一种全自动精密电阻焊机的制作方法
1.本发明涉及焊接技术领域,具体地,涉及一种全自动精密电阻焊机。
背景技术:
2.在生产加工马达、pcb板、轻触开关、玩具、3c产品等小型电子产品时,对其中的漆包线、导线、铜箔等导电部件的焊接,主要是以焊锡为主要焊料,通过烙铁头等导热媒介加热熔化焊锡的焊接方式完成的,统称为锡焊。目前,以焊锡为主要焊料的焊接方式普遍存在以下不足:1.由于部分需要焊接的产品(即焊件)的焊接部位较小、薄、细、不耐高温、焊接位置附近有不耐高温材料如塑胶等,焊接条件温度为250-400℃,焊接时长为1秒-3秒,导致焊接部因焊接时间长、散热不充分进而损坏电子元件的焊接部或其固定部,因此不良率相对较高。锡焊的焊接时间为1秒-3秒,存在焊接效率低下的问题。2.锡焊还存在废气排放的问题,对环境有一定影响。有一部分要求较高的精密产品,锡焊后要用清洗剂清洗残留在产品上的助焊剂,对环境有一定影响。3.有一些产品的焊接部有耐高温绝缘层,如漆包线,则需要对绝缘层进行去绝缘层工艺后才可以焊接。以上关于锡焊的诸多问题,都亟需加以解决。
技术实现要素:
3.本发明的目的在于提供一种全自动精密电阻焊机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种全自动精密电阻焊机,包括机架及x轴机构、y轴机构、z轴机构、θ旋转机构、电阻焊机、焊头机构;所述x轴机构通过支架悬空固定安装在机架上;所述y轴机构通过导轨滑动安装于机架上;所述z轴机构滑动安装在x轴机构上,z轴机构受x轴机构驱动作x轴向运动;所述焊头机构固定连接于z轴机构的下端,焊头机构受z轴机构驱动作z轴向运动;θ旋转机构安装在y轴机构上,θ旋转机构受y轴机构连动作y轴向运动;所述焊头机构设有焊接头,焊接头通过电缆与所述电阻焊机电连接。这里,利用x、y、z轴机构,通过支架连接搭建成三轴驱动,由z轴机构连动焊接头,当电阻焊机接收到触发信号时,可以发出焊接电流,电流通过电缆传递到焊接头,使焊接头瞬间产生高温,起到焊接功能。
6.优选的,所述θ旋转机构包括θ旋转马达、焊件托盘,θ旋转马达驱动焊件托盘作水平旋转运动。这样,通过θ旋转机构的可旋转的焊件托盘,实现对不同的焊接部位可选多角度焊接的功能,从而达到更好的焊接效果。为实现批量大规模的焊接,进一步的,所述焊件托盘上设有若干个用于固定焊件的固定结构,所述固定结构呈阵列规则排列。进一步的,所述θ旋转马达为360度正转、反转的马达,从而可带动焊件托盘水平旋转到任意角度,使得焊件托盘上的各焊件的同一个焊点排列成满足x轴或y轴直线排列,便于焊接头批次焊接;也可以通过θ旋转机构的水平旋转到预设角度,避开因焊件结构与焊接头产生干涉的问题。
7.为达到更好的焊接效果,优选的,所述焊头机构包括焊接壳体及滑动连接于其内
的滑块、焊接头、弹簧,所述弹簧一端连接于焊接壳体的内上壁、另一端连接于滑块的上端侧,所述焊接头固定安装于所述滑块的下端侧壁上;所述z轴机构驱动焊头机构向下作z轴向运动,带动滑块、焊接头向下移动,焊接头到达焊件焊接部,焊接壳体继续向下作z轴向运动到预设位置,这时焊接头抵紧焊件焊接部,弹簧受压缩起缓冲预压作用。这样,由于弹簧的有缓冲预压作用,若干个焊件在一定范围内的z轴向高度波动时,其同一焊点所受到的焊接头压力均匀而基本一致,实现了焊接压力稳定的效果。
8.优选的,所述焊接头下端设置为一边倒角、另一边直边的形状。这样,在保证了焊接头焊接部位有一定强度的同时,焊接头直边的一侧可更好地避开因焊件结构与焊接头产生干涉的问题。
9.优选的,所述全自动精密电阻焊机包括驱动装置,所述x轴机构、y轴机构、z轴机构、θ旋转机构、电阻焊机分别通过电缆、信号线与驱动装置电连接,所述驱动装置设有plc、运动控制器,通过预设程序控制x轴机构、y轴机构、z轴机构、θ旋转机构、电阻焊机的运行,实现所需的焊接作业。这样,电阻焊机的焊接时间、相关的焊接动作顺序,通过驱动装置的plc、运动控制器等,由预设程序控制驱动x轴机构、y轴机构、z轴机构、θ旋转机构的动作和焊接时间等,从而有效地实现了对在焊件托盘个的若干个焊件的连续自动焊接,极大提升了焊接作业的智能化和自动化程度。
10.优选的,所述驱动装置包括气泵、电磁阀、感应开关,所述x轴机构、y轴机构、z轴机构分别设有气缸,其气缸分别通过管路、电磁阀与气泵连接,所述感应开关固定安装于机架上,所述电磁阀分别与plc电连接。
11.与现有技术相比,本发明的有益效果是:本发明所述的全自动精密电阻焊机,通过x、y、z三轴机构和θ旋转轴机构的设置,采用驱动装置、精密电阻焊机和焊接头,通过程序控制,使得焊接头可以焊的位置更加灵活,点焊位置精度高;得益于电阻焊的特性,这里不需要添加焊料、焊丝、焊剂,焊接后没有残留废渣,焊接时间可短至30ms以下,可在1秒内完成一个焊点动作,特别适应于漆包线、导线、铜箔、pcb板的焊接;本发明采用运动机构代替人工动作,实现了整个焊件托盘内的若干个焊件的连续自动焊接,降低了作业人员的劳动强度,焊接精度大大提高,其精度可满足0.1mm以内,具有性能稳定、焊接速度快、不良率低、不需要耗材等特点。
附图说明
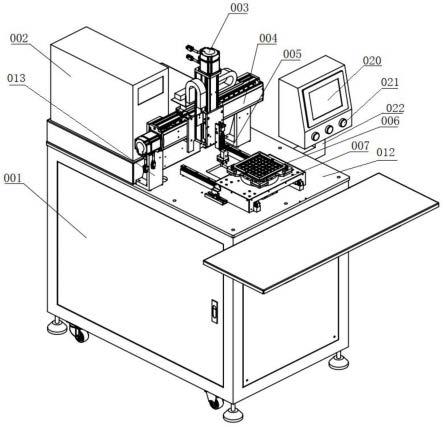
12.图1是本发明实施例的整体结构示意图;
13.图2是本发明实施例的θ旋转结构示意图;
14.图3是本发明实施例的焊接头结构示意图;
15.图4是本发明实施例的电路方框示意图;
16.其中:001.机架,002.电阻焊机,003.z轴机构,004.x轴机构,005.焊头机构,006.θ旋转机构,007.y轴机构,008.焊件托盘,009.θ旋转马达009,010.弹簧,011.焊接头,012.工作台,013.支架,014.固定结构,015.焊接壳体,016.滑块,017.倒角,018.直边,019.操控面板,020.触摸显示屏,021.操控按钮,022.悬臂。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.参照图1至图4所示,一种全自动精密电阻焊机002,包括机架001及x轴机构004、y轴机构007、z轴机构003、θ旋转机构006、电阻焊机002、焊头机构005;机架001设有水平的工作台012,所述x轴机构004通过支架013悬空固定安装在机架001的工作台012一侧;所述y轴机构007通过导轨平行的滑动安装于机架001的工作台012上;所述z轴机构003滑动安装在x轴机构004上,z轴机构003受x轴机构004驱动作x轴向运动;所述焊头机构005固定连接于z轴机构003的下端,焊头机构005受z轴机构003驱动作z轴向运动;θ旋转机构006安装在y轴机构007上,θ旋转机构006受y轴机构007连动作y轴向运动;所述焊头机构005设有焊接头011,焊接头011通过电缆与所述电阻焊机002电连接。这里,利用x、y、z轴机构003,通过支架013连接搭建成三轴驱动,由z轴机构003连动焊接头011,当电阻焊机002接收到触发信号时,可以发出焊接电流,电流通过电缆传递到焊接头011,使焊接头011瞬间产生高温,起到焊接功能。
19.所述θ旋转机构006包括θ旋转马达、焊件托盘008,θ旋转马达驱动焊件托盘008作水平旋转运动。这样,通过θ旋转机构006的可旋转的焊件托盘008,实现对不同的焊接部位可选多角度焊接的功能,从而达到更好的焊接效果。为实现批量大规模的焊接,进一步的,所述焊件托盘008上设有若干个用于固定焊件的固定结构014,所述固定结构014呈阵列规则排列。进一步的,所述θ旋转马达为360度正转、反转的马达,从而可带动焊件托盘008水平旋转到任意角度,使得焊件托盘008上的各焊件的同一个焊点排列成满足x轴或y轴直线排列,便于焊接头011批次焊接;也可以通过θ旋转机构006的水平旋转到预设角度,避开因焊件结构与焊接头011产生干涉的问题。
20.为达到更好的焊接效果,所述焊头机构005包括焊接壳体015及滑动连接于其内的滑块016、焊接头011、弹簧010,所述弹簧010一端连接于焊接壳体015的内上壁、另一端连接于滑块016的上端侧,所述焊接头011固定安装于所述滑块016的下端侧壁上;所述z轴机构003驱动焊头机构005向下作z轴向运动,带动滑块016、焊接头011向下移动,焊接头011到达焊件焊接部,焊接壳体015继续向下作z轴向运动到预设位置,这时焊接头011抵紧焊件焊接部,弹簧010受压缩起缓冲预压作用。这样,由于弹簧010的有缓冲预压作用,若干个焊件在一定范围内的z轴向高度波动时,其同一焊点所受到的焊接头011压力均匀而基本一致,实现了焊接压力稳定的效果。
21.所述焊接头011下端设置为一边倒角017、另一边直边018的形状。这样,在保证了焊接头011焊接部位有一定强度的同时,焊接头011直边018的一侧可更好地避开因焊件结构与焊接头011产生干涉的问题。
22.所述全自动精密电阻焊机002包括驱动装置,所述x轴机构004、y轴机构007、z轴机构003、θ旋转机构006、电阻焊机002分别通过电缆、信号线与驱动装置电连接,所述驱动装置设有plc、运动控制器,通过预设程序控制x轴机构004、y轴机构007、z轴机构003、θ旋转机构006、电阻焊机002的运行,实现所需的焊接作业。这样,电阻焊机002的焊接时间、相关的
焊接动作顺序,通过驱动装置的plc、运动控制器等,由预设程序控制驱动x轴机构004、y轴机构007、z轴机构003、θ旋转机构006的动作和焊接时间等,从而有效地实现了对在焊件托盘008个的若干个焊件的连续自动焊接,极大提升了焊接作业的智能化和自动化程度。
23.所述驱动装置包括气泵、电磁阀、感应开关,所述x轴机构004、y轴机构007、z轴机构003分别设有气缸,其气缸分别通过管路、电磁阀与气泵连接,所述感应开关固定安装于机架001上,所述电磁阀分别与plc电连接。
24.所述电阻焊机002固定安装于机架001的工作台012的上侧,驱动装置设有操控面板019,所述操控面板019包括触摸显示屏020、操控按钮021,操控面板019通过悬臂022固定安装于机架001的一侧并向外伸出,以便于操作者操控。
25.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1