旋转式焊接系统的制作方法
1.本技术涉及焊接工装的技术领域,尤其是涉及一种旋转式焊接系统。
背景技术:
2.在空调器生产过程中,根据焊接工序要求,制冷系统通常会分解为多个焊接结构组件提前预制,在相应的工装上进行装配、充氮、焊接、冷却;若焊接工装位置固定,操作者要在焊接组件完毕后,再进行下一个焊接组件的预装配及焊接,此动作不断重复。
3.在焊接过程中会产生以下缺陷:1)预装配和焊接工序不连续,使焊接效率降低,操作者劳动强度加大,导致生产效率和产能降低;2)焊接完成后,可能由于人为疏忽导致忘记冷却工件,而导致焊工取工件时导致严重的烫伤;3)在焊接时未向工件充入氮气,或氮气量不足,或在工件未冷却前关闭氮气,导致焊接工件被氧化,从而轻则导致空调器系统堵塞,重则导致空调器压缩机烧毁;4)在不连续焊接工作中,焊枪和氮气阀门的频繁开启和关闭均由人为依据经验控制,以及旺季作业时为提升效率,部分员工选择常开焊枪和氮气阀,均造成巨大的能源浪费。
4.综上,如何提高加工效率、提高加工质量成为本领域技术人员亟待解决的技术问题。
技术实现要素:
5.为了解决现有技术中焊接效率低且加工质量不稳定的问题,本技术提供一种旋转式焊接系统,可实现不同工序的同时进行,同时能够有效保证各个工序的加工质量。
6.本技术提供的一种旋转式焊接系统采用如下的技术方案:一种旋转式焊接系统,包括具有多个加工位的旋转平台,多个所述加工位独立设置;位置检测装置,用于实时检测焊接后工件的位置信息;冷却装置,基于所述位置检测装置的检测信息进行焊接后工件的冷却;充气装置,用于为多个所述加工位分别提供保护气体;承载装置,用于承载所述旋转平台;在工作状态下,焊接后的工件在所述旋转平台的带动下旋转,当所述位置检测装置检测到焊接后工件时,所述旋转平台停止,所述冷却装置对工件进行冷却。
7.通过采用上述技术方案,多个加工位满足预装配和焊接工序的需求,同时满足连续焊接需求;在加工过程中,实现工件焊接过程中的保护气精准供应,有效避免保护气供量不足或者供应过量情况的发生,大大提高焊接质量;同时还可以实现不同工件的无间隙高效焊接、焊接后工件的自动化精准识别以及自动化冷却,消除漏冷却情况的发生,保证操作人员的安全性,大大缩短操作周期,提高工作效率。
8.优选地,所述位置检测装置包括信号接收器以及多个信号发射器,多个所述信号发射器分别装设于多个所述加工位;
在工作过程中,当加工位完成工件焊接后,对应的信号发射器启动。
9.通过采用上述技术方案,实现对每个加工位上焊接后工件的精准识别,保证不遗漏任一焊接后的工件,实现百分之百的焊接后冷却。
10.优选地,所述承载装置包括基座以及装设于所述基座上的立柱;所述旋转平台可旋转地装设于所述立柱的顶部;所述冷却装置装设于所述基座。
11.通过采用上述技术方案,保证对旋转平台的稳定承载且不影响旋转平台的旋转;冷却装置与旋转平台互不干涉设置,保证冷却效果。
12.优选地,所述充气装置包括导气组件和分气头组件;所述导气组件包括气阀门、静导气管和动导气管,所述气阀门用于控制所述静导气管与气源的通断;所述静导气管装设于所述基座;所述动导气管与所述静导气管通过轴承组件连接;所述分气头组件包括多个子导气管,多个所述子导气管的进气端均与所述动导气管的出气端连通;每个所述子导气管的出口端均设有与每个所述加工位匹配的气管头。
13.通过采用上述技术方案,保证对焊接工序中不同加工位工件保护气的分别供应,互不影响,同时与旋转平台的旋转互不干涉。
14.优选地,所述子导气管上设置有气流监测装置,以实时获取管内的气流强度。
15.通过采用上述技术方案,实现对不同子导气管的实时监控,保证每个加工位装夹工件焊接过程中保护气的充足供应。
16.优选地,所述冷却装置包括输水管、水泵以及冷却喷头,所述水泵用于控制所述输水管与水源的通断;所述冷却喷头装设于所述输水管远离水源的一端,用于对焊接后工件喷淋冷却。
17.通过采用上述技术方案,实现对焊接后工件的快速冷却。
18.优选地,所述冷却装置设置有一个或多个;当所述冷却装置设置有多个时,多个所述冷却装置分别与多个所述加工位对应设置。
19.通过采用上述技术方案,实现对批量焊接后工件的同时冷却,有效提高冷却效率。
20.优选地,所述旋转平台的下方设置有容纳水源的供水槽,所述输水管的吸水端设置于所述供水槽内部;所述供水槽内设置有水位监测装置,以实时监测水位高度。
21.通过采用上述技术方案,无需额外的水源供应,实现旋转式焊接系统的独立性;水位监测装置的设置,实现水位的自动检测,保证喷淋冷却水量充足。
22.优选地,还包括总控中心和报警装置,所述报警装置、所述气流监测装置、所述水位监测装置均与所述总控中心信号连接;当所述气流监测装置监测到对应所述子导气管内的气流强度小于预设气流强度时,和/或,所述水位监测装置监测的水位高度小于预设水位高度时,触发报警装置。
23.通过采用上述技术方案,实现自动化监控,有效避免人为因素导致的质量和安全问题。
24.优选地,所述基座上还设置有手动档踏板;
当所述旋转平台处于自动模式时,所述手动档踏板在所述总控中心的控制下断电;当所述旋转平台处于手动模式时,所述手动档踏板在所述总控中心的控制下启动。
25.通过采用上述技术方案,可选择手动模式过自动模式,增强操作者对本系统的适应性,更具人性化。
26.综上,本技术包括以下至少一种有益技术效果:1.通过本技术公开的方案,多个加工位满足预装配和焊接工序的需求,同时满足连续焊接需求;在加工过程中,为多个加工位分别提供保护气体的充气装置,能够实现工件焊接过程中的保护气精准供应,有效避免保护气供量不足或者供应过量情况的发生,大大提高焊接质量;同时还可以实现不同工件的无间隙高效焊接、焊接后工件的自动化精准识别以及自动化冷却,消除漏冷却情况的发生,保证操作人员的安全性,大大缩短操作周期,提高工作效率。
27.2.通过旋转式平台,可搭配多种类型的工装夹具,分配对应的辅助装配工可实现无间歇焊接;通过充气装置和冷却装置的自动运行,可同时保证焊接工件的质量,焊工装配工的安全性和劳动量;通过气流监测装置、水位监测装置以及报警装置的设置,可避免人为因素导致的质量和安全问题。
28.3.本技术可实现手动、自动的灵活调控,增强操作者对本系统的适应性,更具人性化。
附图说明
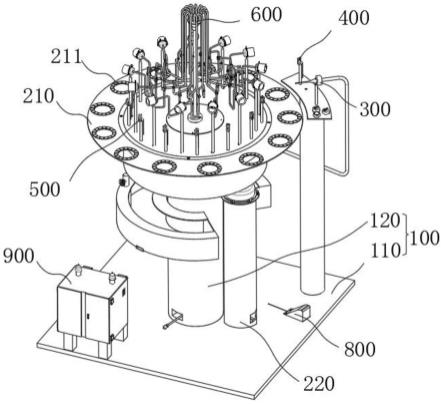
29.图1是本技术的一种具体实施例的立体结构示意图。
30.图2是图1中的充气装置和冷却装置的结构示意图。
31.图3是图1中的旋转平台和立柱的剖视示意图。
32.附图标记说明:100、承载装置;110、基座;120、立柱;210、旋转平台;211、加工位;220、驱动装置;221、电机;222、主齿轮;223、从齿轮;224、保护罩;225、电机支柱;300、冷却装置;310、输水管;320、水泵;330、冷却喷头;340、支架;350、模式按钮;400、信号接收器;500、信号发射器;600、充气装置;611、静导气管;612、动导气管;620、分气头组件;621、子导气管;622、气管头;623、转换头;700、供水槽;800、手动档踏板;900、电控箱。
具体实施方式
33.以下结合附图1至附图3对本技术作进一步详细说明。
34.参照图1和图2,本技术实施例公开了一种旋转式焊接系统,用于焊接制冷系统的零部件,具体包括承载装置100、旋转平台210、位置检测装置、冷却装置300和充气装置600,承载装置100包括基座110以及装设于基座110上的立柱120,旋转平台210可旋转地装设于立柱120的顶部,冷却装置300装设于基座110;通过立柱120的设置保证对旋转平台210的稳定承载,通过旋转平台210与冷却装置300的分离式设置不影响旋转平台210的旋转,即冷却装置300与旋转平台210互不干涉设置,保证对旋转平台210上的不同工位的已焊接工件的冷却效果。
35.旋转平台210用于装设待焊接的工件,旋转平台210具有多个独立设置的加工位211,并且多个加工位211独立设置,满足预装配工序、焊接工序等其它工序的同一平台作业,即多个加工位211可搭配多种类型的工装夹具,分配对应的辅助装配工可实现无间歇焊接。
36.当一部分工件完成预装配后,通过充气装置600实现批量保护气体对应工位自动供应,配合操作人员实现批量焊接,无需人工依靠经验进行保护气体的供应,既能满足焊接需求,又能防止保护气体的供应不足或者浪费。然后通过位置检测装置实现焊接后工件的精装定位,通过冷却装置300实现批量工件的同时冷却;通过该系统,可实现预装配与焊接工序的连续,有效提高焊接效率,降低操作者劳动强度,进而提高生产效率和产能;焊接完成后,通过位置检测装置的自动定位,不会遗漏任一个焊接后的工件,保证全部冷却;同时,通过充气装置600可实现每个工位的自动对应充气,有效避免保护气供应不足或者不到位情况的发生,保证焊接质量。
37.具体地,多个加工位211以旋转平台210的旋转中心为中心均匀设置,多个独立设置的加工位211有效解决焊接工件的单一问题,即可满足不同型号工件的焊接需求。
38.进一步地,对于不规则的工件或者旋转过程中位置易变动的工件,多个加工位211还分别可设有可拆卸的工装板,根据焊接工件不同,可灵活更换相应的焊接工装夹具(即工装板)进行工件的定位。
39.进一步地,多个加工位211还可以同时设置在一整块工装板上,通过工装板的整体拆卸,满足不同型号工件的焊接需求。
40.位置检测装置用于实时检测焊接后工件的位置信息;具体地,位置检测装置包括信号接收器400以及多个信号发射器500,多个信号发射器500分别装设于多个加工位211;在工作过程中,当加工位211完成工件焊接后,对应的信号发射器500启动,信号接收器400基于接收到的信号发射器500,触发冷却装置300进行对应工位焊接后工件的冷却,实现对每个加工位211上焊接后工件的精准识别,保证不遗漏任一焊接后的工件,实现百分之百的焊接后冷却。
41.进一步地,多个信号发射器500均匀设置在旋转平台210上,且多个信号发射器500设置在多个加工位211的内侧,多个信号发射器500所处的拟合圆与多个加工位211所处的拟合圆为同心圆;信号接收器400设置在加工位211的外侧,通过信号发射器500、信号接收器400分别设置在加工位211的不同侧,实现对工件位置的精准定位,提高焊接时的充气精度以及焊接后的冷却喷淋精度。
42.冷却装置300包括输水管310、水泵320以及冷却喷头330,水泵320用于控制输水管310与水源的通断;冷却喷头330装设于输水管310远离水源的一端,用于对焊接后工件喷淋冷却。具体地,冷却喷头330设置于支架340的顶部,以实现与旋转平台210上加工位211的高度匹配。
43.旋转平台210的下方设置有容纳水源的供水槽700,供水槽700装设于立柱120,输水管310的吸水端设置于供水槽700内部,无需额外的水源供应,实现旋转式焊接系统的独立性。
44.供水槽700内设置有水位监测装置,用于实时监测水位高度;供水槽700内还设置有泄水阀,用于排污以及长时间不用设备时的泄水。
45.在本实施例中优选地,冷却喷头330的前端为软质铜管,后端为软质圆柱橡胶体。
46.进一步地,信号接收器400也设置于支架340的顶部,并与冷却喷头330的位置对应设置,保证已焊接工件的全部监测冷却。
47.充气装置600用于为多个加工位211分别提供保护气体;优选地,充气装置600包括导气组件和分气头组件620,其中,导气组件包括气阀门、静导气管611和动导气管612,气阀门用于控制静导气管611与气源的通断;静导气管611装设于基座110,动导气管612与静导气管611通过轴承组件连接,即可相对转动连接。在工作状态下,动导气管612与旋转平台210同步转动,静导气管611则一直固定。
48.进一步地,动导气管612与立柱120之间也设置有轴承组件,保证动导气管612与立柱120的相对转动,既能实现对动导气管612的承载,又不影响动导气管612的转动。
49.分气头组件620包括多个子导气管621,多个子导气管621的进气端均与动导气管612的出气端连通;每个子导气管621的出口端均设有与每个加工位211匹配的气管头622,保证对焊接工序中不同加工位211工件保护气的分别供应,互不影响,同时与旋转平台210的旋转互不干涉。
50.多个气管头622向外呈辐射状设置,互不干扰,满足多个工件的焊接需求。
51.进一步地,多个子导气管621的进气端通过转换头623与动导气管612的出气端连接,转换头623为喇叭状金属体,转换头623的底部为中心开孔的圆柱,以与动导气管612连通,顶部均布有多个与圆柱连通的孔位,以分别与多个子导气管621连通,以将动导气管612中传出的气体均分至每个气管头622中。
52.每个气管头622均通过一个气管头支架设置于旋转平台210的上方,具体地,气管头支架包括与旋转平台210固定的金属圆柱以及上方用于固定气管头622的u型金属板,实现对气管头622的精准限位。
53.进一步地,气管头622与子导气管621之间还设置有气管接头,气管接头为底部开孔的u型橡胶套筒,以提高气管头622与子导气管621之间的连接紧密性。
54.优选地,子导气管621上设置有气流监测装置,以实时获取管内的气流强度,实现对不同子导气管621的实时监控,保证每个加工位211装夹工件焊接过程中保护气的充足供应。
55.在本实施例中,保护气体优选为氮气,通过与多个加工位211匹配的多个气管头622,有效保证氮气达到各焊接接头处,有效地排出空气,避免焊缝金属与空气中的氧气反应。
56.进一步地,该系统还包括总控中心和报警装置,报警装置、气流监测装置、水位监测装置均与总控中心信号连接;当气流监测装置监测到对应子导气管621内的气流强度小于预设气流强度时,和/或,水位监测装置监测的水位高度小于预设水位高度时,触发报警装置,实现自动化监控,有效避免人为因素导致的质量和安全问题。
57.在本实施例中,报警装置优选设置在电控箱900上,以进行水量和气流量不足报警。
58.冷却装置300设置有一个或多个;当冷却装置300设置有多个时,多个冷却装置300分别与多个加工位211对应设置,实现对批量焊接后工件的同时冷却,有效提高冷却效率。
59.在本实施例中,供水槽700优选为开口朝上的半圆形槽状结构或者开口朝上的弧
形槽状结构。
60.基座110上还设置有手动档踏板800,用于在手动状态下控制旋转平台210的旋转动作。当旋转平台210处于自动模式时,手动档踏板800在总控中心的控制下断电;当旋转平台210处于手动模式时,手动档踏板800在总控中心的控制下启动。
61.进一步地,支架340的顶部还设置有模式按钮350、开关按钮以及用于急停设备的急停按钮,由位于基座110上的手动踏板、电控箱900构成模式选择装置,在将开关旋钮旋到“开”档位,模式旋钮旋到“自动”档位时,设备自动运行;在将开关旋钮旋到“开”档位,模式旋钮旋到“手动”档位,每按一次手动档踏板800,旋转平台210步进一次,即旋转一个工位间隔。
62.参照图3,驱动装置220包括电机221、主齿轮222和从齿轮223,其中,电机221通过电机支柱装设于基座110;主齿轮222固定设置于电机221的动力输出端;从齿轮223与主齿轮222外啮合传动设置,具体地,从齿轮223套设于立柱120的顶部外侧,且与立柱120通过轴承组件连接,旋转平台210固设于从齿轮223的顶部;在工作状态下,电机221通过主齿轮222、从齿轮223为旋转平台210提供旋转动能,实现对旋转平台210的精准旋转控制。
63.从齿轮223的外部还设置有保护罩224,用于完全包裹住从齿轮223;旋转平台210的中心还设置有防尘盖,用于遮住从齿轮223,防止从齿轮223裸露损坏,提高其使用寿命。
64.电机221的运行状态由总控中心控制或者由电控箱900内的控制单元控制。
65.本技术实施例一种旋转式焊接系统的实施原理为:在工作状态下,焊接后的工件在旋转平台的带动下旋转,当位置检测装置检测到焊接后工件时,旋转平台停止,冷却装置对工件进行冷却。在焊接过程中,为多个加工位分别提供保护气体的充气装置可实现工件焊接过程中的保护气精准供应,有效避免保护气供量不足或者供应过量情况的发生,大大提高焊接质量,不同于现有技术中人工凭经验控制保护气的供应时间,充气装置可自动精准地提供保护气的量;同时还可以实现不同工件的无间隙高效焊接、焊接后工件的自动化精准识别以及自动化冷却,消除漏冷却情况的发生,保证操作人员的安全性,大大缩短操作周期,提高工作效率。
66.在自动模式下,选择需要焊接的工件的工装板,安装在旋转平台上,用螺栓固定,将工件零件拼装在工装板上的工装上,将气管头接在工件充气口上,完成后开启电源,打开气源阀门,将开关旋钮拧在“开”上,将模式旋钮拧在“自动”上,旋转平台开始启动,信号发射器发射信号,直至旋转到信号接收器接收到信号后,旋转平台在工位所处应的位置处停止或者缓慢转动,满足焊接需求。
67.具体地,相应电动气阀打开,为处于对应加工位上的工件充气,焊工焊接工件,在设定时间结束后,即完成焊接后,旋转平台开始正常速度或者快速旋转,在信号接收器接收到下一个信号发射器发射的信号后,旋转停止,水泵启动为焊接完成的工件淋水,设定水泵淋水时间到后,水泵停止,工件冷却结束,电动气阀随即关闭,通气结束,一个焊接流程结束。焊工开始焊接下一个工件,开启新循环。
68.在焊接完成的工件旋转到辅助工工位时,辅助工将气管头取下,放置在气管头支架上,将工件取下,放置在完成区,取新零部件拼装在工装上,将气管头装在工件充气口,以此完成一个完整流程,待下一个完成工件到位后,重复上述操作。
69.当在手动档模式下时,在模式选择时,将模式旋钮旋到“手动”档位,此时每踏一次
手动踏板,设备步进一次,其它操作与自动模式相同。
70.通过本技术公开的旋转式焊接系统,可灵活设置焊工位置,根据焊工工位与冷却工位的间隔,设置在开机时冷却装置跳过相应的操作数量;更改辅助工位置时不需要其它任何调整。
71.在一位焊工配多位辅助工时,无需对设备进行任何更改;在一位辅助工配多位焊工时,在信号接收器接收到信号时,同时打开相应位置与数量的电动气阀,并设置接收到一定数量信号,执行一次电动气阀开启动作,同时增大气源流量。当焊接工件过大需减少工装板上的工件数量时,可手动关闭部分信号接收器,或设置跳过部分信号;当焊接工件小需增加工装板上的数量时,可在一根气管上接多个气管接头,在水管上接多个冷却喷头,同时增加相应支架数量,并加大气源流量和水泵流量。
72.本技术公开的旋转式焊接系统用于制冷系统零部件的焊接,能实现自动充气自动冷却,具有更强的工件适用性和操作人性化,有效提高工作质量、提高工作效率、减少安全隐患、降低成本以及降低劳动强度。
73.在本技术的其它实施例中,位置检测装置还可以包括多个信号接收器以及一个信号发射器,多个信号接收器分别装设于多个加工位,信号发射器与冷却装置匹配设置,并且处于常开状态;在工作过程中,当加工位完成工件焊接后,当信号接收器接收到发射的信号时,则对对应的工位进行工件冷却;即信号接收器与信号发射器的配合设置,可精准定位旋转平台的启动与停止,水泵的起动与停止,电动气阀的开启与关闭,实现焊接工件的百分之百冷却。
74.在自动模式下,选择需要焊接的工件的工装板,安装在旋转平台上,用螺栓固定,将工件零件拼装在工装板上的工装上,将气管头接在工件充气口上,完成后开启电源,打开气源阀门,将开关旋钮拧在“开”上,将模式旋钮拧在“自动”上,旋转平台开始旋转,信号发射器发射信号,信号接收器接收信号后,相应电动气阀打开,为处于对应加工位上的工件充气,焊工焊接工件,在设定时间结束后,旋转平台旋转,在下一个信号接收器接收到信号后,旋转停止,水泵启动为焊接完成的工件淋水,设定水泵淋水时间到后,水泵停止,工件冷却结束,电动气阀随即关闭,通气结束,一个焊接流程结束。焊工开始焊接下一个工件,开启新循环。在焊接完成的工件旋转到辅助工工位时,辅助工将气管头取下,放置在气管头支架上,将工件取下,放置在完成区,取新零部件拼装在工装上,将气管头装在工件充气口,以此完成一个完整流程,待下一个完成工件到位后,重复上述操作。
75.需要说明的是,在本发明的描述中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
76.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
77.术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、物品或者设备/装置所固有的要素。
78.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1