轴端销钉压装设备的制作方法
1.本发明涉及销钉与电机轴装配设备技术领域,具体涉及一种轴端销钉压装设备。
背景技术:
2.目前市面上的电机轴在加工完成后,需要在电机轴的一端装配销钉,目前将销钉装配到电机轴上的方式是:首先将电机轴放置到工装上,接着将销钉的下端与电机轴上的销孔对齐并用手扶住销钉,随后再通过锤子敲击销钉的上端以将销钉敲入到位于电机轴上的销孔中;在上述过程中,由于销钉需要依靠手扶并通过锤子敲击销钉,从而在销钉和电机轴装配的过程中,锤子容易敲击到手指,存在较大的安全隐患,且由于销钉需要通过手工的方式与电机轴进行装配,从而存在销钉与电机轴装配效率低的缺点。
技术实现要素:
3.针对现有技术的不足,本发明提供一种轴端销钉压装设备,其能够实现对销钉与电机轴的自动化装配,即能够提高销钉与电机轴的装配效率。
4.本发明的轴端销钉压装设备,包括机架、支撑座、销钉移动定位机构、销钉供料机构和压装机构;支撑座固定在机架上,支撑座的上端设置有用于供电机轴的一端插入的凹槽,支撑座的后端固定有用于限制电机轴插入到凹槽中的深度的挡块,挡块用于与电机轴的一端相抵靠,支撑座的底部设置有限位机构,限位机构用于限制电机轴以防止电机轴相对支撑座转动;销钉供料机构用于将销钉输送到销钉移动定位机构中,销钉移动定位机构用于移动销钉并将销钉定位到位于电机轴上的销孔的上方;压装机构用于将位于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中。
5.本发明通过采用上述结构后,本发明能够实现对销钉与电机轴的自动化装配,即能够提高销钉与电机轴的装配效率,且在对销钉与电机轴的装配过程中,能够有效避免伤及工作人员的手指,即消除了安全隐患。
6.本发明的轴端销钉压装设备,其中,限位机构包括固定在位于支撑座下方的机架上的针型气缸,针型气缸的活塞杆竖向活动穿设在支撑座中,当针型气缸的活塞杆伸展时,针型气缸的活塞杆用于由下至上插入到位于电机轴上的销孔中;通过采用这种限位机构后,当电机轴的一端插入到凹槽中并与挡板相抵靠后,针型气缸的活塞杆能够伸展并由下至上插入到位于电机轴上的轴孔中,从而能够避免电机轴相对支撑座转动,即实现了对电机轴的限位。
7.本发明的轴端销钉压装设备,其中,销钉移动定位机构包括第一气缸、第一滑块组件、支撑块、第二气缸和第二滑块组件;第一滑块组件位于支撑座的右侧且可左右滑动地连接在机架上,第一气缸固定在机架上,第一滑块组件与第一气缸的活塞杆固定,第一气缸用于驱动第一滑块组件相对机架左右滑动;第二滑块组件位于支撑座的左侧且可左右滑动地连接在机架上,第二气缸固定在机架上,第二滑块组件与第二气缸的活塞杆固定,第二气缸用于驱动第二滑块组件相对机架左右滑动;支撑块固定在位于支撑座左侧的机架上,第二
滑块组件的右端支撑在支撑块的上端;第一滑块组件左端的顶部设置有下凹的台阶,台阶上端面的高度与支撑块上端面的高度相同;第二滑块组件右端的底部设置有缺口,位于缺口上方的第二滑块组件上设置有用于供销钉竖向插入的插孔,当第二滑块组件向左滑动且在插孔中插入销钉后,销钉的下端用于支撑在支撑块的上端,缺口的侧壁上设置有与插孔同轴的第一弧形槽,第一弧形槽用于供插入在插孔中的销钉的其中一半嵌入,台阶的底部设置有用于供插入在插孔中的销钉穿过以便于销钉插入到位于电机轴上的销孔中的通孔,台阶的侧壁上设置有与通孔同轴的第二弧形槽,第二弧形槽用于供插入在插孔中的销钉的另一半嵌入;当第一滑块组件向左滑动并在第二滑块组件向右滑动后,位于插孔中的销钉用于与通孔和销孔竖向对齐;通过采用这种销钉移动定位机构后,当需要将销钉装配到电机轴上的销孔中时,首先销钉供料机构能够将销钉由上至下送入到位于第二滑块组件上的插孔中,此时,销钉的下端能够与支撑块的上端相抵靠,接着第一气缸能够驱动第一滑块组件向左移动并使得第一滑块组件的左端与支撑块相抵靠,然后第二气缸能够驱动第二滑块组件向右移动,在第二滑块组件向右移动的过程中,位于插孔中的销钉的下端能够从支撑块的上端滑动到台阶的上端,最终销钉的下端能够与位于第一滑块组件上的通孔竖向对齐,最后,再通过压装机构将位于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中即可;在上述结构中,由于台阶上端面的高度与支撑块上端面的高度相同,且销钉的下端能够从支撑块的上端滑动到台阶上,从而在第二滑块组件驱动销钉滑动的过程中,能够避免销钉出现从插孔中脱出的情况。
8.本发明的轴端销钉压装设备,其中,位于凹槽左右两侧的支撑座的上端均设置有滑槽,当第一滑块组件向左滑动时,滑槽用于供第一滑块组件左端的底部滑入;通过采用这种结构后,在第一滑块组件向左滑动的过程中,滑槽能够对第一滑块组件起到导向和前后限位的作用,从而能够使得第一滑块组件的滑动更为顺畅,此外,在第一滑块组件向左滑动后,且在压装机构将位于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中的过程中,在第一滑块组件和滑槽的配合作用下,能够避免第一滑块组件出现前后移位的情况,从而能够确保通孔始终与销孔处于竖向对齐的状态,即能够确保压装机构可靠地将销钉压入到销孔中。
9.本发明的轴端销钉压装设备,其中,第一滑块组件通过第一滑轨组件滑动连接在机架上;通过采用这种结构后,第一滑块组件能够可靠地左右滑动连接在机架上。
10.本发明的轴端销钉压装设备,其中,第二滑块组件通过第二滑轨组件滑动连接在机架上;通过采用这种结构后,第二滑块组件能够可靠地左右滑动连接在机架上。
11.本发明的轴端销钉压装设备,其中,压装机构包括第三气缸、滑动座和冲针,滑动座竖向滑动连接在机架上,第三气缸固定在位于滑动座上方的机架上,滑动座的上端与第三气缸的活塞杆连接,第三气缸用于驱动滑动座竖向滑动,冲针竖向固定在滑动座的下端,当第三气缸驱动滑动座向下滑动时,冲针的下端用于穿过插孔和通孔并将穿设在插孔和通孔中的销钉压入到销孔中;通过采用这种压装机构后,当第三气缸驱动滑动座向下滑动时,冲针的下端能够穿过插孔和通孔并将穿设在插孔和通孔中的销钉压入到销孔中,即该压装机构能够可靠地将销钉压入到销孔中,且具有结构简单的优点。
12.本发明的轴端销钉压装设备,其中,滑动座通过第三滑轨组件滑动连接在机架上;通过采用这种结构后,滑动座能够可靠地竖向滑动连接在机架上。
13.本发明的轴端销钉压装设备,其中,销钉供料机构包括存储有若干个销钉的振动上料盘,振动上料盘固定在机架上,振动上料盘的出料口延伸至第二滑块组件的上方并与第二滑块组件的上端面之间留有间隙,振动上料盘的出料口的下端与第二滑块组件的上端面之间所形成的间隙高度小于单个销钉的高度,当第二滑块组件向左滑动后,振动上料盘的出料口用于与插孔竖向对齐以便于来自振动上料盘的出料口的销钉进入到插孔中,当来自振动上料盘的出料口的销钉进入到插孔中后,位于插孔中的销钉的上端面与第二滑块组件的上端面齐平;通过采用这种结构的销钉供料机构后,振动上料盘能够将销钉输送到第二滑块组件的上方,当第二滑块组件向左滑动后,来自振动上料盘的出料口的销钉能够进入到插孔中,从而实现了对销钉移动定位机构的供料;且由于当来自振动上料盘的出料口的销钉进入到插孔中后,位于插孔中的销钉的上端面与第二滑块组件的上端面齐平,从而在第二滑块组件相对振动上料盘的出料口进行滑动时,能够避免因插销的一部分位于插孔中,另一部分位于振动上料盘的出料口中而导致第二滑块组件与振动上料盘的出料口之间出现卡死的情况。
附图说明
14.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
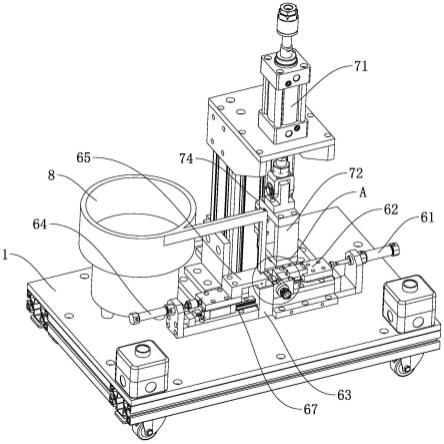
15.图1为本发明的立体结构示意图;
16.图2为图1中a处放大后的结构示意图;
17.图3为本发明去掉销钉供料机构和电机轴后的立体结构示意图;
18.图4为图3中b处放大后的结构示意图;
19.图5为本发明去掉销钉供料机构、支撑座和电机轴后的立体结构示意图;
20.图6为图5中c处放大后的结构示意图。
具体实施方式
21.以下将以图式揭露本发明的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
22.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本发明,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
23.如图1-6所示,本发明的轴端销钉压装设备,包括机架1、支撑座2、销钉移动定位机构、销钉供料机构和压装机构;支撑座2固定在机架1上,支撑座2的上端设置有用于供电机轴3的一端插入的凹槽21,支撑座2的后端固定有用于限制电机轴3插入到凹槽21中的深度
的挡块22,挡块22用于与电机轴3的一端相抵靠,支撑座2的底部设置有限位机构,限位机构用于限制电机轴3以防止电机轴3相对支撑座2转动;销钉供料机构用于将销钉4输送到销钉移动定位机构中,销钉移动定位机构用于移动销钉4并将销钉4定位到位于电机轴3上的销孔31的上方;压装机构用于将位于销钉移动定位机构上的销钉4竖向压入到位于电机轴3上的销孔31中。
24.限位机构包括固定在位于支撑座2下方的机架1上的针型气缸5,针型气缸5的活塞杆竖向活动穿设在支撑座2中,当针型气缸5的活塞杆伸展时,针型气缸5的活塞杆用于由下至上插入到位于电机轴3上的销孔31中;通过采用这种限位机构后,当电机轴的一端插入到凹槽中并与挡板相抵靠后,针型气缸的活塞杆能够伸展并由下至上插入到位于电机轴上的轴孔中,从而能够避免电机轴相对支撑座转动,即实现了对电机轴的限位。
25.销钉移动定位机构包括第一气缸61、第一滑块组件62、支撑块63、第二气缸64和第二滑块组件65;第一滑块组件62位于支撑座2的右侧且可左右滑动地连接在机架1上,第一气缸61固定在机架1上,第一滑块组件62与第一气缸61的活塞杆固定,第一气缸61用于驱动第一滑块组件62相对机架1左右滑动;第二滑块组件65位于支撑座2的左侧且可左右滑动地连接在机架1上,第二气缸64固定在机架1上,第二滑块组件65与第二气缸64的活塞杆固定,第二气缸64用于驱动第二滑块组件65相对机架1左右滑动;支撑块63固定在位于支撑座2左侧的机架1上,第二滑块组件65的右端支撑在支撑块63的上端;第一滑块组件62左端的顶部设置有下凹的台阶621,台阶621上端面的高度与支撑块63上端面的高度相同;第二滑块组件65右端的底部设置有缺口651,位于缺口651上方的第二滑块组件65上设置有用于供销钉4竖向插入的插孔652,当第二滑块组件65向左滑动且在插孔652中插入销钉4后,销钉4的下端用于支撑在支撑块63的上端,缺口651的侧壁上设置有与插孔652同轴的第一弧形槽653,第一弧形槽653用于供插入在插孔652中的销钉4的其中一半嵌入,台阶621的底部设置有用于供插入在插孔652中的销钉4穿过以便于销钉4插入到位于电机轴3上的销孔31中的通孔622,台阶621的侧壁上设置有与通孔622同轴的第二弧形槽623,第二弧形槽623用于供插入在插孔652中的销钉4的另一半嵌入;当第一滑块组件62向左滑动并在第二滑块组件65向右滑动后,位于插孔652中的销钉4用于与通孔622和销孔31竖向对齐;通过采用这种销钉移动定位机构后,当需要将销钉装配到电机轴上的销孔中时,首先销钉供料机构能够将销钉由上至下送入到位于第二滑块组件上的插孔中,此时,销钉的下端能够与支撑块的上端相抵靠,接着第一气缸能够驱动第一滑块组件向左移动并使得第一滑块组件的左端与支撑块相抵靠,然后第二气缸能够驱动第二滑块组件向右移动,在第二滑块组件向右移动的过程中,位于插孔中的销钉的下端能够从支撑块的上端滑动到台阶的上端,最终销钉的下端能够与位于第一滑块组件上的通孔竖向对齐,最后,再通过压装机构将位于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中即可;在上述结构中,由于台阶上端面的高度与支撑块上端面的高度相同,且销钉的下端能够从支撑块的上端滑动到台阶上,从而在第二滑块组件驱动销钉滑动的过程中,能够避免销钉出现从插孔中脱出的情况。
26.位于凹槽21左右两侧的支撑座2的上端均设置有滑槽23,当第一滑块组件62向左滑动时,滑槽23用于供第一滑块组件62左端的底部滑入;通过采用这种结构后,在第一滑块组件向左滑动的过程中,滑槽能够对第一滑块组件起到导向和前后限位的作用,从而能够使得第一滑块组件的滑动更为顺畅,此外,在第一滑块组件向左滑动后,且在压装机构将位
于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中的过程中,在第一滑块组件和滑槽的配合作用下,能够避免第一滑块组件出现前后移位的情况,从而能够确保通孔始终与销孔处于竖向对齐的状态,即能够确保压装机构可靠地将销钉压入到销孔中。
27.第一滑块组件62通过第一滑轨组件66滑动连接在机架1上;通过采用这种结构后,第一滑块组件能够可靠地左右滑动连接在机架上。
28.第二滑块组件65通过第二滑轨组件67滑动连接在机架1上;通过采用这种结构后,第二滑块组件能够可靠地左右滑动连接在机架上。
29.压装机构包括第三气缸71、滑动座72和冲针73,滑动座72竖向滑动连接在机架1上,第三气缸71固定在位于滑动座72上方的机架1上,滑动座72的上端与第三气缸71的活塞杆连接,第三气缸71用于驱动滑动座72竖向滑动,冲针73竖向固定在滑动座72的下端,当第三气缸71驱动滑动座72向下滑动时,冲针73的下端用于穿过插孔652和通孔622并将穿设在插孔652和通孔622中的销钉4压入到销孔31中;通过采用这种压装机构后,当第三气缸驱动滑动座向下滑动时,冲针的下端能够穿过插孔和通孔并将穿设在插孔和通孔中的销钉压入到销孔中,即该压装机构能够可靠地将销钉压入到销孔中,且具有结构简单的优点。
30.滑动座72通过第三滑轨组件74滑动连接在机架1上;通过采用这种结构后,滑动座能够可靠地竖向滑动连接在机架上。
31.销钉供料机构包括存储有若干个销钉4的振动上料盘8,振动上料盘8固定在机架1上,振动上料盘8的出料口延伸至第二滑块组件65的上方并与第二滑块组件65的上端面之间留有间隙,振动上料盘8的出料口的下端与第二滑块组件65的上端面之间所形成的间隙高度小于单个销钉4的高度,当第二滑块组件65向左滑动后,振动上料盘8的出料口用于与插孔652竖向对齐以便于来自振动上料盘8的出料口的销钉4进入到插孔652中,当来自振动上料盘8的出料口的销钉4进入到插孔652中后,位于插孔652中的销钉4的上端面与第二滑块组件65的上端面齐平;通过采用这种结构的销钉供料机构后,振动上料盘能够将销钉输送到第二滑块组件的上方,当第二滑块组件向左滑动后,来自振动上料盘的出料口的销钉能够进入到插孔中,从而实现了对销钉移动定位机构的供料;且由于当来自振动上料盘的出料口的销钉进入到插孔中后,位于插孔中的销钉的上端面与第二滑块组件的上端面齐平,从而在第二滑块组件相对振动上料盘的出料口进行滑动时,能够避免因插销的一部分位于插孔中,另一部分位于振动上料盘的出料口中而导致第二滑块组件与振动上料盘的出料口之间出现卡死的情况。
32.在使用本发明时,首先将待装配销钉的电机轴的一端插入到凹槽中并使得电机轴的一端与挡块相抵靠,与此同时来自振动上料盘的销钉能够进入到销钉移动定位机构中(即来自振动上料盘的出料口的销钉能够进入到位于第二滑块组件上的插孔中),然后限位机构能够限制电机轴以防止电机轴相对支撑座转动,随后销钉移动定位机构能够移动销钉并将销钉定位到位于电机轴上的销孔的上方,最后压装机构能够将位于销钉移动定位机构上的销钉竖向压入到位于电机轴上的销孔中,从而实现了对销钉与电机轴的装配;销钉与电机轴装配完成后,压装机构、销钉移动定位机构和限位机构均能够复位(在销钉移动定位机构复位后,来自振动上料盘的出料口的销钉能够再次进入到位于第二滑块组件上的插孔中),此时,再将装配好销钉的电机轴从支撑座上取下即可。
33.以上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人
员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1