一种航空发动机整体叶盘叶片修复控形方法及其装置使用
1.本发明涉及一种航空发动机整体叶盘叶片修复控形方法及其装置使用,属于航空航天领域。
背景技术:
2.航空发动机是当今世界上最复杂、多学科集成的工程机械系统,其设计和制造水平是一个国家科技实力、工业实力和国防实力的重要体现,在我国工业与国防体系中具有极其重要的地位。航空发动机整体叶盘将发动机转子叶片和轮盘制作成一体,是先进大推力航空发动机的一种新型结构部件,它的应用对于提高发动机性能、简化结构、降低重量、提高推重比和可靠性等方面具有重要的作用。
3.整体叶盘需要在高温、高压、高转速和高载荷的严酷条件下工作,服役环境较为恶劣,叶片容易出现叶片折损、断裂等大范围损伤和叶片缺角、卷边等小范围损伤。一般的修复步骤为:根据叶片损伤的严重情况将损伤区域切除,主要包括平切和斜切两种;利用三维扫描和逆向重构等获取叶片信息,进行修复路径规划;结合电弧、激光和电子束等修复工艺,通过增材再制造的方法重建损伤部分,形成修复件;确定加工余量,通过铣削将修复件进一步精加工处理,得到与原始叶片几何尺寸一致的修复件。
4.然而,在修复工艺确定后,由于叶片边缘过薄,直接的修复工艺可能造成边缘过度熔化甚至塌陷,导致后续修复难以继续进行。此外,对于整体叶盘来说,在修复过程中整体叶盘叶片的扭转曲面导致其没有合适的夹持点并且夹持端不允许对基体造成损伤。而传统叶片修复的工装夹具针对单个叶片对象,一般不适用于整体叶盘。此外,整体叶盘叶片修复是在狭小空间中进行的,可操作范围小。
技术实现要素:
5.本发明为解决整体叶盘叶片修复的边角过度熔化问题和相应修复过程不同截面类型的无伤柔性夹具设计问题,进而提出一种航空发动机整体叶盘叶片修复控形装置及其使用方法。
6.本发明为解决上述问题采取的技术方案是:本发明包括一种航空发动机整体叶盘叶片修复的柔性控形装置,包括主框架、两个移动滑槽、两个限位滑槽、两个n型滑块、定位槽、四个定位螺栓和四个定位螺母,两个移动滑槽对称设置在主框架的左右两侧,且每个移动滑槽设置在主框架上,两个限位滑槽对称设置在主框架的左右两侧,且每个限位滑槽设置在主框架上,两个n型滑块对称设置在主框架的前后两侧,且每个n型滑块滑动连接在主框架上,n型滑块的左右两端分别与两个移动滑槽接触,n型滑块的顶端设置有定位槽,n型滑块的左右两端分别插接有定位螺栓,每个定位螺栓的底端螺纹连接有定位螺母,所述一种航空发动机整体叶盘叶片修复的柔性控形装置还包括保护气体喷洒组件、固定组件、随型固定组件、两个固定螺栓和两个固定螺母,主框架上连接有保护气体喷洒组件,固定组件设置有一个以上,固定组件对称设置在主框架的左右两侧,且每个随型固定组件的前后两
端分别与两个n型滑块接触,两个固定螺栓分别与随型固定组件的前后两端插接,且每个固定螺栓的底端与对应的定位槽插接,定位槽的底端螺纹连接有固定螺母。
7.进一步的,所述保护气体喷洒组件包括方形运输管、运输孔、排气孔、双向螺栓和螺纹套筒,方形运输管设置有两个,两个方形运输管对称设置在主框架的左右两端,且每个方形运输管连接在主框架的一端上,每个方形运输管的前后两端分别设置有运输孔,两个方形运输管的相对面上沿长度均匀设置有一个以上的排气孔,双向螺栓设置有两个,两个双向螺栓对称设置在主框架的前后两侧,每个双向螺栓的两端分别螺纹连接有螺纹套筒,且螺纹套筒的一端与对应的方形运输管接触。
8.进一步的,所述固定组件包括定位顶栓、顶杆、夹持螺母a和夹持螺母b,定位顶栓的底端固接有顶杆,顶杆插接在其中一个限位滑槽内,夹持螺母a螺纹连接在定位顶栓上,夹持螺母b螺纹连接在定位顶栓上,且主框架的一端设置在夹持螺母a与夹持螺母b之间。
9.进一步的,所述随型固定组件包括两个分体式夹片和四个定位孔a,两个分体式夹片对称设置在n型滑块的左右两侧,且分体式夹片的前后两端分别设置有定位孔a,固定螺栓与定位孔a插接。
10.进一步的,所述随型固定组件还包括一体式夹片、夹持孔和两个定位孔b,一体式夹片的前后两端分别放置在两个n型滑块上,一体式夹片的中部设置有夹持孔,两个定位孔b对称设置在一体式夹片的前后两侧,且每个定位孔b设置在一体式夹片上,固定螺栓与定位孔b插接。
11.进一步的,所述一种航空发动机整体叶盘叶片修复的柔性控形方法的集体步骤如下:
12.步骤一、将待修复叶片插入随型固定组件中,并将随型固定组件的两端分别与两个n型滑块固定;
13.步骤二、利用固定组件对待修复叶片进行支撑固定;
14.步骤三、利用保护气体喷洒组件将保护气体喷洒在叶片表面,并开始进行修复。
15.进一步的,步骤一中随型固定组件的内边缘尺寸与叶片待修复截面轮廓一致。
16.本发明的有益效果是:通过对待修复叶片的定位控形、气体保护和随型柔性锁紧,可以实现路径规划和修复工艺的顺利进行,确保待修复叶片的边缘不会产生塌陷和变形,阻挡热源对基体的直接热影响,保证修复质量,本发明将复杂的叶片修复过程简单化、统一化,适应的待修复截面类型更多、适用的修复工艺更广。
附图说明
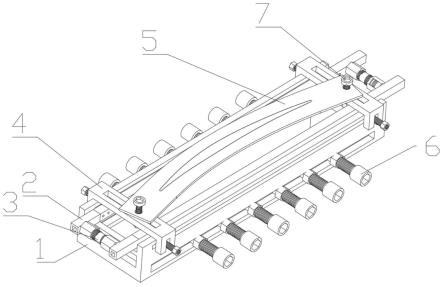
17.图1是本发明的总体结构示意图;
18.图2是主框架的结构示意图;
19.图3是主框架与方形运输管的连接示意图;
20.图4是n型滑块的结构示意图;
21.图5是分体式夹片的结构示意图;
22.图6是一体式夹片的结构示意图;
23.图7是定位顶栓的结构示意图;
24.图8是修复流程示意图:
25.图9是修复效果示意图。
具体实施方式
26.具体实施方式一:结合图1至图9说明本实施方式,本实施方式所述一种航空发动机整体叶盘叶片修复的柔性控形装置,包括主框架1、两个移动滑槽11、两个限位滑槽12、两个n型滑块4、定位槽41、四个定位螺栓42和四个定位螺母43,两个移动滑槽11对称设置在主框架1的左右两侧,且每个移动滑槽11设置在主框架1上,两个限位滑槽12对称设置在主框架1的左右两侧,且每个限位滑槽12设置在主框架1上,两个n型滑块4对称设置在主框架1的前后两侧,且每个n型滑块4滑动连接在主框架1上,n型滑块4的左右两端分别与两个移动滑槽11接触,n型滑块4的顶端设置有定位槽41,n型滑块4的左右两端分别插接有定位螺栓42,每个定位螺栓42的底端螺纹连接有定位螺母43,所述一种航空发动机整体叶盘叶片修复的柔性控形装置还包括保护气体喷洒组件、固定组件、随型固定组件5、两个固定螺栓7和两个固定螺母71,主框架1上连接有保护气体喷洒组件,固定组件设置有一个以上,固定组件对称设置在主框架1的左右两侧,且每个随型固定组件5的前后两端分别与两个n型滑块4接触,两个固定螺栓7分别与随型固定组件5的前后两端插接,且每个固定螺栓7的底端与对应的定位槽41插接,定位槽41的底端螺纹连接有固定螺母71。通过移动两个n型滑块4使两个n型滑块分别与随型固定组件5的前后两端接触,并利用固定螺栓7将随型固定组件5固定在n型滑块4上,保护气体喷洒组件放置在主框架1上,喷洒保护气体至叶片表面对叶片进行保护,在对叶片进行修复的时候,使所有固定组件分别与叶片的两端接触,从而对叶片进行固定,避免修复的过程中叶片选转。
27.具体实施方式二:结合图1至图9说明本实施方式,所述保护气体喷洒组件包括方形运输管2、运输孔21、排气孔22、双向螺栓3和螺纹套筒31,方形运输管2设置有两个,两个方形运输管2对称设置在主框架1的左右两端,且每个方形运输管2连接在主框架1的一端上,每个方形运输管2的前后两端分别设置有运输孔21,两个方形运输管2的相对面上沿长度均匀设置有一个以上排气孔22,双向螺栓3设置有两个,两个双向螺栓3对称设置在主框架1的前后两侧,每个双向螺栓3的两端分别螺纹连接有螺纹套筒31,且螺纹套筒31的一端与对应的方形运输管2接触。将两个方形运输管2分别放置在主框架的左右两侧,并通过旋转螺纹套筒31改变螺纹套筒31与双向螺栓3之间的距离,从而确保螺纹套筒31与方形运输管2贴合的时候,方形运输管2与主框架1贴合,从而保证两个方形运输管2在修复过程中不会移动,利用方形运输管2两端设置的运输孔21将保护气体运输到方形运输管2的内部,并使保护气体从方形运输管2上设置的所有排气孔22中流出,与待修复的叶片接触,对叶片表面进行保护。
28.其他组成及连接方式与具体实施方式一相同。
29.具体实施方式三:结合图1至图9说明本实施方式,所述固定组件包括定位顶栓6、顶杆61、夹持螺母a62和夹持螺母b63,定位顶栓6的底端固接有顶杆61,顶杆61插接在其中一个限位滑槽12内,夹持螺母a62螺纹连接在定位顶栓6上,夹持螺母b63螺纹连接在定位顶栓6上,且主框架1的一端设置在夹持螺母a62与夹持螺母b63之间。将主框架1的两端分别与夹持螺母a62和夹持螺母b63接触,使限位滑槽12位于夹持螺母a62与夹持螺母b63之间,将定位顶栓6插入限位滑槽12内,旋转定位顶栓6,改变定位顶栓6与限位滑槽12之间的距离,
使定位顶栓6上连接的顶杆61与叶片的一端接触,从而对叶片进行支撑,避免修复过程中叶片旋转。
30.其他组成及连接方式与具体实施方式一相同。
31.具体实施方式四:结合图1至图9说明本实施方式,所述随型固定组件5包括两个分体式夹片51和四个定位孔a52,两个分体式夹片51对称设置在n型滑块4的左右两侧,且分体式夹片51的前后两端分别设置有定位孔a52,固定螺栓7与定位孔a52插接。利用两个分体式夹片51分别对叶片的两端进行支撑,使工人能够便于对叶片截面进行修复的同时,不会对叶片本身进行损伤。
32.其他组成及连接方式与具体实施方式一相同。
33.具体实施方式五:结合图1至图9说明本实施方式,所述随型固定组件5还包括一体式夹片53、夹持孔54和两个定位孔b55,一体式夹片53的前后两端分别放置在两个n型滑块4上,一体式夹片53的中部设置有夹持孔54,两个定位孔b55对称设置在一体式夹片53的前后两侧,且每个定位孔b55设置在一体式夹片53上,固定螺栓7与定位孔b55插接。将待修复叶片插入夹持孔54内,使一体式夹片53能够对叶片进行夹持,使工人能够便于对叶片截面进行修复的同时,不会对叶片本身进行损伤。
34.其他组成及连接方式与具体实施方式五相同。
35.具体实施方式六:结合图1至图9说明本实施方式,所述一种航空发动机整体叶盘叶片修复的柔性控形方法的集体步骤如下:
36.步骤一、将待修复叶片插入随型固定组件5中,并将随型固定组件5的两端分别与两个n型滑块4固定;
37.步骤二、利用固定组件对待修复叶片进行支撑固定;
38.步骤三、利用保护气体喷洒组件将保护气体喷洒在叶片表面,并开始进行修复。
39.通过上述步骤完成对待修复叶片的修复。
40.具体实施方式七:结合图1至图9说明本实施方式,步骤一中随型固定组件5的内边缘尺寸与叶片待修复截面轮廓一致。避免随型固定组件5对叶片基体造成损伤。
41.实施例
42.整体叶盘在运转的过程中叶片容易出现叶片折损、断裂等大范围损伤和叶片缺角、卷边等小范围损伤,对此的修复步骤如图8所示:a、根据叶片损伤的严重情况将损伤区域切除,主要方式为平切和斜切;b、利用三维扫描和逆向重构等获取叶片信息,进行修复路径规划;c、结合电弧、激光和电子束等修复工艺,通过增材再制造的方法修复损伤部分,形成修复件,确定加工余量,通过铣削将修复件进一步精加工处理,得到与原始叶片几何尺寸一致的修复件。
43.使用本发明时,提前准备好切除损伤部分的待修复叶片截面,根据叶片的截面轮廓制作相应的分体式夹片51或一体式夹片53,所述分体式夹片51边缘开有2mm的u形槽口便于固定,两侧较叶片边缘伸长15mm作为修复的起始点,厚度为1mm;所述一体式夹片53厚度为1mm,分体式夹片51与一体式夹片53内边缘尺寸与叶片待修复截面轮廓一致,且略宽于叶片基体,可以很大程度的缓解热源对基体的直接热影响。其中分体式夹片51适用范围更广,一体式夹片53的成本更低。将随型固定组件5通过固定螺栓7固定在n型滑块4上,将n型滑块4通过定位螺栓42与定位螺母43固定在主框架1上设置的移动滑槽11内。调整位置,使叶片
截面处于装置的中部,并且使叶片截面与随型固定组件5的表面在同一平面上。根据待修复截面的外形选择合适数量的定位顶栓6,定位顶栓6与主框架1下限位滑槽12的位置,拧紧夹持螺母a62与夹持螺母b63使顶杆61紧贴待修复叶片侧壁,实现航空发动机整体叶盘叶片的固定。最后,插入方形运输管2,使用双向螺栓3与螺纹套筒31将方形运输管2固定在主框架1的上壁内边缘,并利用排气孔22将保护气体喷洒在叶片上即可进行相应的修复工艺。
44.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1