主轴中心出水和主轴中心吹气自动切换装置及切换方法与流程
1.本发明涉及机床主轴技术领域,更具体的是涉及主轴中心出水和主轴中心吹气自动切换装置及切换方法。
背景技术:
2.中心出水用于加工冷却,与常用的外部喷淋冷却液冷却对比,中心出水冷却方式将冷却液直接作用于切削点,冷却效果更佳。在现有技术中,切削液从主轴后端通过旋转接头的切削液接口进入主轴中心,经过相应设计的通孔,与主轴前端的刀具相通;其中刀具是特殊设计的,刀具中心有用特殊设计的出水孔,可以将冷却液喷射至切削点;换刀吹气功能用于机床主轴更换刀具时提高主轴锥孔的洁净度,换刀时,主轴内部通入压缩空气,在主轴锥孔和刀柄之间形成气幕,防止灰尘、颗粒进入锥孔,影响主轴精度。
3.但主轴中心出水功能和主轴中心吹气功能不能自动切换,一般选用双通道的旋转接头,旋转接头的一个通道用于中心出水,一个通道用于主轴中心吹气,旋转接头成本高,旋转接头结构复杂、外形尺寸大、故障率高。
4.鉴于此,本发明提供主轴中心出水和主轴中心吹气自动切换装置及切换方法,解决上述问题。
技术实现要素:
5.本发明所要解决的具体问题是:可以根据机床实际需要随时进行主轴中心出水功能和主轴中心吹气功能的切换,降低了客户选用旋转接头的成本,减小了旋转接头的外观尺寸、提高了了主轴的寿命、提高了机床的加工效率。
6.为实现上述目的,本发明提供了主轴中心出水和主轴中心吹气自动切换装置,包括机架,包括:
7.主轴,安装于机架上;所述主轴内部开设通孔;
8.旋转接头,连接于所述主轴尾部;所述旋转接头上开设有进口d口;
9.控制组件,通过管道和进口d口连接,所述控制组件用于根据机床实际需要随时进行主轴中心出水功能和主轴中心吹气功能的切换;
10.安装组件,安装于机架上,所述安装组件用于固定梭动阀;
11.第一气源,设于机架上且与控制组件连接。
12.优选的,所述控制组件包括:
13.二通电磁阀,安装于机架上;
14.梭动阀,内部开设进液口a口、进气口b口和出口c口;所述进液口a口和水路连接;所述进气口b口与二通电磁阀连接;所述出口c口通过管道和所述进口d口连接。
15.通过上述技术方案,可以根据机床实际需要随时进行主轴中心出水功能和主轴中心吹气功能的切换,降低了客户选用旋转接头的成本,减小了旋转接头的外观尺寸、提高了了主轴的寿命、提高了机床的加工效率。
16.优选的,所述安装组件包括:
17.打刀缸支架,安装于机架上;
18.梭动阀支架,安装于打刀缸支架上。
19.通过上述技术方案,可以将梭动阀固定安装,减少梭动阀发生晃动而影响工作正常进行。
20.优选的,所述梭动阀支架包括第一梭动阀支架和第二梭动阀支架,所述第一梭动阀支架和第二梭动阀支架垂直设置。
21.通过上述技术方案,通过两个支架组合可以在上下方向和左右方向的安装位置进行调节,用来避免安装时的管路带给旋转接头额外的外力,提高旋转接头的寿命。
22.优选的,所述旋转接头上开设有排水口e;所述排水口e与水箱连接;所述排水口e与水箱连接的通路上连接有先导单向阀;所述机架上设有第二气源,所述第二气源与先导单向阀连接。
23.通过上述技术方案,可以防止换刀动作结束,主轴中心吹气停止供气的瞬间,管路内部的高压存在将管路内部的水通过单向阀倒灌到主轴中心吹气的管路中的风险,进而可以防止造成通气管路内部气动元件损坏的情况发生。
24.优选的,所述通孔内部设有圆盘,所述圆盘与通孔内壁滑动密封连接,所述圆盘上开设孔洞。
25.通过上述技术方案,利用圆盘加快将水排出主轴通孔内部,提高换刀速度,另外减少通孔的通路,可以提高风速,进一步减少杂质进入锥孔的可能性。
26.优选的,所述通孔内部设有与主轴连接的连杆,所述连杆上连接有弹簧一端,所述弹簧另一端与圆盘连接。
27.通过上述技术方案,可以将圆盘拖回初始位置等待下次运动。
28.主轴中心出水和主轴中心吹气自动切换方法,
29.s1:当需要对工件进行加工时,操作人员启动电源,主轴转动带动刀具转动,刀具对工件进行加工,在此过程中,二通电磁阀不得电,梭动阀内部的进气口b口和第一气源断开,梭动阀进气口b口没有压力,高压单元上的高压泵运转,将高压切削液提升至梭动阀的进液口a口,梭动阀阀芯在高压冷却液的压力作用下向右移动,此时进液口a口与出口c口完全接通,进气口b口与出口c口完全关闭,高压切削液从主轴后端通过旋转接头的进口d口进入主轴中心,经过主轴中心的通孔,与主轴前端的内冷专用刀具相通,刀具中心有特殊设计的出水孔,可以将冷却液喷射至切削点,实现机床正常高压内冷加工;
30.s2:在完成冷加工后,在电气系统的控制下,第二气源顶开先导单向阀,先导单向阀的进水口和出水口接通,主轴通孔内过高的残余压力及一部分水可以通过排水口e口进入水箱内部,将主轴通孔内压力降低,然后第一气源通气,主轴残余的水通过主轴中心的刀具喷水孔慢慢流出,直至主轴通孔内残余的水排干净,此时再进行换刀动作,此时由于主轴通孔内的水已经基本排出,故换刀时不会有大量水汽甚至水流喷出,保证了换刀动作的完成质量。
31.s3:在开始换刀时,在机床plc控制下高压单元的高压泵停止运转,梭动阀a口没有压力,二通电磁阀得电,梭动阀进气口b口与第一气源接通,梭动阀阀芯在压缩空气压力作用下向左移动,此时进气口b口与出口c口完全接通,进液口a口与出口c口完全关闭,压缩空
气从主轴后端通过旋转接头的进口d口进入主轴中心;
32.s4:在气体经过主轴中心的通孔过程中,第一气源会推动圆盘向主轴头部运动,圆盘会将通孔内部的水推出通孔,当没水从主轴排出后,气体在主轴锥孔和刀柄之间形成正压气幕,防止在换刀过程中灰尘、切削颗粒进入锥孔,影响主轴加工精度,机床执行换刀动作。
33.s5:当换刀过程结束后,电气控制系统停止第一气源工作,随后圆盘在没有受力后在弹簧的带动下恢复到初始位置,等待再次进行排水工作。
34.本发明的有益效果为:可以根据机床实际需要随时进行主轴中心出水功能和主轴中心吹气功能的切换,降低了客户选用旋转接头的成本,减小了旋转接头的外观尺寸、提高了了主轴的寿命、提高了机床的加工效率。
附图说明
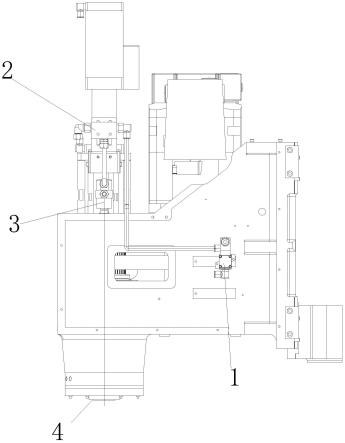
35.图1是本发明主视图;
36.图2是本发明侧视图;
37.图3是本发明a处放大图;
38.图4是本发明主轴剖视图;
39.图5是本发明原理图;
40.图6是本发明逻辑流程图。
41.附图各部件的标记如下:二通电磁阀1、梭动阀2、旋转接头3、主轴4、打刀缸支架6、梭动阀支架5、第一梭动阀支架51、第二梭动阀支架52、圆盘7、弹簧8、连杆9。
具体实施方式
42.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
43.实施例1,根据图1到图6作进一步解释说明。
44.本发明提供主轴中心出水和主轴中心吹气自动切换装置,包括机架,包括:安装于机架上的主轴4;所述主轴4内部开设通孔;连接于所述主轴4尾部的旋转接头3;所述旋转接头3上开设有进口d口;通过管道和进口d口连接的控制组件,所述控制组件用于根据机床实际需要随时进行主轴4中心出水功能和主轴4中心吹气功能的切换;安装于机架上的安装组件,所述安装组件用于固定梭动阀2;第一气源,设于机架上且与控制组件连接。
45.当需要对工件进行加工时,操作人员通过安装于机架上的安装组件将控制组件中的梭动阀2固定安装在机架上,随后操作人员启动电源,安装于机架上的主轴4转动带动刀具转动,刀具对工件进行加工,在此过程中,通过管道和进口d口连接的控制组件工作使得控制组件内部的气路关闭,开启水路,提升泵抽取水箱内部的水,水进入高压单元,高压单元内部的高压泵加大水压,随后水进入穿过控制组件中的梭动阀2内部进入旋转接头3中的进口d口,随后穿过进口d口进入主轴4通孔内部,最后从主轴4头部喷出,水喷洒在工件上,切削点进行降温;
46.当工件加工完成后,需要进行换刀,控制组件工作,使得控制组件中的水路关闭,开通气路,随后固定安装在机架内部的第一气源像主轴4内部通气,气体首先进过过滤电磁阀,随后穿过控制组件内部的气路,进入旋转接头3中的进口d口后最后进入主轴4内部的通孔中,最后气体从主轴4头部喷出,喷出的气体形成气幕,防止灰尘、颗粒进入锥孔而影响主轴4精度;
47.相对于现有技术中,主轴中心出水功能和主轴中心吹气功能不能自动切换,一般选用双通道的旋转接头3,旋转接头3的一个通道用于中心出水,一个通道用于主轴4中心吹气,旋转接头3成本高,旋转接头3结构复杂、外形尺寸大、故障率高等问题,本发明通过控制组件各个开口的闭合情况来实现水路和气路的自由切换,降低了客户选用旋转接头3的成本,减小了旋转接头3的外观尺寸、提高了了主轴4的寿命、提高了机床的加工效率。
48.作为本发明的一种具体实施方式,所述控制组件包括:安装于机架上的二通电磁阀1;内部开设进液口a口、进气口b口和出口c口的梭动阀2;所述进液口a口和水路连接;所述进气口b口与二通电磁阀1连接;所述出口c口通过管道和所述进口d口连接。
49.所述安装组件包括:安装于机架上的打刀缸支架6;安装于打刀缸支架6上的梭动阀支架5。
50.当需要对工件进行加工时,操作人员启动电源,安装于机架上的主轴4转动带动刀具转动,刀具对工件进行加工,在此过程中,安装于机架上且与进气口b口连接的二通电磁阀1不得电,固定安装在梭动阀支架5上的梭动阀2内部的进气口b口和第一气源断开,梭动阀2进气口b口没有压力,高压单元上的高压泵运转,将高压切削液提升至梭动阀2的进液口a口,梭动阀2阀芯在高压冷却液的压力作用下向右移动,此时进液口a口与出口c口完全接通,进气口b口与出口c口完全关闭,高压切削液从主轴4后端通过旋转接头3的进口d口进入主轴4中心,经过主轴4中心的通孔,与主轴4前端的内冷专用刀具相通,刀具中心有特殊设计的出水孔,可以将冷却液喷射至切削点,实现机床正常高压内冷加工;
51.当工件加工完成后,需要进行换刀,机床主轴4停止旋转,在机床plc控制下高压单元的高压泵停止运转,梭动阀2a口没有压力,二通电磁阀1得电,梭动阀2进气口b口与第一气源接通,梭动阀2阀芯在压缩空气压力作用下向左移动,此时进气口b口与出口c口完全接通,进液口a口与出口c口完全关闭,压缩空气从主轴4后端通过旋转接头3的进口d口进入主轴4中心,经过主轴4中心的通孔,在主轴4锥孔和刀柄之间形成正压气幕,防止在换刀过程中灰尘、切削颗粒进入锥孔,影响主轴4加工精度,机床执行换刀动作。
52.作为本发明的一种具体实施方式,所述梭动阀支架5包括第一梭动阀支架51和第二梭动阀支架52,所述第一梭动阀支架51和第二梭动阀支架52垂直设置。
53.通过将梭动阀支架5由第一梭动阀支架51和第二梭动阀支架52组合而成,且第一梭动阀支架51和第二梭动阀支架52垂直设置,通过两个支架组合可以在上下方向和左右方向的安装位置进行调节,用来避免安装时的管路带给旋转接头3额外的外力,提高旋转接头3的寿命。
54.作为本发明的一种具体实施方式,所述旋转接头3上开设有排水口e;所述排水口e与水箱连接;所述排水口e与水箱连接的通路上连接有先导单向阀;所述机架上设有第二气源,所述第二气源与先导单向阀连接。
55.在机床加工完成后,主轴4内部残余压力较高,若直接打开主轴4中心连接气源吹
气不容易将通孔内部的水排干净,而且当换刀动作结束时主轴4中心吹气停止供气的瞬间,管路内部的高压存在将管路内部的水通过单向阀倒灌到主轴4中心吹气的管路中的风险,进而有可能造成通气管路内部气动元件损坏故障,因此,通过在机架上固定安装第二气源,第二气源顶开设置在排水口e与水箱连接的通路上且与第二气源连接的先导单向阀,先导单向阀的进水口和出水口接通,主轴4通孔内过高的残余压力及一部分水可以通过排水口e口进入水箱内部,将主轴4通孔内压力降低,然后第一气源通气,主轴4残余的水通过主轴4中心的刀具喷水孔慢慢流出,直至主轴4通孔内残余的水排干净,此时再进行换刀动作,此时由于主轴4通孔内的水已经基本排出,故换刀时不会有大量水汽甚至水流喷出,保证了换刀动作的完成质量。
56.作为本发明的一种具体实施方式,所述通孔内部设有圆盘7,所述圆盘7与通孔内壁滑动密封连接,所述圆盘7上开设孔洞。
57.由于在接通第一气源后,主轴4通孔内部可能还残留的水过多,进而需要通气将水排出的时间过长,因此,通过在主轴4通孔内部设有与通孔内壁滑动密封连接的圆盘7,圆盘7上开设孔洞,因此在第一气源通气过程中,第一气源会推动圆盘7向主轴4头部运动,圆盘7会将通孔内部的水推出通孔,加快排水速度,进而可以加快换刀速度,提高效率,另外由于圆盘7部分实体将通孔堵住,气体通路减少,进而会提高气流喷出的速度,似的气幕风速更快,进一步减小杂质进入锥孔的可能性。
58.作为本发明的一种具体实施方式,所述通孔内部设有与主轴4连接的连杆9,所述连杆9上连接有弹簧8一端,所述弹簧8另一端与圆盘7连接。
59.通过在主轴4通孔内部固定链接有连杆9,连杆9和圆盘7之间连接有弹簧8,当圆盘7将水排出通孔后,第一气源停止通气后,圆盘7不受力,在弹簧8恢复形变的作用下,带动圆盘7恢复原位,等待下一次重复运动。
60.主轴中心出水和主轴中心吹气自动切换方法,
61.s1:当需要对工件进行加工时,操作人员启动电源,主轴4转动带动刀具转动,刀具对工件进行加工,在此过程中,二通电磁阀1不得电,梭动阀2内部的进气口b口和第一气源断开,梭动阀2进气口b口没有压力,高压单元上的高压泵运转,将高压切削液提升至梭动阀2的进液口a口,梭动阀2阀芯在高压冷却液的压力作用下向右移动,此时进液口a口与出口c口完全接通,进气口b口与出口c口完全关闭,高压切削液从主轴4后端通过旋转接头3的进口d口进入主轴4中心,经过主轴4中心的通孔,与主轴4前端的内冷专用刀具相通,刀具中心有特殊设计的出水孔,可以将冷却液喷射至切削点,实现机床正常高压内冷加工;
62.s2:在完成冷加工后,在电气系统的控制下,第二气源顶开先导单向阀,先导单向阀的进水口和出水口接通,主轴4通孔内过高的残余压力及一部分水可以通过排水口e口进入水箱内部,将主轴4通孔内压力降低,然后第一气源通气,主轴4残余的水通过主轴4中心的刀具喷水孔慢慢流出,直至主轴4通孔内残余的水排干净,此时再进行换刀动作,此时由于主轴4通孔内的水已经基本排出,故换刀时不会有大量水汽甚至水流喷出,保证了换刀动作的完成质量。
63.s3:在开始换刀时,在机床plc控制下高压单元的高压泵停止运转,梭动阀2a口没有压力,二通电磁阀1得电,梭动阀2进气口b口与第一气源接通,梭动阀2阀芯在压缩空气压力作用下向左移动,此时进气口b口与出口c口完全接通,进液口a口与出口c口完全关闭,压
缩空气从主轴4后端通过旋转接头3的进口d口进入主轴4中心;
64.s4:在气体经过主轴4中心的通孔过程中,第一气源会推动圆盘7向主轴4头部运动,圆盘7会将通孔内部的水推出通孔,当没水从主轴4排出后,气体在主轴4锥孔和刀柄之间形成正压气幕,防止在换刀过程中灰尘、切削颗粒进入锥孔,影响主轴4加工精度,机床执行换刀动作。
65.s5:当换刀过程结束后,电气控制系统停止第一气源工作,随后圆盘7在没有受力后在弹簧8的带动下恢复到初始位置,等待再次进行排水工作。
66.基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1