一种船用薄板纵骨激光复合焊接变形控制装置及方法
1.本发明涉及焊接工艺装备技术领域,特别是涉及一种船用薄板纵骨激光复合焊接变形控制装置及方法。
背景技术:
2.随着国际旅游消费市场不断增长和船舶制造业的转型升级,自主建造太型邮轮和豪华客滚船等高技术远洋客船有着广阔的市场前景。豪华邮轮以海上旅游观光为主,既要尽量增加高出水面部分的甲板层数,以增加海景房、阳台房的占比,又要尽量减轻上层建筑重量以保证船舶具有足够的稳性,所以,大型豪华邮轮平直甲板通常使用12mm以下的平直薄板制造。此外,为了适应我国海军战略转型的需求,需大批量完成水面舰船的生产任务,而薄板结构在水面舰船的甲板、平台、舱壁、平直围壁和上层建筑结构等部位大量应用。
3.以国产大型邮轮薄板平面分段生产为例,每艘邮轮薄板纵量爆缝约4000条,90%的片体板材宽度在10~20m之间,总的焊缝长度约40000~80000m,薄板的装焊物量远超常规船型,因此传统的平面分段生产方式已经无法满足邮轮对于平面分段产能的要求。
4.薄板纵骨激光复合焊接的局部加热和冷却过程会导致薄板失稳变形,然而邮轮薄板焊接平面最大变形量不大于5mm/3m,因此对薄板纵量的焊接变形控制方法及装置研究十分关键。
5.由于平面分段流水线薄板纵骨尺寸大,焊接路径长,薄板装配精度要求高,焊接变形控制工艺要求严格,自动化水平高,因此需要焊接变形控制装置满足夹持距离可调、夹持位置精准、夹紧力适中及焊接区域板间无间隙等要求。目前,薄板纵骨激光复合焊接的变形控制的主要措施有反变形法和刚性固定法。
6.经对现有技术的文献检索发现,专利号为“cn104668786a”的发明专利公开了一种适用于薄板激光焊接的夹具,在底座上设置基板箱体,在箱体上设置与基板箱体滑动配合的滑动禁固板,在基板箱体上盖的中部设置有z方向移动板,在其下方设置垂直升降装置,通过垂直升降装置的调整改变z方向移动板的垂直位置,用于与y方向滑动紧固板紧密贴合以禁锢其间的金属薄板。但该发明主要应用于生物制药、医疗器械、微电子、核工业等领域所使用的超薄金属薄板(小于0.3mm),并且该夹具主要通过滑动紧固板限制金属薄板的位移,无法为船用薄板激光复合焊接提供反变形量,而4-12mm厚度的船用薄板纵骨激光复合焊接需要提供一定的反变形量来控制薄板变形,因此这种夹具无法满足要求。
7.专利号为“cn112296584a”的发明专利公开了一种焊接钢箱梁桥面板材反变形胎架及反变形调节量计算方法,设计了一种通用的、可调反变形量的反变形胎架,并可对不同板材厚度焊接构建反变形量进行快速调整,减少焊接变形,但是该发明主要应用于桥面板构件焊接,无法满足不同尺寸大小的船用薄板纵骨在不同标记位置连续焊接的要求,因此这种反变形胎架不适用于薄板纵骨激光复合焊接变形控制。
技术实现要素:
8.本发明的目的是提供一种船用薄板纵骨激光复合焊接变形控制装置及方法,以解决上述现有技术存在的问题,提供一种定位精准、夹紧效果好、自动化程度高的薄板纵骨激光复合焊接变形控制装置及方法,可实现薄板纵骨快速定位、连续焊接,避免纵骨焊接变形大和填角焊接时的焊接收缩等问题,保证焊接质量,提高薄板平面分段流水线焊接效率。
9.为实现上述目的,本发明提供了如下方案:本发明提供一种船用薄板纵骨激光复合焊接变形控制装置,包括反变形装置本体、电磁铁吸附机构、顶升梁机构、预热单元、加压梁机构、定位单元和控制单元;所述电磁铁吸附机构和加压梁机构均安装所述反变形装置本体上,所述反变形装置本体中部开设有焊缝,所述电磁铁吸附机构固定设置在所述焊缝两侧,所述电磁铁吸附机构辅助所述加压梁机构做片段;所述焊缝中部可拆卸连接有纵骨,所述加压升梁机构位于所述纵骨上方,所述顶升梁机构位于所述纵骨下方;所述顶升梁机构中间位置固定设置有预热单元,所述电磁铁吸附机构、所述顶升梁机构、所述预热单元、所述加压梁机构、所述预热单元和所述定位单元机构均与所述控制单元电性连接。
10.优选的,所述电磁铁吸附机构包括电磁铁安装板,所述电磁铁安装板上方固定设置有电磁铁,所述电磁铁安装板下方固定设置有电磁铁支撑柱,所述电磁铁支撑柱滑动连接有电磁铁限位套筒,所述电磁铁限位套筒下方固定连接有电磁铁限位板。
11.优选的,所述电磁铁的规格为420
×
250
×
85mm,所述电磁铁的定位调整精度
±
1mm。
12.优选的,所述加压梁机构包括压紧块安装架,所述压紧块安装架底部滑动连接有压紧块安装块,所述压紧块安装块中部连接有压紧块,所述压紧块用于压紧所述纵骨;所述压紧块安装块下方固定连接有压紧块浮动块;所述压紧块安装架上方中部设置有液压缸,所述液压缸的活塞杆与所述压紧块安装架的顶部固定连接;所述液压缸两侧设置有液压缸导向轴,所述液压缸导向轴的底端与所述压紧块安装架固定连接。
13.优选的,所述液压缸压力范围为0-0.25mpa,液压缸的行程范围为0-25mm。
14.优选的,所述顶升梁机构包括若干个顶升旋转臂安装座,每个所述顶升旋转臂安装座上方均转动连接有一个顶升旋转臂;若干所述顶升旋转臂远离所述顶升旋转臂安装座的上方转动连接有一个顶升臂。
15.优选的,所述预热单元采用感应式预加热方式,所述预热单元采用预热感应头加热,所述预热单元的预热感应头的输出功率为20-45kw,频率为1-25khz,预热温度范围为120-180℃。
16.优选的,所述定位单元包括若干个激光传感器,所述定位单元采用激光扫描纵骨与板材之间的间隙。
17.优选的,所述控制单元集成产品及材料数据生成变形工艺数据库,包括焊接及预热工艺、各材质等级板材和发变形控制装置的信息。
18.一种船用薄板纵骨激光复合焊接变形控制方法,包括以下步骤:
19.a.控制单元导入板材设计、生产数据、工位纵骨数据,根据工艺规划软件分析输出控制指令;
20.b.型材移动至纵骨装焊工位第一根纵骨安装位置,到达指定位置后通过定位单元的激光传感器来确定位置并修正偏差;
21.c.启动变形控制装置,两排电磁铁吸住型材,根据控制单元输出的控制指令输出顶升梁机构的顶升行程完成自动顶升,实现纵骨焊接反变形;
22.d.纵骨通过辊道输送至纵骨装焊区的指定位置,在定位单元激光感应系统的辅助下,对x向、y向和垂向角度进行定位并自动微调;
23.e.加压梁根据纵骨定位信息对纵骨进行压紧,一端可移动加压梁根据纵骨位置自动调整,保证纵骨最两端压紧;
24.f.启动预热单元,根据变形工艺规划软件自动选择焊接方式并完成该纵骨的焊接工作;
25.g.焊接完成后等板材冷却到一定温度释放变形控制装置,板材片段自动向前移动至下一纵骨装焊位置。重复a-f步骤,完成板材片段的下一根纵骨装焊循环过程,直至型材的所有纵骨装焊完成。
26.本发明公开了以下技术效果:由于本装置针对船用薄板纵量激光复合焊接而设计,采用了较便利的磁性夹持设计和较好的可调式反变形设计,最大限度地减少了薄板纵骨焊接变形。当型材定位到平面薄板分段流水线上,两排电磁铁固定吸住型材,通过顶升梁对型材实施一定的反变形量,在开始焊接之前,加压梁对纵骨进行压紧并启动预热系统,在施焊结束后保持一段时间等板材冷却,松开顶升压紧装置,开始下一片纵骨焊接。相比较其它夹持方式而言,本装置充分利用了电磁铁和顶升梁装置产生的反变形量,最大程度地控制薄板纵骨焊接变形,实现薄板焊接质量一次探伤合格率98%以上,保持了薄板焊后的平整度,使得薄板焊接平面最大变形量不大于5mm/3m,同时通过电磁铁进行夹持,使得操作非常便利,自动化程度高,焊接效率大大提高。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
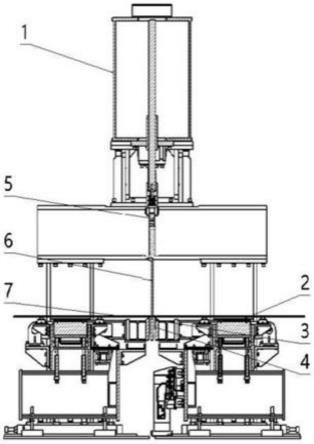
28.图1为本发明装置整体结构示意图;
29.图2为本发明电磁铁吸附机构结构示意图;
30.图3为本发明顶升梁机构结构示意图;
31.图4为本发明加压机构结构示意图;
32.图5为本发明控制单元流程示意图。
33.其中:1、反变形装置本体;2、电磁铁吸附机构;3、顶升梁机构;4、预热单元;5、加压梁机构;6、纵骨;7、板材;8、电磁铁;9、电磁铁安装板;10、电磁铁支撑柱;11、电磁铁限位套筒;12、电磁铁限位板;13、顶升臂;14、顶升旋转臂;15、顶升旋转臂安装座;16、压紧块;17、压紧块安装块;18、压紧块浮动块;19、弹簧;20、压紧块安装架;21、活塞杆;22、液压缸;23、液压缸导向轴;24、焊接变形工艺库;25、焊接工艺规划软件;26、控制单元。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
36.实施例一:利用变形控制装置对厚度为12mm的纵骨6型材和厚度为12mm板材7进行上下夹持固定,使吸附力和压紧力可控并均匀分布于焊接区域,保证纵骨6型材和板材7紧密贴合无间隙;参照图1-5,本实施例提供一种船用薄板纵骨激光复合焊接变形控制装置,包括反变形装置本体1、电磁铁吸附机构2、顶升梁机构3、预热单元4、加压梁机构5、定位单元和控制单元26;电磁铁吸附机构2和加压梁机构均5安装反变形装置本体1上,反变形装置本体1中部开设有焊缝,电磁铁吸附机构2固定设置在焊缝两侧,电磁铁吸附机构2辅助加压梁机构5做片段;焊缝中部可拆卸连接有纵骨6型材,加压梁机构6位于纵骨6型材上方,顶升梁机构3位于纵骨6型材下方;顶升梁机构3中间位置固定设置有预热单元4,电磁铁吸附机构2、顶升梁机构3、预热单元4、加压梁机构5、预热单元4和定位单元机构均与控制单元26电性连接。
37.电磁铁吸附机构2包括电磁铁安装板9,电磁铁安装板9上方固定设置有电磁铁8,电磁铁安装板9下方固定设置有电磁铁支撑柱10,电磁铁支撑柱10滑动连接有电磁铁限位套筒11,电磁铁限位套筒11下方固定连接有电磁铁限位板12;电磁铁8与电磁铁安装板9通过六角圆柱螺钉连接,用于固定电磁铁8;在z方向上电磁铁支撑柱10设置垂直升降装置,通过垂直升降装置的调整改变z方向电磁铁支撑柱10的垂直位置,用于调整电磁铁8与y方向板材7紧密贴合以紧固板材7的两端。此时电磁铁8的磁力大小为60n/m,根据板材7厚度自行调节,保证板材7在纵骨6焊接过程中不发生偏移。电磁铁8的规格为420
×
250
×
85mm,定位调整精度
±
1mm。
38.加压梁机构5包括压紧块安装架20,压紧块安装架20底部滑动连接有压紧块安装块17,压紧块安装块17中部连接有压紧块16,压紧块16用于压紧纵骨6型材;压紧块安装块17下方固定连接有压紧块浮动块18;压紧块安装架20上方中部设置有液压缸22,液压缸22的活塞杆21与压紧块安装架20的顶部固定连接;液压缸22两侧设置有液压缸导向轴23,液压缸导向轴23的底端与压紧块安装架20固定连接。压紧块安装块17通过弹簧19自适应调整z方向上的垂直位置改变对纵骨6型材的压紧力,此时液压缸22压力为0.15mpa,并通过活塞杆21传输给压紧块安装架20,液压缸22通过液压缸导向轴23调整位置,用于固定液压缸22,保证型材在纵骨6焊接过程中与板材7紧密贴合无间隙。
39.顶升梁机构3包括若干个顶升旋转臂安装座15,每个顶升旋转臂安装座15上方均转动连接有一个顶升旋转臂14;若干顶升旋转臂14远离顶升旋转臂安装座15的上方转动连接有一个顶升臂13。
40.预热单元4采用感应式预加热方式,预热单元4采用预热感应头加热,预热单元4的预热感应头的输出功率为20-45kw,频率为1-25khz,预热温度范围为120-180℃。
41.定位单元包括若干个激光传感器,定位单元采用激光扫描纵骨6型材与板材7之间的间隙。
42.控制单元26集成产品及材料数据生成变形工艺数据库,包括焊接及预热工艺、各
材质等级板材7和发变形控制装置的信息。控制单元26集成板材7和型材厚度、尺寸、等级和焊缝长度等数据,形成焊接变形工艺库24,输入到焊接工艺规划软件25中自动匹配激光复合焊接变形控制装置参数,通过控制单元26向电磁铁吸附机构2、预热单元4、加压梁机构5输出反变形控制工艺参数,实现薄板纵骨6激光复合焊接自动变形控制。
43.工作过程:将12mm厚度的板材7移动至指定位置后通过激光传感器来确定位置并修正偏差,启动变形控制装置,两排电磁铁吸附机构2固定板材7。然后12mm厚度的纵骨6通过辊道输送至纵骨6装焊区的指定位置,在激光感应系统的辅助下进行定位并自动微调,加压梁机构5根据纵骨6定位信息对纵骨6进行压紧,一端可移动加压梁机构5根据纵骨6位置自动调整,保证纵骨6两端压紧。最后启动预热单元4,预热温度范围130
°
,进行正常焊接过程,完成该纵骨6的焊接工作,焊接完成后等板材7冷却到一定温度释放变形控制装置,片段自动向前移动至下一纵量装焊位置。本实施采用的激光复合焊双面焊工艺,焊缝熔宽3.5mm,完全焊透,变形量4mm/3m,符合薄板纵骨6激光复合焊接变形控制工艺要求。
44.本实施例的优点是:通过控制单元26对型材的压紧和对板材7的吸附进行定量控制,并通过定位单元对纵骨6位置的准确性和与板材7的贴合程度进行检测,保证对焊接区域的固定控制;电磁铁吸附机构2和加压梁机构5,可以快速定位、吸附、压紧和复位,可以显著提高自动化焊接效率;反变形装置本体1和加压梁机构5无复杂定位结构,为激光复合热源留出空间,保证了机器人的位姿调整;未使用顶升梁,适用于尺寸较大且偏厚的薄板工件。
45.实施例二:本实施例通过变形装置对厚度为6mm的纵骨6型材和厚度为6mm的板材7进行上下夹持固定,使吸附力和压紧力可控并均匀分布于焊接区域,并对6mm底板施加顶升力,保证板材7在激光复合焊之前存在一定的反变形量。电磁铁吸附机构2根据板材7厚度调整吸附力大小为50n/m,限制板材7在焊接过程中的位置移动。
46.在板材7两侧对称设置两排顶升臂13,顶升臂13与顶升旋转臂14通过内六角螺栓固定,顶升旋转臂14通过调整块z方向上的垂直位置,根据工艺规划软件调整顶升行程,改变型材反变形量,达到型材焊接变形控制的目的,顶升旋转臂14通过顶升旋转臂14安装座15固定在反变形装置本体1上。加压梁机构5位于纵骨6型材上方,通过液压缸22驱动加压梁升降,液压缸22电机功率0.12kw,加压梁为分段加压装置,一端的加压梁会根据型材的长度进行自调节,保证型材两端位置全部压紧。
47.控制单元26通过集成焊接变形工艺库24和焊接工艺规划软件25实现对薄板纵量激光复合焊接变形装置的自动控制。
48.工作过程:对于厚度6mm的板材7和纵骨6型材的焊接,根据控制单元26指令通过电磁铁吸附机构2完成板材7的定位固定,然后通过顶升梁机构3完成对板材7的反变形控制,再通过辊道将6mm的输送至纵骨6装焊区的指定位置,通过加压梁机构5完成纵骨6型材的限位固定,预热温度130
°
,最后完成薄板纵骨6焊接,焊接完成后等板材7冷却到一定温度释放变形控制装置,片段自动向前移动至下一纵骨6装焊位置。本实施例采用激光复合焊单面焊双面成形的工艺,焊缝正面熔宽3.5mm,焊面熔宽1.1mm,完全焊透,变形量2mm/3m,符合薄板纵骨6激光复合焊接变形控制工艺要求。
49.本实施例的优点是:对于厚度较小的板材7和型材,通过顶升梁机构3对板材7实施顶升反变形,有利于减少焊接完成之后的板材7变形;采用顶升梁机构3提供的反变形,可以
实现工件单面焊双面成形的变形控制,有利于完成非标准纵骨6型材间距工况下的激光复合焊接,使纵骨6激光复合焊接变形控制装置的适用性更强。
50.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1