电池极片过轧辊控制方法及电池极片过轧辊设备与流程
1.本技术涉及电池领域,具体涉及一种电池极片过轧辊控制方法及极片过轧辊机构。
背景技术:
2.节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
3.相关技术中,电池极片在生产过程中有部分工序还需要人工手动操作完成的,存在生产效率低以及产品成品率低的问题。
技术实现要素:
4.鉴于上述问题,本技术实施例提供一种电池极片过轧辊控制方法及电池极片过轧辊设备,能够解决部分极片生产工序需要人工手动完成,影响生产效率和成品率的问题。
5.第一方面,本技术实施例提供了一种电池极片过轧辊控制方法,包括:
6.控制极片沿走带方向走带,其中,所述极片形成有极片接口;
7.在轧辊沿所述走带方向的进入侧检测到所述极片接口时,生成第一检测信号;
8.根据所述第一检测信号控制所述轧辊卸压;
9.在所述轧辊沿所述走带方向的离开侧再次检测到所述极片接口时,输出第二检测信号;
10.根据所述第二检测信号,控制所述轧辊加压。
11.本技术实施例的技术方案中,通过设置可被自动检测极片接口的位置,在检测到极片接口将要进入轧辊时,自动控制轧辊卸压,能够使得极片接口在无或低压力的情况下通过轧辊,避免极片接口在通过轧辊的过程中,由于压力过大导致变形或断裂,在检测到极片接口已经离开则自动恢复轧辊给极片施加的压力,电池极片过轧辊的整个过程自动化完成,避免人工操作的不一致带来的失误,提高了成品率和生产效率。
12.在一些实施例中,在所述根据所述第一检测信号控制所述轧辊卸压之前,还包括:
13.根据所述第一检测信号调节作用在极片上的张力使得所述极片接口两边的极片张力平衡。
14.本技术实施例的技术方案中,在检测到极片接口将要进入轧辊时,自动调节极片张力,能够使得极片接口在张力平衡和卸压的情况下通过轧辊,避免极片接口在通过轧辊的过程中,由于两边的张力不平衡和压力过大导致变形或断裂,提高了成品率和生产效率。
15.在一些实施例中,在所述控制极片沿走带方向走带之前,还包括:
16.获取换卷信号,根据所述换卷信号将放料极材的极片外端与当前走带的极片的尾端连接,以形成所述极片接口。
17.本技术实施例的技术方案中,通过获取换卷信号进行换卷,并将放料极材的极片
外端与当前走带的极片的尾端连接形成极片接口,整个换卷、接口对接的过程能够自动完成,效率高。
18.在一些实施例中,在所述在轧辊沿所述走带方向的进入侧检测到所述极片接口之前,还包括:
19.获取所述控制极片沿走带方向走带的过程中所述轧辊转动对应的主动驱动距离;
20.若从形成所述极片接口起的所述主动驱动距离超出第一预设距离还未接收所述第一检测信号,则停机并发出警报
21.在一些实施例中,在所述轧辊沿所述走带方向的离开侧再次检测到所述极片接口之前,还包括:
22.若从接收到所述第一检测信号起的所述主动驱动距离超出第二预设距离还未接收所述第二检测信号,则停机并发出警报。
23.由于轧辊与极片之间打滑等因素导致主动驱动距离(即期望的走带距离)与极片的实际走带距离两者可能存在偏差,所以增加闭环检测机制,两者偏差过大时将触发停机并警报,以避免出现极片或设备损坏的情况。
24.在一些实施例中,所述根据所述第一检测信号控制所述轧辊卸压包括:根据所述第一检测信号控制走带暂停,并在控制所述轧辊卸压完成之后,重新启动走带。
25.从而在停止走带时调节张力和轧辊卸压,使得极片接口在张力平衡和低压力的情况下通过轧辊,避免极片变形或断裂。
26.在一些实施例中,所述根据所述第二检测信号,控制所述轧辊加压包括:根据所述第二检测信号控制走带暂停,并在控制所述轧辊加压完成之后,重新启动走带。
27.从而在停止走带时重新给极片施加压力,避免极片变形或断裂。
28.第二方面,本技术提供了一种电池极片过轧辊设备,包括控制器、用于驱动极片沿走带方向走带的传递系统以及用于给所述极片施加压力的轧辊,所述极片形成有极片接口,其特征在于,所述电池极片过轧辊设备还包括:
29.第一传感器,与所述控制器连接,设置在所述轧辊沿所述走带方向的进入侧,用于检测到所述极片接口时生成第一检测信号,所述控制器用于根据所述第一检测信号控制所述轧辊卸压;
30.第二传感器,与所述控制器连接且设置在所述轧辊沿所述走带方向的离开侧,用于检测到所述极片接口时生成第二检测信号,所述控制器还用于根据所述第二检测信号控制所述轧辊加压。
31.本技术实施例的技术方案中,通过设置第一传感器、第二传感器检测极片接口位置,在检测到极片接口将要进入轧辊时,控制器控制轧辊卸压,能够使得极片接口在无或低压力的情况下通过轧辊,避免极片接口在通过轧辊的过程中,由于极片压力过大导致变形或断裂,提高了成品率,在检测到极片接口已经离开则自动恢复轧辊给极片施加的压力,电池极片过轧辊的整个过程自动化完成,提高了生产效率。
32.在一些实施例中,所述传递系统包括沿走带方向依次设置的第一张力调节机构、用于驱动所述极片沿所述走带方向走带的前牵引机构、第二张力调节机构、第三张力调节机构和用于驱动所述极片沿所述走带方向走带的后牵引机构,所述第一张力调节机构用于调节放料机构和所述前牵引机构之间的极片张力,所述第二张力调节机构用于调节所述前
牵引机构和所述轧辊之间的极片张力,所述第三张力调节机构用于调节所述轧辊和所述后牵引机构之间的极片张力。
33.申请实施例的技术方案中,前牵引机构、轧辊、后牵引机构都能用于给极片的走带提供动力,让每段极片能在均衡的牵引力下走带,避免走带打滑,或者张力过大导致变形或断裂;张力调节机构用于调节极片张力以避免张力过小导致极片走带打滑,或张力过大导致极片变形甚至断裂。
34.在一些实施例中,所述控制器还用于根据所述第一检测信号控制所述轧辊卸压之前,先控制所述第一张力调节机构、所述第二张力调节机构以及所述第三张力调节机构调节极片张力,使得所述极片接口两边的极片张力平衡。
35.申请实施例的技术方案中,在检测到极片接口将要进入轧辊时,控制器还控制各个张力调节机构调节极片张力,能够使得极片接口在张力平衡和低压力的情况下通过轧辊,避免极片接口在通过轧辊的过程中,由于两边的张力不平衡和极片压力过大导致变形或断裂,提高了成品率。
36.在一些实施例中,所述电池极片过轧辊设备还包括:
37.放料机构,设置在所述传递系统之前的一侧,用于更换放料极材和驱动所述放料极材的释放所述极片;
38.第三传感器,与所述控制器连接且设置于所述放料机构的一侧,用于检测所述放料极材的厚度,在所述放料极材的厚度低于厚度阈值时输出换卷信号,所述控制器根据所述换卷信号控制所述放料机构更换放料极材和控制所述放料极材的释放所述极片;
39.对接机构,与所述控制器连接,所述控制器还用于控制所述对接机构将所述放料极材的极片外端与当前走带的极片的尾端连接,以形成所述极片接口。
40.申请实施例的技术方案中,通过设置第三传感器获取换卷信号,控制器将驱动放料机构进行换卷,并驱动对接机构将放料极材的极片外端与当前走带的极片的尾端连接形成极片接口整个换卷、接口对接的过程能够自动完成,效率高。
41.在一些实施例中,所述电池极片过轧辊设备还包括:
42.第四传感器,与所述控制器连接,设置于所述前牵引机构、所述轧辊或所述后牵引机构中,用于检测所述前牵引机构、所述轧辊或所述后牵引机构的转动角位移,所述控制器根据所述转动角位移得到所述主动驱动距离;
43.所述控制器还用于从形成所述极片接口起获取到的所述主动驱动距离超出第一预设距离还未接收到所述第一检测信号则控制停机并发出警报;以及还用于从接收到所述第一检测信号之后获取到的所述主动驱动距离超出第二预设距离还未接收所述第二检测信号则控制停机并发出警报。
44.由于轧辊与极片之间打滑等因素导致主动驱动距离(即期望的走带距离)与极片的实际走带距离两者可能存在偏差,所以设置第四传感器,从而增加闭环检测机制,主动驱动距离与极片的实际走带距离两者偏差过大时将触发停机并警报,以避免出现极片或设备损坏的情况。
45.在一些实施例中,所述第四传感器为编码器。编码器的物料成本低,安装方便。
46.在一些实施例中,所述控制器还用于在接收到所述第一检测信号时,控制所述传递系统和所述轧辊暂停驱动所述极片走带,并在控制所述轧辊卸压完成之后,重新控制所
述传递系统和所述轧辊驱动所述极片走带。
47.在一些实施例中,所述控制器还用于在接收到所述第二检测信号时,控制所述传递系统和所述轧辊暂停驱动所述极片走带,并在控制所述轧辊加压完成之后,重新控制所述传递系统和所述轧辊驱动所述极片走带。
48.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
49.通过阅读对下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本技术的限制。而且在全部附图中,用相同的附图标号表示相同的部件。在附图中:
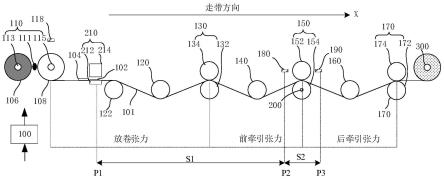
50.图1为本技术一些实施例的提供的电池极片过轧辊设备的结构示意图;
51.图2为本技术一些实施例的提供的第一张力调节机构的调整极片张力示意图;
52.图3为本技术一些实施例的提供的第二张力调节机构的调整极片张力示意图;
53.图4为本技术一些实施例的提供的第三张力调节机构的调整极片张力示意图;
54.图5为本技术一些实施例提供的电池极片过轧辊控制方法的流程图;
55.图6为本技术一些实施例提供的电池极片过轧辊控制方法的流程图;
56.图7为本技术一些实施例提供的电池极片过轧辊控制方法的流程图;
57.图8为本技术一些实施例提供的电池极片过轧辊控制方法的流程图;
58.具体实施方式中的附图标号如下:
59.控制器100,极片101,极片接口102,标记物104,新卷极材106,放料极材108,放料机构110,驱动轴111,上料轴113,放料轴115,第三传感器118,第一张力调节机构120,放料辊122,前牵引机构130,前牵引辊132,前压辊134,第二张力调节机构140,轧辊150,上轧辊152,下轧辊154,第三张力调节机构160,后牵引机构170,后牵引辊172,后压辊174,第一传感器180,第二传感器190,第四传感器200,对接机构210,压垫212,施压块214,收料转轴300。
具体实施方式
60.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
61.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
62.在本技术实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次关系。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
63.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
64.在本技术实施例的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
65.在本技术实施例的描述中,术语“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
66.在本技术实施例的描述中,技术术语“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
67.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
68.目前,从市场形势的发展来看,动力电池的应用越加广泛。动力电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着动力电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
69.动力电池生产过程中,采用对辊机对电池极片进行连续辊压压实是一道主要工序,其目的在于:保证极片表面光滑和平整,防止涂层表面的毛刺刺穿隔膜引发短路;对极片涂层材料进行压实,降低极片的体积,以提高电池的能量密度;使活性物质、导电剂颗粒接触更加紧密,提高电子导电率;增强涂层材料与集流体的结合强度,减少电池极片在循环过程中掉粉情况的发生,提高电池的循环寿命和安全性能。
70.在对辊机对电池极片进行走带辊压过程中,即将或已经放料完成并正在走带的极材和待放料的放料极材相互连接会形成极片接口。本发明人注意到,该极片接口在对辊机的走带及过轧辊目前是通过人工手动操作实现的,主要流程包括:
①
操作员观察极片接口位置,判断在合适位置触发设备停止。
②
设备停止完成,人工将轧辊压力卸掉。
③
卸压完成,操作员手动操作设备让极片接口过轧辊。
④
极片接口过轧辊完成后,重新手动给轧辊加压。
⑤
加压完成,设备重新自动运行。可以发现,这种半自动化的极片接口过轧辊生产过程,操作复杂,对操作员要求高,使得操作失误可能性大大增加,将会导致极片断带或极片粘在轧辊上,从而影响成品率和生产效率。另外,人工操作半自动设备也容易产生安全隐患,发生生产事故。
71.为了提升成品率和生产效率的问题,发明人研究发现,可以通过检测极片接口在走带过程的位置来控制其走带和过轧辊,当极片接口即将进入轧辊时,设备自动把轧辊压
力卸掉再让极片接口通过轧辊,当极片离开轧辊之后,设备自动给轧辊重新加压,从而实现整个极片接口过轧辊的过程是由设备自动完成的,提高了完整极片生产效率;另外,自动控制的极片接口在卸压情况下过轧辊的过程具有良好的一致性,能够避免人为操作带来失误而导致极片变形或断裂,提高了良品率。
72.请参照图1,图1为本技术一些实施例的提供的电池极片过轧辊设备的结构示意图,本技术实施例公开的电池极片过轧辊控制方法可以用于电池极片过轧辊设备中。电池极片过轧辊设备主要包括控制器100、沿驱动极片101走带的传递系统以及用于给极片101施加压力的轧辊150。
73.其中,在传递系统之前的一侧还设置有放料机构110,放料机构110用于更换放料极材108和驱动放料极材108的释放极片101。传递系统包括沿走带方向x依次设置的第一张力调节机构120、用于驱动极片101走带的前牵引机构130、第二张力调节机构140、第三张力调节机构160和用于驱动极片101走带的后牵引机构170,轧辊150设置在第二张力调节机构140、第三张力调节机构160之间。第一张力调节机构120用于调节放料机构110和前牵引机构130之间的极片张力(亦可称为放卷张力),第二张力调节机构140用于调节前牵引机构130和轧辊150之间的极片张力(亦可称为前牵引张力),第三张力调节机构160用于调节轧辊150和后牵引机构170之间的极片张力(亦可称为后牵引张力)。
74.控制器100可以是pid(比例积分微分控制,proportional-integral-derivative control)控制器,而放料机构110、第一张力调节机构120、前牵引机构130、第二张力调节机构140、轧辊150、第三张力调节机构160和后牵引机构170等都在控制器100的驱动/控制下实施其设定的动作作业。
75.放料机构110包括驱动轴111、用于装配新卷极材106的上料轴113以及用于装配放料极材108的放料轴115,在放料极材108放料完毕后,控制器100控制驱动轴111旋转180
°
使得上料轴113和放料轴115交互位置,此时,换位之前的上料轴113将为当前的放料轴115,换位之前的上料轴113所装配的新卷极材106将为当前的放料极材108,而换位之前的放料轴115将为当前的上料轴113,等待装配新的新卷极材106。放料机构110放料指的是控制器100驱动放料轴115进行图1所示逆时针转动以释放放料极材108上的极片101。
76.关于极片接口102的形成,当前一个放料极材108放料完毕后会留下部分具有尾端的极片101在传递系统上走带,新的放料极材108将被放料轴115驱动释放具有极片外端的极片101,如此,将当前走带的极片101的尾端和新的放料极材108的极片外端进行连接,则形成极片接口102。比如,当前走带的极片101的尾端和新的放料极材108的极片外端可以是通过胶带连接,比如新的放料极材108的极片外端与当前走带的极片101的尾端相叠通过双面胶带粘连以形成极片接口102,或两者相对并通过单面胶带粘连以形成极片接口102。由于极片接口102的厚度和可靠性可能都与极片101的其他位置不同,所以在极片101过轧辊150的过程中不会给极片接口102施加压力,或者减少所施加的压力,以避免极片接口102过轧辊150时让极片101发生形变甚至断裂。
77.请参阅图2、图3和图4,图2为本技术一些实施例提供的第一张力调节机构120的调整极片张力示意图,图3为本技术一些实施例提供的第二张力调节机构140的调整极片张力示意图,图4为本技术一些实施例提供的第三张力调节机构160的调整极片张力示意图。第一张力调节机构120、第二张力调节机构140、第三张力调节机构160包括可以偏离走带方向
摆动的浮辊,且第一张力调节机构120还包括放料辊122,控制器100驱动第一张力调节机构120、第二张力调节机构140、第三张力调节机构160沿偏离走带方向x摆动即可调节极片张力。比如参考图2,第一张力调节机构120沿与走带方向x成钝角的方向y1摆动。参考图3,第二张力调节机构140沿走带方向x的垂直方向y2摆动。参考图4,第三张力调节机构160与走带方向x成锐角的方向y3摆动,都可以调节极片张力,其中摆动幅度增大极片张力增大,摆动幅度减少极片张力减小。极片张力的大小可以通过压力感应器采集,压力感应器未在图示中显示。
78.前牵引机构130包括前牵引辊132和设置在前牵引辊132之上的前压辊134,后牵引机构170包括后牵引辊172和设置在后牵引辊172之上的后压辊174。其中,牵引辊为极片101走带提供拉力,极片101穿过压辊和牵引辊,牵引辊为主动辊,压辊为从动辊,牵引辊转动,带动极片101往前移动。
79.轧辊150包括相对设置的上轧辊152和下轧辊154,控制器100通过液压分别控制上轧辊152和下轧辊154保持固定压力,实现冷轧极片101,同时上轧辊152和下轧辊154同时在转动,带动极片101往前移动,即轧辊150也可以为极片101提供牵引力驱动极片101走带。
80.基于上述的电池极片过轧辊设备,本技术实施例提供一种电池极片过轧辊控制方法。参照图5,并请进一步参照图1,图5为本技术一些实施例提供的电池极片过轧辊控制方法的流程图。本技术实施例提供了一种电池极片过轧辊控制方法,包括:
81.步骤s110,控制极片沿走带方向走带,其中,所述极片形成有极片接口;
82.步骤s120,在轧辊沿所述走带方向的进入侧检测到所述极片接口时,生成第一检测信号;
83.步骤s130,根据所述第一检测信号控制所述轧辊卸压;
84.步骤s140,在所述轧辊沿所述走带方向的离开侧再次检测到所述极片接口时,输出第二检测信号;
85.步骤s150,根据所述第二检测信号,控制所述轧辊加压。
86.其中,步骤s110中驱动极片101走带是通过控制器100至少控制放料机构110的放料轴115、前牵引机构130的前牵引辊132、轧辊150和后牵引机构170的后牵引辊172按照预设转速转动以带动极片101沿走带方向x运动实现走带。
87.可选地,由于正在走带的极片101出现了极片接口102,极片101走带速度降为低速,低速设定范围4m/min~10m/min,通常设定为5m/min。而极片接口102过轧辊150完成后,可以恢复正常速度,比如为15m/min~30m/min,通常设定为20m/min。
88.本实施例中,通过在极片接口101的位置设置标记物104,并在轧辊150沿走带方向x的进入侧安装能够感应标记物104的第一传感器180生成第一检测信号,在轧辊150沿走带方向x的离开侧安装能够感应标记物104的第二传感器190生成第二检测信号,如此,可以实现在轧辊150的进入侧检测极片接口102,以及在轧辊150的离开侧检测极片接口102。
89.可选地,标记物104可以是在粘贴用于形成极片接口102的材料(比如胶带)时同时,设置在将要形成极片接口102的位置。
90.可选地,标记物104可以是带颜色的标签(比如是胶带),可被分别安装在轧辊150沿走带方向x的进入侧、离开侧的第一传感器180、第二传感器190识别,并分别输出第一检测信号、第二检测信号,其中第一传感器180、第二传感器190为色标感应器;标记物104也可
以是磁铁,可以被安装在轧辊150的进入侧、离开侧的第一传感器180、第二传感器190识别,并分别输出第一输出检测信号、第二输出检测信号,其中第一传感器180、第二传感器190为霍尔传感器。
91.可选地,在步骤s120和步骤s140,对于控制器100来说,第一检测信号和第二检测信号实际上是接收时间不同的电信号,可以是先后接收的高电平信号。
92.在步骤s130中,控制器100接收到第一检测信号后,通过控制液压驱动上轧辊152和下轧辊154减少或完全解除施加彼此之间的压力,该压力通常是指完全接触施加彼此之间的压力。而步骤s150,相对步骤s130,控制器100接收到第二检测信号后,通过控制液压恢复上轧辊152和下轧辊154施加彼此之间的压力。
93.通过设置标记物104标记极片接口102,在检测到极片接口102将要进入轧辊150时,自动控制轧辊150卸压并调节极片张力,能够使得极片接口102在无或低压力的情况下通过轧辊150,避免极片接口102在通过轧辊150的过程中,由于压力过大导致变形或断裂。在检测到极片接口102已经离开则自动恢复轧辊150给极片101施加的压力,电池极片101过轧辊150的整个过程自动化完成,避免人工操作的不一致带来的失误,提高了成品率和生产效率。
94.另外,上述步骤s120至步骤s150,是在极片101的走带过程中实施的。可选地,若部分步骤需要暂停走带才实施,那么可以先暂停走带以完成相应的步骤作业后,待进入下一个步骤再重启走带。
95.根据本技术的一些实施例,可选地,请参考图6,并请进一步参照图1至图4,图6为本技术一些实施例提供的电池极片过轧辊控制方法的流程图。在步骤130之前,还包括:
96.步骤125,根据第一检测信号调节作用在所述极片上的张力使得极片接口两边的极片张力平衡。
97.其中,调节作用在极片101上的张力,可以是控制器100在接收到第一检测信号之后,通过控制第二张力调节机构140、第三张力调节机构160调节极片张力。具体是,控制第二张力调节机构140调整摆幅,以调整前牵引张力,控制第二张力调节机构140调整摆幅,以调整后牵引张力。并在极片接口102两边的极片张力(前牵引张力和后牵引张力)达到平衡时停止,即各个极片张力一致。可选地,张力平衡时,极片张力大小的设定范围为40n~60n,比如设定为50n。
98.控制器100接收到第一检测信号即表示极片接口102将要进入轧辊150,此时调节作用在极片101上的张力,能够使得极片接口102在张力平衡、以及无或低压力的情况下通过轧辊150,避免极片接口102在通过轧辊150的过程中,由于两边的张力不平衡和压力过大导致变形或断裂,提高了成品率和生产效率。
99.可选地,控制器100在接收到第一检测信号之后,还控制第一张力调节机构120调整摆幅,以调整放卷张力,使得放卷张力、前牵引张力和后牵引张力都一致而达到张力平衡,进一步避免极片接口102在通过轧辊150的过程中,由于两边的张力不平衡和压力过大导致变形或断裂,提高了成品率和生产效率。
100.根据本技术的一些实施例,可选地,请参考图7,并请进一步参照图1,图7为本技术一些实施例提供的电池极片过轧辊控制方法的流程图。在步骤110之前,还包括:
101.步骤105,获取换卷信号,根据所述换卷信号将放料极材的极片外端与当前走带的
极片的尾端连接,以形成所述极片接口。
102.本实施例中,电池极片过轧辊设备在放料机构110的一侧设置一个用于检测检测放料极材108的厚度的第三传感器118,第三传感器118比如是超声波传感器,通过超声波检测到放料极材108表面的距离变化来确定放料极材108的厚度。在放料极材108的厚度低于厚度阈值时输出换卷信号,阈值的范围为0mm~2mm,通常取值0mm。控制器100根据换卷信号控制放料机构110进行更换放料极材108和驱动放料极材108的释放极片101。
103.本实施例中,电池极片过轧辊设备还设置有对接机构210,对接机构210设置在放料机构110和放料辊122之间,也即是预设要形成极片接口102的位置,控制器100控制对接机构210将新的放料极材108的极片外端与当前走带的极片101的尾端连接,以形成极片接口102。
104.在一些实施例中,对接机构210包括压垫212和施压块214,当放料极材108的极片外端与当前走带的极片101的尾端在对接机构210的位置重叠时,控制器100控制施压块214向压垫212方向施压使得新卷极材106与放料极材108通过胶带粘连形成极片接口102。本领域技术人员可以理解的是,该控制器100控制施压块214向压垫212方向施压的时刻可以是接收到换卷信号并延时预设时间之后,预设时间比如2秒~10秒,例如5秒。另外,该预设时间可以人工设定至控制器100中,其可以根据不同的走带速度配置不同的预设时间。其中,极片接口102比如使用双面胶带进行连接时,可以预先贴在每个放料极材108的极片外端或每个放料极材108的内端(放料完毕后即是走带极片101的尾端);而使用单面胶带时,可以将胶带放置在施压块214的端面上,随着向压垫212方向施压,单面胶带将放料极材108的极片外端与走带极片101的尾端通过胶带粘连。
105.标记物104设置在在每个放料极材108的极片外端或每个放料极材108的内端(放料完毕后即是走带极片101的尾端),随着极片接口102的形成,标记物104将被形成在极片接口102的之上或附近。
106.通过第三传感器118获取换卷信号,将新卷极材106转换成放料极材108,并释放放料极材108上的极片101,其后,将放料极材108的极片外端与走带极片101的尾端进行连接形成极片接口102,整个换卷、接口对接的过程能够自动完成,效率高。
107.根据本技术的一些实施例,可选地,请参考图8,并请进一步参照图1,图8为本技术一些实施例提供的电池极片过轧辊控制方法的流程图。在步骤120之前还包括:
108.步骤202,获取所述控制极片沿走带方向走带的过程中所述轧辊转动对应的主动驱动距离;
109.若从形成所述极片接口起的所述主动驱动距离超出第一预设距离还未接收所述第一检测信号,则停机并发出警报。该步骤具体可以包括:
110.步骤204,在走带过程中,判断从形成极片接口之后的主动驱动距离超出第一预设距离是否接收所述第一检测信号;
111.步骤206,若未接收到所述第一检测信号,则停机并发出警报。
112.需要说明的是,主动驱动距离即期望极片101的走带距离,也可以理解为传递系统的主动传递距离。那么,该主动驱动距离是可以根据前牵引辊132、下轧辊154或后牵引辊172的转动角位移计算得到。电池极片过轧辊设备还设置有用于检测主动驱动距离的第四传感器200,第四传感器200将用于检测上述转动角位移。
113.由于前牵引机构130、轧辊150或后牵引机构170与极片101之间比如打滑等因素导致主动驱动距离与极片101的实际走带距离两者存在偏差,所以设置第四传感器200,从而增加走带距离的闭环检测机制,主动驱动距离与极片101的实际走带距离两者偏差过大时将触发报警并停机,以避免出现极片101或设备损坏的情况。
114.其中,第四传感器200可以设置于前牵引机构130的前牵引辊132、轧辊150的下轧辊154或后牵引机构170的后牵引辊172中,检测前牵引辊132、下轧辊154或后牵引辊172的转动角位移,控制器100根据检测到的转动角位移计算得到主动驱动距离。可选地,第四传感器200可以选用编码器,编码器设置在前牵引辊132、下轧辊154或后牵引辊172上时,将与前牵引辊132、下轧辊154或后牵引辊172同轴设置,安装简单,成本低。图1的示例中,第四传感器200设置在下轧辊154中。可选地,通过编码器接入控制器100的plc(可编程控制器,programmable logic controller)高速计数器模块计算主动驱动距离。
115.可以理解的是,需要实施上述闭环检测机制,需要先对主动驱动距离进行标定,参照图1,具体如下:
116.将对接机构210的位置(即形成极片接口102的位置)标记为p1,在无打滑的情况下驱动极片101走带,当极片接口102移动到被第一传感器180检测到时标记为p2,且走带暂停,从形成极片接口102的位置到第一传感器180的位置的主动驱动距离为s1=p2-p1。设备走带暂停后,轧辊150卸压,切换到不加压运行模式,在启动驱动极片101走带,当极片接口102移动到被第二传感器190检测到时标记为p3,且走带暂停,从第一传感器180的位置到第二传感器190的位置的主动驱动距离为s2=p3-p2。上述的第一预设距离设置为s1+
△
1,其中
△
1为设置余量,可以根据浮辊的摆动幅度以及具体情况设置。
117.通过获取过轧辊150之前传递系统或轧辊150的主动驱动距离与极片101过轧辊150之前的实际走带距离的差异,在两者偏差过大时将停机并触发警报,以避免出现极片101或设备损坏的情况。
118.根据本技术的一些实施例,可选地,请继续参考图8,并请进一步参照图1,图8为本技术一些实施例提供的电池极片过轧辊控制方法的流程图。在步骤140之前还包括:
119.若从接收到所述第一检测信号起的所述主动驱动距离超出第二预设距离还未接收所述第二检测信号,则停机并发出警报。该步骤具体可以包括:
120.步骤302,在走带过程中,判断从接收到所述第一检测信号起的主动驱动距离超出第二预设距离是否还未接收所述第二检测信号;
121.步骤304,若未接收所述第二检测信号,则停机并发出警报。
122.第二预设距离设置为s2+
△
2,其中
△
2为设置余量,可以根据具体情况设置。
123.通过获取过轧辊150时传递系统或轧辊150的主动驱动距离与极片101过轧辊150的实际走带距离的差异,在两者偏差过大时将停机并触发警报,以避免出现极片101或设备损坏的情况。
124.根据本技术的一些实施例,可选地,参照图5,并请进一步参照图1,步骤120具体为:根据第一检测信号控制走带暂停,并在控制轧辊150卸压完成之后,重新启动走带。
125.控制器100在接收到第一检测信号时,控制放料机构110、前牵引机构130、轧辊150和后牵引机构170走带暂停,并在控制轧辊150卸压完成之后,重新控制放料机构110、前牵引机构130、轧辊150和后牵引机构170走带。从而在停止走带时调节张力和轧辊150卸压,使
得极片接口102在张力平衡和低压力的情况下通过轧辊150,避免极片101变形或断裂。
126.根据本技术的一些实施例,可选地,参照图5,并请进一步参照图1,步骤150中具体为:根据第二检测信号控制走带暂停,并在控制轧辊150加压完成之后,重新启动走带。
127.控制器100在接收到第二检测信号时,控制放料机构110、前牵引机构130、轧辊150和后牵引机构170走带暂停,并在控制轧辊150加压完成之后,重新控制放料机构110、前牵引机构130、轧辊150和后牵引机构170走带。从而在停止走带时重新给极片101施加压力,避免极片101变形或断裂。
128.根据本技术的一些实施例,提供了一种电池极片过轧辊控制方法。电池极片过轧辊控制方法包括:在新卷极材106的极片外端用于胶带和带颜色的标签,控制器100接收到换卷信号时,(控制前牵引辊132、后牵引辊172以及轧辊150)将极片101走带的速度切换到5m/min,之后控制放料机构110完成更换放料极材108和放料,其后控制对接机构210对新的放料极材108的极片外端与当前走带的极片101的尾端加压,以形成极片接口102;形成极片接口102之后,通过编码器开始检测下轧辊154的转动角位移并计算主动驱动距离;在过轧辊150之前的主动驱动距离小于第一预设距离之前第一传感器180(色标感应器)检测到带颜色的标签,输出第一检测信号触发控制器100驱动极片101走带暂停(而在主动驱动距离大于第一预设距离第一传感器180还未检测到带颜色的标签,则控制设备停机并发出警报);驱动第二张力调节机构140、第三张力调节机构160调整前牵引张力和后牵引张力为50n,驱动轧辊150卸压,卸压完成驱动极片101走带重新启动以5m/min运行;其后在过轧辊150的主动驱动距离小于第二预设距离之前第二传感器190(色标感应器)检测到带颜色的标签,输出第二检测信号触发控制器100驱动极片101走带暂停(而在主动驱动距离大于第二预设距离第二传感器190还未检测到带颜色的标签,则控制设备停机并发出警报),驱动轧辊150重新加压;加压完成后,驱动极片101走带重新启动以15m/min运行。另外,整个极片过轧辊控制过程中,控制器100在驱动极片101走带的同时,还驱动收料转轴300300转动对极片101进行收卷。
129.根据本技术的一些实施例,参照图1,本技术实施例提供了一种电池极片过轧辊设备。
130.电池极片过轧辊设备包括控制器100、用于驱动极片101沿走带方向x走带的传递系统以及用于给极片101施加压力的轧辊150,极片101形成有极片接口102,电池极片过轧辊设备还包括第一传感器180和第二传感器190。
131.第一传感器180与控制器100连接,设置在轧辊150沿走带方向x的进入侧,用于检测到极片接口102时生成第一检测信号,控制器100用于根据第一检测信号控制轧辊150卸压;第二传感器190与控制器100连接且设置在轧辊150沿走带方向x的离开侧,用于检测到极片接口102时生成第二检测信号,控制器100还用于根据第二检测信号控制轧辊150加压。
132.其中,第一传感器180和第二传感器190分别的安装轧辊150的进入侧、离开侧的水平方向距离轧辊150:20cm~30cm(一般为25cm)、垂直方向距离极片101:10cm~20cm(一般为15cm)的位置。
133.本技术实施例的技术方案中,传递系统包括沿走带方向x依次设置用于驱动极片101沿走带方向x走带的前牵引机构130和用于驱动极片101沿走带方向x走带的后牵引机构170,极片接口102的位置设置有标记物104,标记物104用于被第一传感器180、第二传感器
190检测极片接口102位置。
134.本技术实施例的技术方案中,通过设置第一传感器180、第二传感器190检测极片接口102位置,在检测到极片接口102将要进入轧辊150时,控制器100控制轧辊150卸压,能够使得极片接口102在无或低压力的情况下通过轧辊150,避免极片接口102在通过轧辊150的过程中,由于极片101压力过大导致变形或断裂,提高了成品率,在检测到极片接口102已经离开则自动恢复轧辊150给极片101施加的压力,电池极片101过轧辊150的整个过程自动化完成,提高了生产效率。
135.根据本技术的一些实施例,传递系统包括沿走带方向x依次设置第一张力调节机构120、前牵引机构130、第二张力调节机构140、第三张力调节机构160和后牵引机构170,第一张力调节机构120用于调节放料机构110和前牵引机构130之间的极片张力,第二张力调节机构140用于调节前牵引机构130和轧辊150之间的极片张力,第三张力调节机构160用于调节轧辊150和后牵引机构170之间的极片张力。
136.申请实施例的技术方案中,申请实施例的技术方案中,前牵引机构130、轧辊150、后牵引机构170都能用于给极片101的走带提供动力,让每段极片101能在均衡的牵引力下走带,避免走带打滑,或者张力过大导致变形或断裂;张力调节120、140、160、机构用于调节极片张力以避免张力过小导致极片101走带打滑,或张力过大导致极片101变形甚至断裂。
137.根据本技术的一些实施例,控制器100还用于根据第一检测信号控制轧辊150卸压之前,先控制第一张力调节机构120、第二张力调节机构140以及第三张力调节机构160调节极片张力,使得极片接口102两边的极片张力平衡。
138.申请实施例的技术方案中,在检测到极片接口102将要进入轧辊150时,控制器100还控制各个张力调节机构调节极片张力,能够使得极片接口102在张力平衡和低压力的情况下通过轧辊150,避免极片接口102在通过轧辊150的过程中,由于两边的张力不平衡和极片101压力过大导致变形或断裂,提高了成品率。
139.根据本技术的一些实施例,电池极片过轧辊设备还包括放料机构110、第三传感器118和对接机构210。
140.放料机构110设置在传递系统之前的一侧,用于更换放料极材108和驱动放料极材108的释放极片101。第三传感器118与控制器100连接且设置于放料机构110的一侧,用于检测放料极材108的厚度,在放料极材108的厚度低于厚度阈值时输出换卷信号,控制器100根据换卷信号控制放料机构110更换放料极材108和控制放料极材108的释放极片101;对接机构210与控制器100连接,控制器100还用于控制对接机构210将放料极材108的极片外端与当前走带的极片101的尾端连接,以形成极片接口102;其中,标记物104设置在新卷极材106的极片外端或放料极材108的尾端。
141.申请实施例的技术方案中,通过设置第三传感器118获取换卷信号,控制器100将驱动放料机构110进行换卷,并驱动对接机构210将放料极材108的极片外端与当前走带的极片101的尾端连接形成极片接口102,将标记物104设置在新卷极材106或放料极材108在用于形成极片接口102的位置,随着极片接口102的形成,标记物104将被形成在极片接口102的之上或附近,标记物104被检测到即代表极片接口102被检测到,整个换卷、接口对接的过程能够自动完成,效率高。
142.在一些实施例中,电池极片过轧辊设备还包括第四传感器200。
143.第四传感器200与控制器100连接,设置于前牵引机构130、轧辊150或后牵引机构170中,第四传感器200用于检测前牵引机构130、轧辊150或后牵引机构170的转动角位移,控制器100根据转动角位移得到主动驱动距离;控制器100还用于从接收到换卷信号之后的接收到的主动驱动距离超出第一预设距离还未接收到第一检测信号则控制设备停机并发出警报;以及从接收到第一检测信号之后接收到的主动驱动距离超出第二预设距离还未接收第二检测信号则控制设备停机并发出警报。
144.前牵引机构130、轧辊150或后牵引机构170都能够给极片101施加牵引力,将第四传感器200设置在这三者其中一个则可以根据其施加牵引力时的转动角位移计算得到对应的主动驱动距离,方案简单可靠。
145.由于轧辊150与极片101之间打滑等因素导致主动驱动距离(即期望的走带距离)与极片101的实际走带距离两者可能存在偏差,所以设置第四传感器200,从而增加闭环检测机制,主动驱动距离与极片101的实际走带距离两者偏差过大时将触发停机并警报,以避免出现极片101或设备损坏的情况。
146.在一些实施例中,第四传感器200为编码器。编码器的物料成本低,安装方便。
147.在一些实施例中,控制器100还用于在接收到第一检测信号时,控制放料机构110、传递系统和轧辊150暂停驱动极片101走带,并在控制轧辊150卸压完成之后,重新控制放料机构110、传递系统和轧辊150驱动极片101走带。从而在停止走带时调节张力和轧辊150卸压,使得极片接口102在张力平衡和低压力的情况下通过轧辊150,避免极片101变形或断裂。
148.在一些实施例中,控制器100还用于在接收到第二检测信号时,控制放料机构110、传递系统和轧辊150暂停驱动极片101走带,并在控制轧辊150加压完成之后,重新控制放料机构110、传递系统和轧辊150驱动极片101走带。从而在停止走带时重新给极片101施加压力,避免极片101变形或断裂。
149.可以理解的是本技术实施例提供的电池极片过轧辊设备更详细的实施方式可以参考电池极片过轧辊控制方法的实施例,这里不再赘述。
150.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1