一种钢结构甲板的换板方法与流程
1.本发明属于船舶建造技术领域,尤其涉及到一种钢结构甲板的换板方法。
背景技术:
2.船舶修理、改装、建造时,由于甲板损坏、腐蚀、甲板改装等需要更换甲板及其扶强材的情况。
3.目前广泛使用的换板方法,是将更换区域划分大小后的甲板与扶强材进行拼装成部件,扶强材与甲板为整齐断开。后吊装到更换处,面对大面积的换板,需要对开口四周进行临时加强,并快速的装配焊接,防止结构变形。上述方法换板的范围越大,产生结构变形越不容易控制,影响船体的精度;舱室内施工空间有限,换板面积又大的工况下,拼装扶强材后的甲板部件不易或无法运输进舱室;无法满足一些高新船舶对甲板扶强材断缝尽量少的要求,影响结构的强度。
技术实现要素:
4.本发明的目的在于克服上述现有技术中存在的不足,提供一种钢结构甲板的换板方法,本发明的方法通过将待更换的甲板区域分割为多个换板区域进行切割更换,在控制船舶甲板结构变形、减少临时加强的拆装的同时,在舱室的有限空间内完成大面积换板,减少了扶强材断缝。
5.为了实现上述发明目的,本发明专利提供的技术方案如下:
6.一种钢结构甲板的换板方法,该方法具体包括如下步骤:
7.第一步,清理并移除待更换船舶甲板中的船舶甲板结构面和船舶甲板非结构面上的敷料、设备、管系、舾装件和电缆,并在船舶甲板非结构面上堪划出甲板更换断缝形成待更换甲板区域;
8.第二步,根据待更换甲板区域甲板焊缝将待更换甲板区域分为多个换板区域,根据换板区域内的甲板纵横扶强材的排列方向划制分割线将每个换板区域分割为多个切割方格;
9.第三步,使用火焰割炬沿着分割线对换板区域中的切割方格进行切割,切割方格切除后,再将甲板纵横扶强材上端连接的甲板结构通过砂轮机进行割除,完成换板区域的甲板切割;
10.第四步,将换板区域的新甲板安装在对应的换板区域内,并将新甲板与船体甲板进行焊接,完成新甲板的更换与焊接;
11.第五步,重复第三步和第四步看,完成更换甲板区域内所有甲板的更换安装;
12.第六步,更换甲板区域内所有甲板的更换安装完成后,将甲板纵横扶强材中的非t型材拆除,更换新的非t型材;
13.第七步,非t型材更换完成后,将甲板纵横扶强材中的t型材进行拆除更换,t型材更换完成后,对更换的新甲板进行火工矫正。
14.上述第一步中船舶甲板上设置有甲板纵横扶强材的为船舶甲板结构面,船舶甲板上未设置有甲板纵横扶强材的为船舶甲板非结构面。
15.上述甲板纵横扶强材包括t型材和非t型材,所述非t型材为球扁钢或扁钢。
16.上述甲板更换断缝划制时,所述甲板更换断缝不与所述甲板纵横扶强材的排布位置重合。
17.上述第二步中甲板焊缝为原船舶甲板搭载安装时的焊接缝。
18.上述第三步中使用火焰割炬沿着分割线对换板区域中的切割方格进行切割的具体步骤为:
19.s31,换板区域划分完成后,先对称切割船舶两舷的换板区域,再切割靠近船中的换板区域;
20.s32,船舶两舷侧的换板区域切割后,进行船舶两舷侧的新甲板更换,船舶两舷侧的新甲板更换完成后,再对称切割靠近船中的换板区域并进行新甲板更换;
21.s33,重复步骤s31和s32,完成所有换板区域的新甲板的安装。
22.上述第四步中新甲板安装时与船舶甲板焊接时,先将新甲板与原船舶甲板连接的焊缝进行焊接,与相邻换板区域的新甲板连接的焊缝不焊接,当相邻换板区域的新甲板安装时再将相邻新甲板之间的焊缝进行焊接,完成所有换板区域的新甲板安装焊接;所述新甲板安装时,所述新甲板的边缘焊缝范围为0-2mm,相邻所述换板区域的新甲板平整超差范围为0-1mm。
23.上述第六步中非t型材拆除更换的具体步骤为:先对称拆除船舶两舷侧换板区域的非t型材,再将非t型材进行更换,再对称拆除靠近船中换板区域的非t型材,再进行非t型材的更换,完成所有换板区域内的非t型材更换安装;所述非t型材安装时的平整超差范围为0-1mm。
24.上述第七步中t型材包括纵向t型材和横向t型材,所述纵向t型材和所述横向t型材相互平行,所述横向t型材与所述纵向t型材相交处的所述横向t型材断开,所述纵向t型材为连续t型材。
25.上述t型材安装时的具体步骤为:先对称拆除船舶两舷侧换板区域的横向t型材,再进行横向t型材的更换,再对称拆除靠近船中换板区域的横向t型材,再进行横向t型材的更换,横向t型材更换完成后,再根据横向t型材的更换顺序将纵向t型材更换完成,完成所有换板区域内t型材更换安装;t型材更换完成后,对更换的新甲板进行火工矫正时,所述待更换甲板区域的平整度偏差不超过4mm。
26.基于上述技术方案,本发明专利一种钢结构甲板的换板方法法经过实践应用取得了如下技术优点:
27.1.本发明一种钢结构甲板的换板方法通过将待更换的甲板区域分割为多个换板区域进行切割更换,在控制船舶甲板结构变形、减少临时加强的拆装的同时,在舱室的有限空间内完成大面积换板,减少了扶强材断缝。
28.2.与现有技术相比,本发明一种钢结构甲板的换板方法通过将扶强材断缝与甲板断缝错开设置,提高了结构精度,保证结构强度。
29.3.本发明一种钢结构甲板的换板方法通过将船舶甲板和甲板纵横扶强材分布拆除更换,减少了加强结构的设置,避免了结构变形,同时提高了船舶甲板的更换效率,缩短
了更换周期。
附图说明
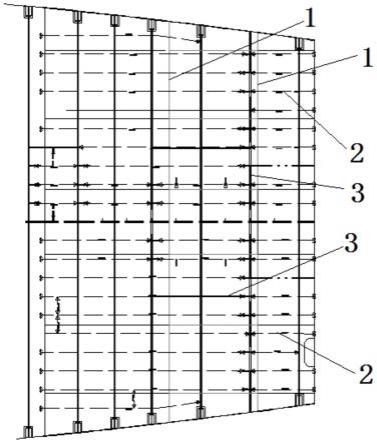
30.图1是本发明一种钢结构甲板的换板方法中的待更换甲板区域结构图。
31.图2是本发明一种钢结构甲板的换板方法中的甲板纵横扶强材结构图。
具体实施方式
32.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
33.如图1和如图2所述,本发明属于一种钢结构甲板的换板方法,该方法具体包括如下步骤:
34.第一步,清理并移除待更换船舶甲板中的船舶甲板结构面和船舶甲板非结构面上的敷料、设备、管系、舾装件和电缆,并在船舶甲板非结构面上堪划出甲板更换断缝1形成待更换甲板区域;
35.第二步,根据待更换甲板区域甲板焊缝将待更换甲板区域分为多个换板区域5,根据换板区域5内的甲板纵横扶强材的排列方向划制分割线将每个换板区域5分割为多个切割方格;
36.第三步,使用火焰割炬沿着分割线对换板区域5中的切割方格进行切割,切割方格切除后,再将甲板纵横扶强材上端连接的甲板结构通过砂轮机进行割除,完成换板区域5的甲板切割;将待更换的甲板区域分割为多个换板区域5进行切割更换,在控制船舶甲板结构变形、减少临时加强的拆装的同时,在舱室的有限空间内完成大面积换板,减少了扶强材断缝;
37.第四步,将换板区域5的新甲板安装在对应的换板区域5内,并将新甲板与船体甲板进行焊接,完成新甲板的更换与焊接;
38.第五步,重复第三步和第四步看,完成更换甲板区域内所有甲板的更换安装;
39.第六步,更换甲板区域内所有甲板的更换安装完成后,将甲板纵横扶强材中的非t型材2拆除,更换新的非t型材2;
40.第七步,非t型材2更换完成后,将甲板纵横扶强材中的t型材3进行拆除更换,t型材3更换完成后,对更换的新甲板进行火工矫正;通过将船舶甲板和甲板纵横扶强材分布拆除更换,减少了加强结构的设置,避免了结构变形,同时提高了船舶甲板的更换效率,缩短了更换周期。
41.上述第一步中船舶甲板上设置有甲板纵横扶强材的为船舶甲板结构面,船舶甲板上未设置有甲板纵横扶强材的为船舶甲板非结构面。
42.上述甲板纵横扶强材包括t型材3和非t型材2,所述非t型材2为球扁钢或扁钢。
43.上述甲板更换断缝1划制时,所述甲板更换断缝1不与所述甲板纵横扶强材的排布位置重合。
44.上述第二步中甲板焊缝为原船舶甲板搭载安装时的焊接缝4;根据船舶甲板的焊
接缝4将待更换的甲板区域分为多个换板区域5,在进行甲板切割时,不损坏甲板纵横扶强材的同时,便于进行甲板切割和更换,提高了更换效率。
45.上述第三步中使用火焰割炬沿着分割线对换板区域5中的切割方格进行切割的具体步骤为:
46.s31,换板区域5划分完成后,先对称切割船舶两舷的换板区域5,再切割靠近船中的换板区域5;
47.s32,船舶两舷侧的换板区域5切割后,进行船舶两舷侧的新甲板更换,船舶两舷侧的新甲板更换完成后,再对称切割靠近船中的换板区域5并进行新甲板更换;
48.s33,重复步骤s31和s32,完成所有换板区域5的新甲板的安装。
49.上述第四步中新甲板安装时与船舶甲板焊接时,先将新甲板与原船舶甲板连接的焊缝进行焊接,与相邻换板区域5的新甲板连接的焊缝不焊接,当相邻换板区域5的新甲板安装时再将相邻新甲板之间的焊缝进行焊接,完成所有换板区域5的新甲板安装焊接;所述新甲板安装时,所述新甲板的边缘焊缝范围为0-2mm,相邻所述换板区域5的新甲板平整超差范围为0-1mm。
50.上述第六步中非t型材2拆除更换的具体步骤为:先对称拆除船舶两舷侧换板区域5的非t型材2,再将非t型材2进行更换,再对称拆除靠近船中换板区域5的非t型材2,再进行非t型材2的更换,完成所有换板区域5内的非t型材2更换安装;所述非t型材2安装时的平整超差范围为0-1mm。
51.上述第七步中t型材3包括纵向t型材32和横向t型材31,所述纵向t型材32和所述横向t型材31相互平行,所述横向t型材31与所述纵向t型材32相交处的所述横向t型材31断开,所述纵向t型材32为连续t型材3。
52.上述t型材3安装时的具体步骤为:先对称拆除船舶两舷侧换板区域5的横向t型材31,再进行横向t型材31的更换,再对称拆除靠近船中换板区域5的横向t型材31,再进行横向t型材31的更换,横向t型材31更换完成后,再根据横向t型材31的更换顺序将纵向t型材32更换完成,完成所有换板区域5内t型材3更换安装;t型材3更换完成后,对更换的新甲板进行火工矫正时,所述待更换甲板区域的平整度偏差不超过4mm。
53.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1