套排序槽2561,因此,第二锌套排序槽2561上方还设有第二锌套防掉落槽2562。
136.为了能够便于精确的调整第二上料盘2520与第二上料盘转轴2531之间设有周向调节组件,周向调节组件包括设置在第二上料盘2520上的四条沿第二上料盘2520中心周向均匀分布的第二弧形孔2521。
137.第二锌套抬升装配机构2600包括设置在每个第二吸管定位器2200下方的第二顶轴2610,第二顶轴2610顶部设有第二吸管伸入孔2620,第二旋转架2120上设有能够与第二旋转架2120同步旋转的第二顶杆安装环2630,第二顶轴2610竖向穿设在第二顶杆安装环2630上,第二顶轴2610上连接有第二顶轴升降组件2640,第二顶轴升降组件2640包括设置在第二顶杆安装环2630下方的第二环形滑轨2641,第二顶轴2610底部设有能够在第二环形滑轨2641上滑动的第二滑轮2642,第二锌套上料机构2500与第二成品出料机构2400之间的第二环形滑轨2641上设有第二顶升凸台2643,第二顶杆安装环2630与第二顶轴2610之间设有第二顶轴轴向复位组件2650。
138.第二顶杆安装环2630随第二旋转架2120转动,使得第二顶轴2610在经过第二顶升凸台2643时能够垂直向上顶升,从而将第二锌套转送槽2540上的锌套抬升至吸管上,此时吸管下端进入第二吸管伸入孔2620。
139.显然的,第二顶轴升降组件2640也可以为单独的直线驱动缸实现,即每个第二顶轴2610下方连接直线驱动缸。
140.作为优选地,衔接过渡结构包括分别设置在第二顶升凸台2643两端与第二环形滑轨2641之间设有第二倾斜部2644。
141.第二顶轴轴向复位组件2650包括设置在第二顶杆安装环2630与第二顶轴2610之间的第二顶轴弹簧2651,第二顶杆安装环2630与第二顶轴2610之间还设有第二耐磨安装套2660,第二耐磨安装套2660固定在第二顶杆安装环2630的耐磨第二安装套安装孔2661内,第二顶轴2610穿设在第二耐磨安装套2660上与其滑动连接,第二顶轴弹簧2651下端设置在第二顶轴弹簧座2652上,上端设置在第二耐磨安装套2660底部,第二耐磨安装套2660与第二顶轴2610之间设有第二顶轴周向限位结构2670。
142.第二耐磨安装套2660与第二顶杆安装环2630之间设有耐磨安装套限位结构,耐磨安装套限位结构包括设置在第二耐磨安装套2660上且位于第二顶杆安装环2630底部的凸沿,第二顶杆安装环2630顶部设有耐磨安装套压块,第二顶杆安装环2630嵌设在第二耐磨安装套2660顶部的耐磨安装套压块卡槽内。
143.第二顶轴周向限位结构2670包括设置在第二顶轴2610外壁上的轴向延伸的第二限位平面2671,第二耐磨安装套2660内壁设有与第二限位平面2671相适应的第二限位壁面2672,第二顶轴2610上端设有设置在第二吸管伸入孔2620上的第二顶套2611,第二顶套2611通过第二顶套固定座2612与第二顶轴2610相连,在第二顶套2611上设有第二顶嘴2613,第二顶嘴2613上穿设有第二吸管穿孔2614,在第二吸管穿孔2614上端设有第二锌套顶升内台阶2615,容纳顶升内台阶615内由内端至外端逐渐变大。
144.作为优选地,第二顶轴2610底部设有能够在第二环形滑轨2641上滑动的第二滑轮2642。
145.第二吸管定位器2200和第二锌套抬升装配机构2600之间设有能够当锌套1抬升至预设高度且第二锌套抬升装配机构2600复位后防止锌套1脱离吸管2的第二锌套定位机构2700。
146.第二锌套定位机构2700包括设置在每个第二吸管定位器2200下方的第二锌套悬置件2710,第二锌套悬置件2710上连接有能够控制其沿第二组装旋转台2100径向伸缩的第二伸缩组件2720。
147.第二锌套悬置件2710包括沿第二组装旋转台2100径向设置的第二锌套悬置杆2711,在第二锌套悬置杆2711外端上设有第二锌套悬置卡口2712,第二锌套悬置杆2711设置在第二锌套悬置杆安装环2730的第二径向滑槽2731内,第二上旋转台板2110通过第二锌套悬置杆安装环2730与第二旋转筒体2121相连,第二锌套悬置杆2711内端上连接有能够使其沿第二组装旋转台2100径向伸缩的第二伸缩驱动组件2740。
148.第二伸缩驱动组件2740包括设置在锌套悬置杆安装环740内侧的第二滚轮路径盘2750,在第二滚轮路径盘2750上设有第二环形凸轮槽2751,第二锌套悬置杆2711内端设有能够在沿第二环形凸轮槽2751内滚动的第二滚轮2752,第二滚轮路径盘2750固定在第二中心柱2122上。
149.作为优选地,第二滚轮2752通过螺栓固定在第二锌套悬置杆2711内端上。
150.作为优选地,第二滚轮2752滚动面与第二环形凸轮槽2751两侧侧壁滚动连接。
151.作为优选地,第二锌套悬置卡口2712上端设有第二凹陷2713。
152.作为优选地,第二锌套悬置卡口2712上设有锌套易入结构。
153.作为优选地,锌套易入结构包括设置在第二锌套悬置卡口2712外端的一侧或两侧的导入斜面。
154.作为优选地,第二凹陷2713外端的一侧或两侧设有导入斜面。
155.为了在转动过程中防止吸管径向脱离第二上旋转台板2110,第二上旋转台板2110侧缘设有位于第二吸管上料机构2300和第二成品出料机构2400之间的若干第二吸管防脱机构220。
156.具体的,每个第二吸管防脱机构220包括设置在第二上旋转台板2110侧缘的若干第二弧形防脱挡块221,第二弧形防脱挡块221与第二上旋转台板2110侧缘相适应,第二弧形防脱挡块221通过弧形防脱挡块安装座与第二支撑架222相连。
157.本技术中,第二吸管防脱机构220有三个且两两相互抵靠。
158.第二成品出料机构2400包括设置在第二组装旋转台2100上方的第二出料顶板2410,第二吸管定位器2200一侧设有能够当吸管2位于第二出料顶板2410下方时使其脱离第二吸管定位器2200的第二自复位推管器2420。
159.更具体的说,第二自复位推管器2420包括第二推管器座2421,在第二推管器座2421上设有第二横向顶杆2422和第二竖向顶杆2423,第二横向顶杆2422与第二竖向顶杆2423之间设有能够当第二竖向顶杆2423向下移动或向上移动时使得第二横向顶杆2422分别推出或缩进的第二联动组件2440,第二联动组件2440包括设置在第二横向顶杆2422和第二推管器座2421之间设有第二横移复位单元2450,第二竖向顶杆2423和第二推管器座2421之间设有第二竖移复位单元2460,第二横向顶杆2422内端和第二竖向顶杆2423内端之间设有第二联动结构2470。
160.第二联动结构2470包括设置在第二横向顶杆2422内端的第二横向顶杆倾面2471,在第二竖向顶杆2423内端上设有能够与第二横向顶杆倾面2471配合的第二竖向顶杆倾面2472,第二横向顶杆2422设置在第二横向顶杆滑动孔2473内,第二竖向顶杆2423设置在第二竖向顶杆滑动孔2474内,第二横向顶杆滑动孔2473内端和第二竖向顶杆滑动孔2474内端分别设有第二横向让位孔2475和第二竖向让位孔2476。
161.显然的,第二联动结构2470也可以为除横向顶杆倾面47和第二竖向顶杆倾面2472外的其它结构,例如弧形面或推轮等结构。
162.为了能够使第二横向顶杆2422和第二竖向顶杆2423在处于非受理状态时自动复位,第二横移复位单元2450包括设置在第二横向顶杆2422和第二推管器座2421之间的第二横移复位弹簧2451,第二竖移复位单元2460包括设置在第二竖向顶杆2423和第二推管器座2421之间设有第二竖移复位弹簧2452。
163.为了限制第二横向顶杆2422和第二竖向顶杆2423的活动行程,第二横向顶杆2422和第二推管器座2421之间还设有横移限位结构,第二竖向顶杆2423和第二推管器座2421之间还设有竖移限位结构;横移限位结构包括穿设在第二横向顶杆2422上的第二横移限位杆2424,第二横移限位杆2424两端分别设置在第二推管器座2421两侧的第二横移活动限位槽2425内,竖移限位结构包括设置在第二竖向顶杆2423侧部的第二竖移限位杆2426,第二竖移限位杆2426两端分别设置在第二推管器座2421两侧的第二竖移活动限位槽2427内。
164.为了提升耐用度以及运行顺滑性,第二竖向顶杆2423外端上设有第二滑轮2642,第二滑轮2642通过滑轮座与第二竖向顶杆2423相连,第二横移复位弹簧2451一端抵靠在滑轮座上,另一端抵靠在第二推管器座2421上。
165.在使用时,第二横向顶杆2422穿设在第二吸管定位器2200的横向顶杆孔211内,在第二横向顶杆2422与第二吸管定位器2200之间设有弹簧挡圈428,弹簧挡圈428抵靠在第二吸管定位器2200上,第二横移复位弹簧2451一端抵靠在弹簧挡圈428上,另一端抵靠在第二横向顶杆2422的弹簧座上。
166.第二横向顶杆2422外端还设有用于匹配吸管侧壁的第二推管槽2429。
167.作为优选地,第二推管槽2429呈c形。
168.作为优选地,第二出料顶板2410底部设有由进端至出端逐渐向下倾斜的第二斜坡2411。
169.作为优选地,第二斜坡2411进端上设有第二滑入引导段2412。
170.作为优选地,第二滑入引导段2412平行于底面。
171.作为优选地,第二斜坡2411出端上设有第二滑出引导段2413
172.作为优选地,第二滑出引导段2413平行于底面。
173.作为优选地,第二出料顶板2410呈弧形。
174.作为优选地,第二出料顶板2410固定在第二出料支架2414上。
175.为了能够匹配不同高度的吸管,第二出料顶板2410和第二出料支架2414之间设有第二出料顶板高度调节组件2480。
176.第二出料顶板高度调节组件2480包括设置在第二出料支架2414上的两个第二高度调节条形孔2482,第二出料顶板2410通过穿设在第二高度调节条形孔2482内的螺栓与第二出料支架2414相连。
177.第二出料顶板2410固定在第二出料顶板固定座2483上,第二出料顶板固定座2483通过穿设在第二高度调节条形孔2482内的螺栓与第二出料支架2414相连,第二高度调节条形孔2482设置在第二出料支架2414的第二出料顶板高度调节座2484上,第二出料顶板固定座2483上设有第二出料顶板高度调节座槽2485,第二出料顶板高度调节座槽2485与第二出料顶板高度调节座2484相适应。
178.第二出料顶板高度调节座2484上端设有限位块。
179.第二出料顶板2410一侧设有用于接取被第二自复位推管器2420顶出吸管锌套组3的第二接料送料组件2430,第二接料送料组件2430外端与第二出料分距机构2800相连;第二出料分距机构2800一侧设有第二出料装配机械手2900。
180.第二接料送料组件2430包括设置在第二出料支架2414上的第二接料座2431,在第二接料座2431上设有第二接料通道2432,第二接料座2431外端上设有倾斜设置的第二送料器2490,第二送料器2490上设有与第二接料通道2432相连的第二送料通道2491。
181.作为优选地,第二接料座2431包括两对称设置的第二接料块2433,两第二接料块2433通过第二接料座架2434与第二出料支架2414相连,在第二接料块2433之间形成所述第二接料通道2432。第二接料通道2432截面呈t形,第二接料座架2434与第二出料支架2414之间设有接料座高度调节组件;接料座高度调节组件包括设置在第二接料座架2434上的两个高度调节孔,第二接料座架2434通过穿设在高度调节孔内的螺栓与第二出料支架2414相连。
182.作为优选地,第二送料器2490包括两对称设置的第二出料挡板2492,两块第二出料挡板2492之间形成所述第二送料通道2491,第二出料挡板2492一端固定在第二接料座2431上,且第二出料挡板2492由一端至另一端逐渐向下倾斜,第二出料挡板2492另一端固定在第二出料分距机构2800上,两块第二出料挡板2492通过u形出料挡板加固座固定,u形出料挡板加固座与第二出料挡板2492之间还设有两根耐磨滑轨,耐磨滑轨通过螺栓与出料挡板加固座相连。
183.第二出料顶板2410一侧设有用于接取被第二自复位推管器2420顶出带有锌套的吸管2的第二接料送料组件2430,第二接料送料组件2430外端与第二出料分距机构2800相连,第二出料分距机构2800一侧设有第二出料装配机械手2900。
184.第二出料分距机构2800包括第二出料分距底座2810,在第二出料分距底座2810上设有第二环形输送组件2820,在第二环形输送组件2820上设有若干沿第二环形输送组件2820周向均匀分布的第二分距料座2830,在第二分距料座2830上设有用于悬挂吸管锌套组3的第二卡口2840。
185.吸管锌套组3包括吸管2和已经装配在吸管2上的锌套1。
186.吸管2和锌套1横截面均呈t形且具有中心孔。
187.更具体的说,第二分距料座2830上设有与第二卡口2840相连的至少一第二一号夹爪伸入槽2831。
188.为了防止吸管锌套组3脱离第二分距料座2830,第二分距料座2830一侧设有固定在第二出料分距底座2810上的第二分距挡块2850,第二分距挡块2850与第二分距料座2830滑动接触,第二分距挡块2850通过分距挡块座固定在第二出料分距底座2810上。
189.第二分距挡块2850一侧设有第二送料器固定座2860。
190.为了便于吸管锌套组3能够被方便的取出,第二分距挡块2850位于第二分距料座2830的一侧设有第二二号夹爪伸入槽2851,第二二号夹爪伸入槽2851与第二卡口2840配合。
191.第二环形输送组件2820包括第二传送带2821,第二传送带2821一端设有第二传送带从动轮2822,另一端设有第二传送带主动轮2823,第二传送带主动轮2823与主动轮驱动器相连,第二分距料座2830通过至少两颗螺栓固定在第二传送带2821上,第二传送带从动轮2822和第二传送带主动轮2823均设置在第二出料分距底座2810上,主动轮驱动器为伺服电机。
192.作为优选地,第二传送带从动轮2822和第二传送带主动轮2823上均设有能够使第二分距料座2830的螺栓经过的第二螺栓让位环形槽2824,第二螺栓让位环形槽2824分别位于第二传送带从动轮2822和第二传送带主动轮2823外环面上的中部,第二分距料座2830的螺栓位于第二传送带2821的中部。
193.为了保障传动带821的运行稳定性,第二传送带2821远离第二分距挡块2850的一侧设有第二传送带防晃环2870,第二传送带防晃环2870固定在第二出料分距底座2810上。
194.作为优选地,第二分距料座2830的数量可根据情况增加或减少。
195.吸管锌套组3进入第二卡口2840后,吸管锌套组3的锌套卡环位于第二卡口2840上方,即第二卡口2840的内径小于锌套卡环,从而能够防止吸管锌套组3轴向脱落。
196.第二出料装配机械手2900包括第二机械手支架2910,第二机械手支架2910上设有第二夹爪驱动器安装座2920,第二夹爪驱动器安装座2920通过第二横移组件2930和第二竖移组件2940与第二机械手支架2910相连,在第二夹爪驱动器安装座2920上设有若干沿水平方向分布的第二夹爪驱动器2950,第二夹爪驱动器2950与两个对称设置的第二夹爪2960相连,在第二夹爪2960上设有第二锌套夹取限位结构2970。
197.更具体的说,第二夹爪驱动器2950为气爪缸,气爪缸的两个第二爪臂2951分别与两个第二夹爪2960相连,第二夹爪2960上端与第二爪臂2951相连,第二夹爪2960下端上设有所述第二锌套夹取限位结构2970,第二锌套夹取限位结构2970包括设置在第二夹爪2960下端内侧上的第一锌套夹槽971,第二夹爪2960下方设有第二锌套夹块2961,在第二锌套夹块2961内侧设有第二二号锌套夹槽2962,第二二号锌套夹槽2962位于第一锌套夹槽971下方内侧。
198.即两个第二二号锌套夹槽2962合围的区域大于两个第一锌套夹槽971合围的区域,第二二号锌套夹槽2962合围的区域用于夹紧锌套小端,第一锌套夹槽971合围的区域用于夹紧锌套大端。
199.作为优选地,第二锌套夹块2961与第二夹爪2960连为一体。
200.第二夹爪2960通过第二夹爪座2963与第二爪臂2951相连,第二夹爪2960第二夹爪座2963连为一体,第二夹爪2960呈z字形,第二夹爪座2963与第二爪臂2951通过螺栓相连。
201.为了保障移动时的稳定性,第二横移组件2930包括固定在第二机械手支架2910上的第二横移座2931,在第二横移座2931上设有第二轴移槽2932,在第二轴移槽2932内设有第二丝杆2933和第二螺套2934,在第二螺套2934两侧设有能够防止螺套周向转动的第二限位侧翼2935,第二限位侧翼2935与第二横移座2931滑动连接,第二螺套2934上固定有第二横移滑块2936,第二横移滑块2936上设置有第二竖移组件2940,在第二竖移组件2940与第
二横移滑块2936之间设有固定在第二横移座2931上的第二加固板2937,第二竖移组件2940包括与第二横移滑块2936相连的第二竖移连接座2941,第二竖移连接座2941通过第二滑台气缸2942与第二夹爪驱动器安装座2920相连。
202.本技术中,第二夹爪驱动器安装座2920上设有五个沿水平方向分布的第二夹爪驱动器2950。
203.作为优选地,第二锌套夹块2961的厚度小于第二夹爪2960的厚度,从而能够便于第二锌套夹块2961进入第二二号夹爪伸入槽2851和第二一号夹爪伸入槽2831,第二二号夹爪伸入槽2851和第二一号夹爪伸入槽2831之间设置有待夹取的吸管锌套组3,吸管锌套组3包括吸管2和已经装配在吸管2上的锌套1,吸管2和锌套1横截面均呈t形且具有中心孔,第二二号夹爪伸入槽2851和第二一号夹爪伸入槽2831的宽度小于锌套1的直径。
204.第二工作站具体工作原理如下:
205.吸管上料原理:通过第二吸管上料振动盘2330将吸管2进行排序,排序后的吸管2进入至第二吸管上料轨道2310的第二吸管上料通道2320内,第二吸管上料通道2320由外端至内端逐渐向下倾斜并通过直震器使吸管2内端移动,第二吸管定位器2200随第二组装旋转台2100顺时针转动,当第二吸管定位器2200的吸管悬置槽210与第二吸管上料通道2320位于同一轴向上时,第二吸管上料通道2320内的一根吸管2进入至吸管悬置槽210内,从而完成上料。
206.锌套上料装配原理:若干锌套1由第二锌套振动盘2510排序后通过第二锌套排序管2560输送至第二上料盘2520的一个第二锌套转送槽2540上,经过第二上料盘2520转动后使其位于第二锌套抬升装配机构2600的第二顶轴2610与吸管2之间,即位于上料区后第二上料盘2520停止转动,此时锌套1能够被第二顶轴2610顶升从而垂直向上脱离第二上料盘2520的第二锌套转送槽2540。
207.第二锌套抬升装配机构2600工作原理:第二顶杆安装环2630随着第二旋转架2120同步旋转,第二顶轴2610底部的第二滑轮2642在第二环形滑轨2641上滑动,当第二顶轴2610经过第二顶升凸台2643时第二顶轴2610轴向向上移动,吸管下端通过第二顶嘴2613的第二吸管穿孔2614进入至第二吸管伸入孔2620内,锌套通过第二顶嘴2613向上顶升,从而完成锌套1和吸管2的装配成为吸管锌套组3。
208.吸管锌套组3装配完毕后其锌套1通过径向伸出的第二锌套悬置杆2711的第二锌套悬置卡口2712对锌套1进行定位防止其向下脱离吸管2。
209.当吸管锌套组3转动至接近第二接料座2431时,此时第二自复位推管器2420的第二竖向顶杆2423与第二出料顶板2410接触后使得第二竖向顶杆2423垂直下降,下降的第二竖向顶杆2423使得第二横向顶杆2422向往顶出,从而将第二管座2220上的吸管锌套组3推出进入至第二接料座2431的第二接料通道2432内,并通过出料通道491进入至第二出料分距机构2800。
210.第二出料分距机构2800做工作原理:第二分距料座2830的第二卡口2840与第二送料器2490的第二送料通道2491对齐后,第二送料通道2491上的吸管锌套组3进入第二卡口2840内,该第二分距料座2830接收完毕后转动第二传送带2821,从而更换下一个第二分距料座2830接收吸管锌套组3,接收完毕的第二分距料座2830移动至第二分距挡块2850一侧与其配合,从而第二卡口2840与第二二号夹爪伸入槽2851连接,分距完成后的5组吸管锌套
组3通过第二出料装配机械手2900一次性取走。
211.第二出料装配机械手2900工作时,第二夹爪驱动器安装座2920通过第二横移组件2930和第二竖移组件2940调整位置,从而使得第二夹爪2960能够处于需要的位置后,通过第二夹爪驱动器2950控制第二夹爪2960的抓放,两侧的第一锌套夹槽971用于夹取锌套1防止其径向脱离第二夹爪2960,两块第二锌套夹块2961用于防止锌套1轴向向下脱离第二夹爪2960。
212.第三工作站3包括第三旋转机构31和二个设置在第三旋转机构31侧面的第三装配工位32,第三旋转机构31上设有若干个用于固定打火机壳体的第三夹具3100,第三转动旋转机构31可使第三夹具3100依次与第三装配工位32相配合。通过两个第三装配工位32依次对平垫片和恒流阀这两个零部件进行装配。
213.第三旋转机构31包括第三支撑架311和转动连接在第三支撑架311上的第三旋转盘312,驱动电机固定连接在第三支撑架311上且与第三旋转盘312驱动连接,第三夹具3100固定连接在第三旋转盘312上表面的边沿处,第三夹具3100设有十二个,且沿第三旋转盘312驱的轴心线周向均匀分布。
214.使用时,待装配平垫片、恒流阀等零部件的打火机外壳被夹持在第三夹具3100内,通过第三旋转机构31的旋转,依次经过第三装配工位32,实现零部件的装配,,提高了自动化程度和装配效率。
215.具体的说,第三旋转机构31包括第三支撑架311和转动连接在第三支撑架311上的第三旋转盘312,驱动电机(图中未示出)固定连接在第三支撑架311上且与第三旋转盘312驱动连接,第三夹具3100固定连接在第三旋转盘312上表面的边沿处。
216.优选地,第三夹具3100设有十二个,且沿第三旋转盘312驱的轴心线周向均匀分布。
217.第三夹具3100包括固定连接在第三旋转盘312上的第三夹具底座3101,第三夹具底座3101上设有至少一个用于安装打火机外壳的第三安装槽3102,第三安装槽3102位于第三夹具底座3101的上表面且向第三夹具底座3101内部延伸。
218.使用时,打火机外壳体通过第三安装槽3102安装至第三夹具底座3101上,第三夹具底座3101固定安装在旋转工位上,从而利用带动第三夹具底座3101使得打火机外壳依次经过若干个装配工位。故本发明设置有一带有第三安装槽3102的第三夹具底座3101,打火机外壳通过第三安装槽3102安装在第三夹具底座3101上,第三夹具底座3101可固定设置在旋转工位上,从而带动打火机外壳依次经过后续若干个装配过程实现自动装配。
219.优选地,第三安装槽3102设有五个且相互平行设置,相邻两个第三安装槽3102之间的距离相等。这样可以同时对五个打火机进行自动装配,提高了生产效率。
220.第三夹具底座3101上还设有呈圆弧形的第三预留凹槽3103,第三预留凹槽3103与第三安装槽3102相连通,且第三安装槽3102任意相邻的两个侧边之间均通过第三预留凹槽3103过渡连接。这样可防止在使用过程中温度发生变化时,热胀冷缩导致对第三夹具底座3101上的第三安装槽3102发生形变,进而导致打火机壳体无法被安装;还包括固定连接在第三夹具底座3101上用于提高打火机外壳安装稳定性的第三稳固组件3104,第三稳固组件3104位于第三安装槽3102的上方。利用第三稳固组件3104对安装在第三安装槽3102内的打火机外壳进行进一步稳固,防止装配过程中打火机外壳脱离导致装配失败。
221.具体的说,第三稳固组件3104包括两个分别固定连接在第三夹具底座3101两端的第三基座3105,固定板组106的两端固定连接在第三基座3105上,第三安装板组3106的中间悬于第三夹具底座3101上方,固定板组106上还设有贯通固定板组106的第三稳固孔3107。第三稳固孔3107位于第三安装槽3102的正上方,第三稳固孔3107设有若干个且与第三安装槽3102一一对应设置。打火机壳体底部安装在打火机外壳内,中部利用第三稳固孔3107卡紧。
222.固定板组106包括相对设置的第三一号夹板3108和第三二号夹板3109,第三稳固孔3107位于第三一号夹板3108和第三二号夹板3109之间,第三一号夹板3108和第三二号夹板3109之间还具有第三缝隙3110,相邻两个第三稳固孔3107之间通过第三缝隙3110相连通。第三稳固孔3107由两个处于相对位置的第三半孔3111组合而成,第三半孔3111一端与第三缝隙3110相连通,另一端向第三一号夹板3108或第三二号夹板3109内部延伸。第三稳固组件3104中的第三一号夹板3108和第三二号夹板3109固定设置,之间的第三稳固孔3107预设为与打火机壳体大小相适配的大小。
223.优选地,第三半孔3111的宽度由靠近第三缝隙3110的一端向另一端逐渐减小且第三半孔3111的端部呈圆弧形。优选地可将第三半孔3111后端的宽度设置为略小于打火机外壳的宽度,这样可以利用第三半孔3111的侧壁实现对打火机外壳外表面的夹紧,从而提高稳定性。
224.第三进料组件321包括相互连通的第三振动盘323和第三导料槽324,第三振动盘323固定安装在第三底座325上,第三导料槽324远离第三振动盘323的一端与第三装配组件322相连通;第三装配组件322包括位于第三旋转机构31上方的第三装配头326,第三装配头326上还驱动连接有第三水平驱动机构327和第三竖直驱动机构328,第三水平驱动机构327和第三竖直驱动机构328驱动第三装配头326发生靠近或远离第三夹具3100的移动。第三水平驱动机构327和第三竖直驱动机构328可选用现有技术中常用的用于实现水平驱动和竖直驱动的具体结构。例如第三水平驱动机构327可利用拖链以及滑块滑轨的配合实现,第三竖直驱动机构328可利用气缸以及滑块滑轨的配合实现。
225.工作原理是:使用时,待装配平垫片、恒流阀等零部件的打火机外壳被夹持在第三夹具3100内,驱动电机驱动第三旋转盘312发生旋转,从而带动第三夹具3100依次到达不同第三装配工位32的第三装配头326下方,第三振动盘323通过第三导料槽324将待装配零件输送至第三装配头326,第三水平驱动机构327和第三竖直驱动机构328带动第三装配头326靠近第三夹具3100从而完成与第三夹具3100上的打火机外壳的装配。故本发明利用第三旋转机构31带动夹持有待装配零部件的打火机外壳的第三夹具3100依次经过一个或多个第三装配工位32,实现零部件的装配,提高了自动化程度和装配效率。
226.第四工作站4包括第四机架1和设置在第四机架1上的第四输送线2,第四机架1上还设有第四气阀进料机构3和第四气阀锁紧机构100,第四气阀进料机构3和第四气阀锁紧机构100均位于第四输送线2的上方,且第四气阀进料机构3和第四气阀锁紧机构100沿第四输送线2的输送方向依次排列;第三工作站3与第四工作站4之间设能够将第三工作站3组装完毕的打火机转送至第四工作站4上的第四中转机械手7。第四中转机械手7与第二出料装配机械手2900的结构类似,不同点在于夹持结构。
227.使用时,将待安装气阀的打火机组件放置在第四输送线42上,通过第四输送线42
输送至第四气阀进料机构43下方,气阀通过第四气阀进料机构43输送至打火机组件内,再由第四输送线42输送至第四气阀锁紧机构4100下方,利用第四气阀锁紧机构4100将气阀锁紧。故本发明将待安装气阀的打火机组件放置在第四输送线42上,并依次经过第四气阀进料机构43和第四气阀锁紧机构4100实现气阀自动的安装,从而提高装配过程自动化程度。
228.第四气阀进料机构43包括相互连通的第四输料组件431和第四导料组件432,第四导料组件432位于第四输送线42的正上方,第四输料组件431包括第四底座433和固定连接在第四底座433上的第四振动盘434,至少一根第四输料管435与第四振动盘434相连通,第四输料管435远离第四振动盘434的一端与第四导料组件432相连通。第四导料组件432包括固定连接在第四机架41上的第四导料主体436,第四导料主体436上设有至少一个第四导料槽437,第四导料槽437位于第四输送线42的正上方,且第四导料槽437远离第四输送线42的一端与第四输料管435相连通。
229.使用时,启动第四振动盘434,第四振动盘434内的气阀通过第四输料管435输送至第四导料槽437内,通过第四导料槽437将气阀一一对应输送至打火机组件内。
230.优选地,第四导料槽437与第四输料管435一一对应连通,这样可以同时对多个打火机组件进行装配,提高装配效率。
231.第四气阀锁紧机构4100包括固定连接在第四机架41上的第四锁紧安装架4101,第四锁紧安装架4101上设有第四驱动机构4102和第四锁紧组件4103,第四驱动机构4102位于第四锁紧组件4103的上方,还包括位于第四驱动机构4102和第四锁紧组件4103之间的第四弹性缓冲组件4104,第四驱动机构4102通过第四弹性缓冲组件4104与第四锁紧组件4103驱动连接。
232.使用时,气阀待锁紧的打火机通过输送线输送至第四锁紧组件4103下方,第四驱动机构4102驱动第四弹性缓冲组件4104使得第四锁紧组件4103下压至气阀待锁紧的打火机上,从而实现对打火机气阀的锁紧,当下压压力过大时,第四弹性缓冲组件4104会被压缩,从而防止打火机被压坏。本发明在第四气阀锁紧机构4100内设有第四弹性缓冲组件4104,通过第四弹性缓冲组件4104防止第四气阀锁紧机构4100对打火机造成损坏。
233.优选地,第四锁紧安装架4101上还设有定位结构,定位结构包括具有凹槽的定位爪和与定位爪驱动连接的直线驱动器,直线驱动器固定连接在第四锁紧安装架4101上,直线驱动器驱动定位爪可使定位爪移动至第四锁紧组件4103的正下方。
234.在锁紧前,可先用定位爪对气阀待锁紧的打火机的位置进行定位,从而保证压紧位置的准确性。
235.第四驱动机构4102包括固定连接在第四锁紧安装架4101上的第四安装板4105和设置在第四安装板4105上的第四气缸4106,第四输出轴4107连接在第四气缸4106上。
236.第四弹性缓冲组件4104包括可沿竖直方向上下移动的第四压板4108,第四弹性件4109一端压设在第四输出轴4107上,另一端压设在第四压板4108上,第四压板4108压设在第四锁紧组件4103上。
237.具体的说,第四弹性件4109为弹簧,弹簧套设在第四输出轴4107外且第四输出轴4107的一端贯穿过第四压板4108,第四输出轴4107具有一圈环形凸缘,弹簧压设在环形凸缘上。
238.使用时,启动第四气缸4106驱动第四输出轴4107向下延伸,从而压缩弹簧,弹簧受
压后对第四压板4108施加压力,从而将压力传递至第四锁紧组件4103上。当打火机反馈至第四锁紧组件4103上的反作用力过大时,会使得弹簧收缩,使得第四压板4108上移,从而实现缓冲的作用。
239.优选地,弹簧的轴心线与第四输出轴4107的轴心线相互重合。这样可以保证力传递的稳定。
240.优选地,第四压板4108上还固定连接有若干个第四滑套4110,第四滑套4110滑动连接在第四导向杆4111上且第四滑套4110与第四导向杆4111一一对应设置,第四导向杆4111固定连接在第四安装板4105上。利用第四导向杆4111与第四滑套4110的滑动配合,起到对第四压板4108滑动方向的导向作用。
241.第四锁紧组件4103包括固定连接在第四弹性缓冲组件4104上的第四锁紧平台4112,第四锁紧平台4112上固定连接有至少一个第四锁紧头4113。第四锁紧平台4112可保证各个第四锁紧头4113上施加的压力均匀。
242.第四锁紧头4113设有若干个且每两个第四锁紧头4113之间相互平行,相邻两个第四锁紧头4113之间的间距相等。这样一次性可对多个打火机气阀进行锁紧,提高装配效率。
243.第四锁紧平台4112与第四弹性缓冲组件4104之间还设有第四让位空间4116,至少一个第四驱动电机4114位于第四让位空间4116内且连接在第四锁紧平台4112上,第四驱动电机4114通过第四传动带4115与第四锁紧头4113驱动连接。这样第四锁紧头4113除施加压力外,还可进行旋转,进一步扩大了锁紧结构可适用的场景。
244.第四工作站工作原理是:使用时第三工作站3组装完毕的打火机通过第四中转机械手7转送至第四工作站4上,通过第四输送线42输送至第四气阀进料机构43下方,此时启动第四振动盘434,第四振动盘434内的气阀通过第四输料管435输送至第四导料槽437内,通过第四导料槽437将气阀一一对应输送至打火机组件内,再由第四输送线42输送至第四锁紧组件4103下方,先用定位爪对气阀待锁紧的打火机的位置进行定位,从而保证压紧位置的准确性,同时可防止压紧过程气阀待锁紧的打火机发生位移,启动第四气缸4106驱动第四输出轴4107向下延伸,从而压缩弹簧,弹簧受压后对第四压板4108施加压力,从而将压力传递至第四锁紧平台4112上,使得第四锁紧头4113下压。当打火机反馈至第四锁紧头4113上的反作用力过大时,会使得弹簧收缩,使得第四压板4108上移,从而实现缓冲的作用。故本发明将待安装气阀的打火机组件放置在第四输送线42上,并依次经过第四气阀进料机构43和第四气阀锁紧机构4100实现气阀自动的安装,从而提高装配过程自动化程度。
245.第四输送线2上还设有打火机出货机构,打火机出货机构包括第五出料台10,第五出料台10上设有第五空盒输送通道11和第五满盒输送通道12,第五空盒输送通道11和第五满盒输送通道12上分别设有第五空盒输送驱动组件13和第五满盒输送驱动组件14,第五空盒输送通道11出盒端侧部与第五满盒输送通道12进盒端侧部连通,在第五空盒输送通道11出盒端与第五满盒输送通道12进盒端之间设有第五空盒推送组件15,第五出料台10上还设有第五夹爪间距可变机械手16。
246.通过第五空盒输送驱动组件513将空盒推送至出料放置位置,接着通过第五夹爪间距可变机械手516抓取打火机后并将打火机移动至空盒内,且通过第五夹爪间距可变机械手516依次将若干打火机填满空盒。空盒在第五空盒输送通道511内并通过第五空盒输送驱动组件513进行输送,当空盒移动至指定位置后通过第五空盒推送组件515将空盒推送入
第五满盒输送通道512内,此时进行打火机的装货。慢火后通过第五满盒输送驱动组件514将满盒移动输送出出料台10。且在满盒被推送至第五满盒输送通道512内时,第五空盒推送组件515继续工作将下一个空盒移动至出料放置位置。
247.在此过程中,通过第五夹爪间距可变机械手516与各个输送驱动组件协调完成可持续的出料步骤,全程自动化可控。
248.第五空盒输送通道511和第五满盒输送通道512互相平行。
249.一个满盒的输送的同时下一个空盒就进行输送,且能够直观的观测到两个输送通道12的运输状况,能够直观的计算出料状况。此外由于盒输送通道11和第五满盒输送通道512互相平行,则使第五空盒输送通道511与第五满盒输送通道512之间的连接口可成直线状,空盒只需要沿着直线从第五空盒输送通道511进入第五满盒输送通道512后装货即可,路线短且不需要变向,防止卡住的现象出现。
250.第五空盒输送通道511和第五满盒输送通道512两侧均设有第五侧档条517且公用第五侧档条517,第五空盒输送通道511进盒端设有第五前挡条518。
251.第五侧档条517位于第五空盒输送通道511和第五满盒输送通道512之间,一方面用于隔断第五空盒输送通道511和第五满盒输送通道512,另一方面,公用一条大幅度的缩小第五空盒输送通道511和第五满盒输送通道512之间的距离,即第五空盒输送通道511与第五满盒输送通道512之间的连接口的长度较短,更容易将盒子从第五空盒输送通道511运输至第五满盒输送通道512内。
252.第五空盒输送通道511进盒端和第五满盒输送通道512出盒端上设有第五进出盒平台519。
253.第五进出盒平台519用于放置空盒并将空盒输送进第五空盒输送通道511内,也用于满盒的输出,满盒经过第五满盒输送通道512至第五进出盒平台519,用于后续对满盒的打包运输。
254.第五空盒输送驱动组件513包括第五带式输送机520,第五带式输送机520与第五空盒输送通道511相连,第五带式输送机520传送带两侧设有第五限位档杆521。
255.第五带式输送机520上的输送带依稀前后相抵放置有若干个空盒,随着第五带式输送机520的工作,将空盒运输进第五空盒输送通道511内,并通过后面的空盒的顶动使位于第五空盒输送通道511内的空盒继续向前移动。两侧的限位挡杆21用于规定空盒的输送方向,防止空盒卡在第五空盒输送通道511入口。
256.第五满盒输送驱动组件514包括设置在第五满盒输送通道512进盒端上的第五推盒爪522,第五推盒爪522穿设在出料台10的第五推盒爪行程槽523内,第五推盒爪522下端与出料台10底部的第五推盒爪直线驱动器524相连。
257.当空盒被推送至第五满盒输送通道512内时,第五推盒爪522就位于空盒的一端,当空盒被填满打火机之后,第五推盒爪522在第五推盒爪直线驱动器524的工作下在第五推盒爪行程槽523内滑动,滑动的同时推动满盒向前移动,使第五满盒输送通道512进盒端预留放置下一个空盒的空间。
258.第五空盒推送组件515包括第五推盒块525,第五推盒块525与第五推盒块直线驱动器526相连。
259.当空盒被推送移动至第五满盒输送通道512的进盒端时,第五推盒块直线驱动器
526工作使第五推盒块525移动并推动空盒移动至第五满盒输送通道512内。
260.第五夹爪间距可变机械手516包括设置在出料台10上的第五xyz三轴向机械手527,第五xyz三轴向机械手527与第五可变距机械夹爪组件528相连。
261.第五夹爪间距可变机械手516为xyz三轴向机械手,即可以在轨道内进行水平方向和竖直方向上的任意移动。根据打火机的不同位置以及盒子上插口的不同位置进行调节。
262.此外,在安放打火机过程中,打火机被并列放置在取货处,根据相邻的打火机之间的距离,第五可变距机械夹爪组件528还能调节改变相邻的夹爪之间的距离。
263.在取货和放货过程中,均通过机械自动化的方式进行调节位置并抓取和放置打火机。
264.第五可变距机械夹爪组件528包括第五气爪工作台529,第五气爪工作台529上设有若干位于同一直线上的第五气爪530,第五气爪530固定在第五气爪座531上,若干第五气爪座531通过第五交叉伸缩结构532相连,第五气爪工作台529上设有三根平行于底面的第五导向杆533,第五导向杆533与第五交叉伸缩结构532相连,第五气爪工作台529一端设有第五变距直线驱动器534,第五变距直线驱动器534与第五交叉伸缩结构532相连。
265.在调节相邻气爪之间的间距的过程中,直线驱动器34的输出轴向外延伸或向内移动从而拉动或推动第五交叉伸缩结构532,第五交叉伸缩结构532呈网格状设置并通过若干个依次相互转动连接的转杆进行连接,在调节时,第五气爪座531在第五导向杆533进行移动,并且第五导向杆533提供对第五气爪座531的支撑力。
266.第五空盒输送通道511上的第五打火机底盒535同一行上第五打火机插孔536数量至少比第五气爪530数量多一倍,第五打火机底盒535同一行上第五打火机插孔536数量与第五气爪530数量呈倍数关系,确保每次抓取打火机所有的气爪都能运用到,提高工作效率。
267.本打火机出货机构工作原理为:第五带式输送机520工作使其输送带进行循环传动,将若干空盒放置于输送带上并在输送带的带动下向前移动且进入至第五空盒输送通道511内,随着输送带的继续传动,空盒顶着前面的空盒继续移动,从而使位于第五空盒输送通道511内的空盒移动至第五满盒输送通道512的进盒端,接着第五推盒块直线驱动器526工作使第五推盒块525移动并推动空盒移动至第五满盒输送通道512内。此时空盒位于打火机的放置位置处,根据相邻打火机之间的距离,通过直线驱动器34的工作使其输出轴向外延伸或向内移动从而拉动或推动第五交叉伸缩结构532以此来改变相邻第五气爪530之间的间距,接着通过第五气爪530的通气和放气对打火机进行夹紧和放开,通过第五xyz三轴向机械手527进行xyz方向上的移动,以此最后将打火机插在空盒上。
268.当空盒被插满打火机之后,第五推盒爪522在第五推盒爪直线驱动器524的工作下在第五推盒爪行程槽523内滑动,滑动的同时推动满盒向前移动,使第五满盒输送通道512进盒端预留放置下一个空盒的空间。
269.本发明的工作原理为:通过第一工作站1组装装配套体、底盖和外壳组件,组装完毕后输送至第三工作站3上,在第三工作站3上对打火机完成锌套吸管组、平墊片和恆流閥的装配,锌套吸管组的装配由第二工作站2完成,第三工作站3装配完毕的打火机输送至少第四工作站4上进行出气阀的装配,最后由。
270.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领
域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1