一种薄板拼板用带漆激光复合焊接方法与流程
1.本技术涉及焊接技术领域,尤其涉及一种薄板拼板用带漆激光复合焊接方法。
背景技术:
2.薄板分段是船舶建造的中间产品,现有薄板分段拼板焊接使用的最常见的焊接方法有单丝埋弧焊、半自动co2焊,其中单丝埋弧焊适用于平直的薄板拼板焊接,半自动co2焊适用于曲线型的薄板拼板焊接。单丝埋弧焊是一种双面焊接的焊接技术,当正面焊缝焊接完成后,需要对钢板进行翻身,之后再进行背面焊接,薄板分段通常尺寸较大,翻身较为麻烦。半自动co2焊是一种单面焊双面成形的焊接技术,钢板不需要翻身,但半自动co2焊填充量没有单丝埋弧焊大,需要进行多层多道焊才能完成焊接,焊接效率低、工序时间长,因此上述焊接方式均适于应用在薄板分段焊接中。
3.激光复合焊接技术在单纯激光焊的基础上,增加了mag焊填充,从而在焊接速度和厚度上弥补激光焊的缺点,同时兼有激光焊热输入量小、变形小、成形好、工艺速度快、不用翻身等特点,相对传统的薄板焊接具有很大的优势,是新型船体焊接工艺。当设备激光功率达到16kw,可实现4-25mm板厚焊缝一次成型。但对于14mm以下板厚,由于焊接过程中不需要开坡口,而钢板在机械铣边后进行拼板焊接时间隙特别小,且板材缝隙处的颜色与板材颜色基本一致,因此导致焊接过程中采用的光学摄像跟踪焊缝时无法准确识别,因此无法完成光学摄像跟踪自动化焊接。
技术实现要素:
4.本发明实施例的目的在于:提供一种薄板拼板用带漆激光复合焊接方法、其使得光学摄像跟踪能够有效识别板材缝隙,从而能够通过光学摄像跟踪定位到焊缝,以保证自动化焊接正常进行。
5.为达上述目的,本技术采用以下技术方案:
6.提供一种薄板拼板用带漆激光复合焊接方法,提供待对接焊接的两待焊接板材,于两所述待焊接板材至少相对接边上下表面分别涂布耐高温车间底漆,所述耐高温车间底漆颜色与所述待焊接板材颜色不同;通过光学摄像跟踪装置对焊缝进行跟踪定位,所述光学摄像跟踪装置获取两待焊接板材之间的缝隙与耐高温车间底漆之间的色差确定焊缝位置,通过激光复合焊对两待焊接板材进行焊接连接。
7.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,于两所述待焊接板材相对接边分别涂布耐高温车间底漆的步骤在板材表面预处理工序中进行,所述板材表面预处理工序具体包括:
8.校平,在板材预处理流水线上对板材进行校平处理;
9.预热处理,通过预热处理除去板材表面水分以及部分油污;
10.抛丸,对板材进行抛丸表面处理;
11.喷涂,对板材进行耐高温车间底漆喷涂;
12.烘干,对板材进行烘干处理。
13.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,所述预热处理需使所述板材升温至35℃至45℃。
14.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,所述抛丸处理采用磨料直径在0.8~1.2mm之间,所述抛丸处理后,所述板材表面粗糙度在40~70μm之间。
15.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,所述耐高温车间底漆为耐温无机硅酸锌车间底漆或水性车间底漆,所述耐高温车间底漆厚度为15~25μm。
16.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,还包括板材整形工序,所述板材整形工序包括板材辊平、板材切边及铣削加工。
17.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,还包括板材检查工序,所述板材检查工序需检查板材表面平整度、清洁度以及底漆完整性,所述板材对接焊接的边30
㎜
范围内耐高温车间底漆不能有划痕、缺失等情况。
18.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,还包括装配定位,对整形工序整形完成的板材进行装配定位,并通过激光焊接方式,在距离焊缝端头300
㎜
处进行定位焊接。
19.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,于焊接连接前还包括焊接参数调试,根据不同板材厚度调节激光功率、离焦量、电弧电流、送丝速度、脉冲时间和频率等焊接参数,形成焊接工艺数据库,以保证焊缝完全熔透、成型饱满,并针对不同板材材料以及板材厚度形成焊接工艺数据库。
20.作为所述的薄板拼板用带漆激光复合焊接方法的一种可选的技术方案,所述激光复合焊包括激光焊接以及mag焊。
21.本技术的有益效果为:本方案中通过在待焊接板材至少相对接边涂布耐高温车间底漆,一方面可以对板材进行防腐保护,另一方面,由于其材料与待焊接板材存在色差,更利于光学摄像跟踪装置识别,使得不需要进行坡口加工的薄板材焊接拼缝极小的情况下也能够被光学摄像跟踪装置识别,由此同时实现了两种功能。
附图说明
22.下面根据附图和实施例对本技术作进一步详细说明。
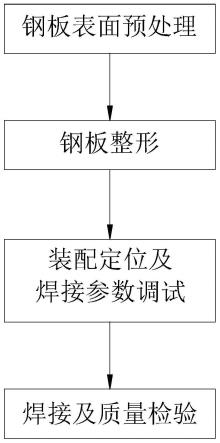
23.图1为本发明的薄板拼板用带漆激光复合焊接方法流程图;
24.图2为本发明的钢板表面预处理流程图;
25.图3为本发明的薄板拼板用带漆激光复合焊接方法的结构示意图。
26.图中:
27.100、待焊接板材;200、激光焊接设备;300、mag焊接设备;400、光学摄像跟踪装置;500、定位焊点。
具体实施方式
28.为使本技术解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面
对本技术实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.在本技术的描述中,除非另有明确的规定和限定,术语“相连”“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
30.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
31.如图1-3所示,提供一种薄板拼板用带漆激光复合焊接方法,提供待对接焊接的两待焊接板材100,于两所述待焊接板材100至少相对接边上下表面分别涂布耐高温车间底漆,所述耐高温车间底漆颜色与所待焊接板材100颜色不同;通过光学摄像跟踪装置400对焊缝进行跟踪定位,所述光学摄像跟踪装置400获取两待焊接板材100之间的缝隙与耐高温车间底漆之间的色差确定焊缝位置,通过激光复合焊对两待焊接板材100进行焊接连接。
32.本方案中通过在待焊接板材100至少相对接边涂布耐高温车间底漆,一方面可以对板材进行防腐保护,另一方面,由于其材料与待焊接板材100存在色差,更利于光学摄像跟踪装置400识别,使得不需要进行坡口加工的薄板材焊接拼缝极小的情况下也能够被光学摄像跟踪装置400识别,由此耐高温车间底漆同时实现了两种功能,使得薄板拼板焊接焊缝质量高、无气孔、无飞溅,极大地提升了拼板焊接效率。
33.需要指出的是,本方案所述的薄板材是指厚度在14
㎜
以下的钢板,在钢板厚度更薄,仅需要进行激光焊接即可完全焊透的情况下,也可仅采用激光焊接进行薄板焊接。
34.本方案光学摄像跟踪装置400在焊接过程中采集待焊接焊缝的位置,识别焊接执行装置的当前焊接位置与当前焊缝位置之间的位置偏差数据,以便根据位置偏差数据进行焊接位置调整,其具体的实现方式属于本领域现有技术,本技术中不再赘述。
35.具体的,如图2所示,本技术所述的薄板拼板用带漆激光复合焊接方法中,于两所述待焊接板材100相对接边分别涂布耐高温车间底漆的步骤在板材表面预处理工序中进行,所述板材表面预处理工序具体包括:
36.校平,在板材预处理流水线上对板材进行校平处理;
37.预热处理,通过预热处理除去板材表面水分以及部分油污;
38.抛丸,对板材进行抛丸表面处理;
39.喷涂,对板材进行耐高温车间底漆喷涂;
40.烘干,对板材进行烘干处理。
41.在预热处理、抛丸处理后,板材表面质量以及清洁较高,此时进行喷涂处理涂装耐高温车间底漆可以保证喷涂质量。
42.具体的,本方案中所述预热处理需使所述板材升温至35℃至45℃。
43.根据具体的材料以及板材厚度可以对板材的升温温度进行合理调整,例如,可以使板材升温至36℃、37℃、38℃、39℃、40℃、41℃、42℃、43℃、44℃等。
44.本方案中所述抛丸处理采用磨料直径在0.8~1.2mm之间,其用于满足所述抛丸处理后,所述板材表面粗糙度在40~70μm之间。
45.本方案中所述板材的表面粗糙度可以为40μm、45μm、50μm、55μm、60μm、65μm等。
46.本方案中所述耐高温车间底漆为耐温无机硅酸锌车间底漆或水性车间底漆,所述耐高温车间底漆厚度为15~25μm。其中水性底漆为水溶性环保型金属防护底漆的简称。以水性树脂、无铅颜料、水等组成,具有干燥快、防护性能优等特点,可用于金属底材的底层保护用涂料。该涂料可采用浸涂、淋涂、喷涂等方法施工,适用于工业设备、交通工具和民用产品中金属底材的涂饰,特别适用于出口钢材表面的保护涂饰。
47.需要指出的是板材表面预处理时,板材通常为未进行精细切割且留有余量的,因此还需要对板材进行整形切割,因此还包括板材整形工序,所述板材整形工序包括板材辊平、板材切边及铣削加工。板材辊平通常采用辊平机进行,板材切边采用等离子切割或激光切割进行,板材辊平在板材切边后进行、并对组成同一拼板缝的两条长边同时铣削,铣削过程将板材长边铣削呈i型坡口结构。
48.本技术所述的薄板拼板用带漆激光复合焊接方法,还包括板材检查工序,所述板材检查工序需检查板材表面平整度、清洁度以及底漆完整性,所述板材对接焊接的边30
㎜
范围内耐高温车间底漆不能有划痕、缺失等情况。
49.耐高温底漆的划痕、缺失会导致板材材料本身暴露,可能会引起光学摄像跟踪装置400识别错误,导致焊接无法顺利进行。
50.为了保证焊接过程中带焊接板材之间的位置稳定,本技术中还包括装配定位,对整形工序整形完成的板材进行装配定位,并通过激光焊接方式,在距离焊缝端头300
㎜
处进行定位焊接形成定位焊点500。
51.可选的,于焊接连接前还包括焊接参数调试,根据不同板材厚度调节激光功率、离焦量、电弧电流、送丝速度、脉冲时间和频率等焊接参数,形成焊接工艺数据库,以保证焊缝完全熔透、成型饱满,并针对不同板材材料以及板材厚度形成焊接工艺数据库。
52.焊接工艺数据用于形成数据库,当再次对相同成分以及厚度的板材进行焊接时,可以直接从数据库中掉取相应的焊接参数直接使用,进而提高工作效率。
53.所述激光复合焊包括激光焊接设备200以及mag焊接设备300。需要指出的是,包括激光焊接以及mag焊的激光复合焊接技术属于本领域技术人员常规的技术手段,本技术中不对其进行详细说明。本领域技术人员均应知晓其具体的实现方式。
54.下面以8
㎜
厚钢板为例,对本技术的薄板拼板用带漆激光复合焊接方法进行举例说明:
55.钢板表面预处理,在钢材预处理流水线上对钢板校平、预热除去表面水分及部分油污、抛丸处理后喷涂1度无机硅酸锌耐高温车间底漆。
56.钢板整形,对预处理的钢板进行等离子切割,上辊平机进行辊平处理。检查钢板表面平整清洁,钢板长边30mm范围内车间底漆完整,并对组成同一拼板缝的两条长边同时铣削为i型坡口。
57.装配定位及焊接参数调试,铣削好的坡口进行装配定位,并采用激光在距离板缝端头300mm位置定位焊。根据板厚调取焊接参数,激光功率10.2kw,离焦量-1.8mm,电弧电流255a,送丝速度10200mm/min,脉冲时间1.5ms,脉冲频率280hz。
58.焊接及质量检验,采取选取的焊接参数进行焊接工艺,并进行拉伸试验和宏观金相试验,拉伸试样结果合格,在母材位置断裂,焊缝内部均匀一致。
59.相对于现有技术,本发明提出了一种适用于薄板拼板用带漆激光复合焊接方法,解决了薄板拼板焊接激光跟踪定位问题,焊缝质量无气孔、无飞溅,极大地提升了拼板焊接效率。
60.于本文的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、等方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”,仅仅用于在描述上加以区分,并没有特殊的含义。
61.在本说明书的描述中,参考术语“一实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
62.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以适当组合,形成本领域技术人员可以理解的其他实施方式。
63.以上结合具体实施例描述了本技术的技术原理。这些描述只是为了解释本技术的原理,而不能以任何方式解释为对本技术保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本技术的其它具体实施方式,这些方式都将落入本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1