一种抽芯滑块式带负角零件的成型模具的制作方法
1.本发明涉及一种抽芯滑块式带负角零件的成型模具。
背景技术:
2.某毛坯的结构如图1~2所示,它包括平板1,平板1的一端部且位于其前后侧均一体成型有两个侧板2,两个侧板2之间夹角为钝角。工艺上要求对两个侧板2进行弯折,以将其折弯成负角,折弯后得到带负角零件,带负角零件的结构如图3所示。
3.现有利用成型模具通过毛坯生产带负角零件,成型模具包括上模和下模,上模包括由上往下顺次固设于一体的上托和卸料板,卸料板的底表面上固设有芯块,芯块的横截面呈t形状,卸料板的底表面上且位于芯块的两侧均固设有楔形杆,下模包括由下往上顺次固设于一体的底座和凹模板,凹模板的顶表面上设置有两个侧推机构,两个侧推机构分别设置于两个楔形杆的正下方,侧推机构的运动端上固设有侧推块。
4.工作时,工人将毛坯的平板1定位在凹模板的顶表面上,且确保毛坯的两个侧板2所围成的区域刚好处于芯块的正下方,随后控制上模向下运动,上模带动芯块和两个楔形杆同步向下运动,芯块由上往下插入到两个侧板2所围成的区域内后,芯块将毛坯的平板1压在凹模板的顶表面上,随着上模的继续向下运动,两个楔形杆推动侧推机构运动,侧推机构带动侧推快朝向侧板2方向运动,侧推块将侧板2朝向芯块方向推动,从而将侧板2打弯而变成折弯板,两个折弯板包覆在芯块的外部,最后工人控制上模向上运动,而后工人将带负角零件从芯块上取下,从而得到产品。
5.然而,这种成型模具虽然能够通过毛坯生产出带负角零件,但是还存在以下技术缺陷:成型后,带负角零件的两个弯折板紧紧的附着在芯块上,造成工人需要很大的力气才能将产品从芯块上脱离下来,这无疑是增加了工人的工作强度。此外,若拔出力不与产品的平板1的长度方向平行,则将导致产品损坏,从而极大的降低了产品的成型质量。因此,亟需一种极大减轻工人工作强度、极大提高负角零件成型质量的成型模具。
技术实现要素:
6.本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、极大减轻工人工作强度、极大提高负角零件成型质量的抽芯滑块式带负角零件的成型模具。
7.本发明的目的通过以下技术方案来实现:一种抽芯滑块式带负角零件的成型模具,它包括上模和下模,所述上模包括由上往下顺次固设于一体的上托、固定板和卸料板,所述卸料板内开设有上腔体,上托内固设有立式弹簧,立式弹簧的底部固连有贯穿固定板设置的导向杆,导向杆的底部固连接有向下贯穿上腔体的顶块,上腔体内位于顶块的前后侧均经销轴铰接有侧推块,两个侧推块外侧壁的下端部均设置有延伸于卸料板下方的楔形面i,两个侧推块的外侧壁与上腔体的侧壁之间固设有复位弹簧;所述固定板的底表面上固设有楔形杆,楔形杆向下贯穿卸料板设置,且延伸端上设置有斜面i;所述下模包括由下往上顺次固设于一体的底座、垫板和凹模板,所述凹模板内开
设有位于上腔体正下方的下腔体,下腔体内设置有固设于垫板顶表面上的固定座,下腔体内滑动安装有位于固定座右侧的滑块,滑块与固定座之间固设有水平弹簧,滑块右端部设置有位于斜面i正下方的斜面ii,滑块的左端部固设有位于固定座正上方的芯块;所述垫板内固设有两个分别位于侧推块正下方的固定杆,两个固定杆均向上贯穿下腔体设置,且延伸端的内侧壁上设置有楔形面ii,两个楔形面ii分别设置于两个楔形面i的正下方。
8.所述芯块的横截面呈t形状。
9.所述固定板内开设有导向孔,所述导向杆滑动安装于导向孔内。
10.所述滑块的左侧壁上开设有盲孔,所述水平弹簧的右端部固设于盲孔的孔底,水平弹簧的左端部固设于固定座的右端面上。
11.所述侧推块的楔形面i与固定杆的楔形面ii相互平行,所述楔形杆的斜面i与滑块的斜面ii相互平行。
12.两个侧推块关于顶块前后对称设置,两个固定杆关于芯块前后对称设置。
13.所述下腔体的尺寸大于上腔体的尺寸。
14.所述底座、垫板与凹模板经螺钉可拆卸连接,所述卸料板、固定板与上托经螺钉可拆卸连接。
15.本发明具有以下优点:结构紧凑、极大减轻工人工作强度、极大提高负角零件成型质量。
附图说明
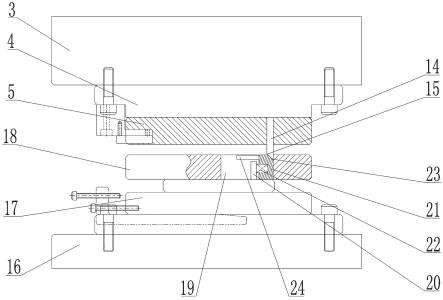
16.图1 为毛坯的结构示意图;图2 为图1的侧视图;图3 为带负角零件的结构示意图图4 为本发明的结构示意图;图5 为图4的侧视图;图6 为滑块与芯块的连接示意图;图7 为图6的左视图;图8 为图5的i部局部放大示意图;图9 为本发明定位毛坯的示意图;图10为图9的侧视图;图11为图10的ii部局部放大示意图;图12为芯块插入到毛坯两个侧板所围成区域内的示意图;图13为闭模状态下的示意图;图14为图13的侧视图;图15 为图14的iii部局部放大示意图;图中,1-平板,2-侧板,3-上托,4-固定板,5-卸料板,6-上腔体,7-立式弹簧,8-导向杆,9-顶块,10-销轴,11-侧推块,12-楔形面i,13-复位弹簧,14-楔形杆,15-斜面i,16-底座,17-垫板,18-凹模板,19-下腔体,20-固定座,21-滑块,22-水平弹簧,23-斜面ii,24-芯块,25-固定杆,26-楔形面ii。
具体实施方式
17.下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:如图4~图8所示,一种抽芯滑块式带负角零件的成型模具,它包括上模和下模,所述上模包括由上往下顺次固设于一体的上托3、固定板4和卸料板5,所述卸料板5内开设有上腔体6,上托3内固设有立式弹簧7,立式弹簧7的底部固连有贯穿固定板4设置的导向杆8,导向杆8的底部固连接有向下贯穿上腔体6的顶块9,固定板4内开设有导向孔,所述导向杆滑动安装于导向孔内,上腔体6内位于顶块9的前后侧均经销轴10铰接有侧推块11,两个侧推块11外侧壁的下端部均设置有延伸于卸料板5下方的楔形面i12,两个侧推块11的外侧壁与上腔体6的侧壁之间固设有复位弹簧13;所述固定板4的底表面上固设有楔形杆14,楔形杆14向下贯穿卸料板5设置,且延伸端上设置有斜面i15。
18.如图4~图8所示,所述下模包括由下往上顺次固设于一体的底座16、垫板17和凹模板18,所述凹模板18内开设有位于上腔体6正下方的下腔体19,下腔体19的尺寸大于上腔体6的尺寸,下腔体19内设置有固设于垫板17顶表面上的固定座20,下腔体19内滑动安装有位于固定座20右侧的滑块21,滑块21与固定座20之间固设有水平弹簧22,滑块21右端部设置有位于斜面i15正下方的斜面ii23,滑块21的左端部固设有位于固定座20正上方的芯块24,芯块24的横截面呈t形状;所述垫板17内固设有两个分别位于侧推块11正下方的固定杆25,两个固定杆25均向上贯穿下腔体19设置,且延伸端的内侧壁上设置有楔形面ii26,两个楔形面ii26分别设置于两个楔形面i12的正下方。
19.所述滑块21的左侧壁上开设有盲孔,所述水平弹簧22的右端部固设于盲孔的孔底,水平弹簧22的左端部固设于固定座20的右端面上。所述侧推块11的楔形面i12与固定杆25的楔形面ii26相互平行,所述楔形杆14的斜面i15与滑块21的斜面ii23相互平行,两个侧推块11关于顶块9前后对称设置,两个固定杆25关于芯块24前后对称设置。所述底座16、垫板17与凹模板18经螺钉可拆卸连接,所述卸料板5、固定板4与上托3经螺钉可拆卸连接。
20.本发明的工作过程如下:s1、将上模的上托3固定连接在冲压模具的冲头上;s2、毛坯的定位:工人先将毛坯的平板放置在凹模板18的顶表面上,将毛坯的两个侧板2悬空于下腔体19的上方,同时确保两个侧板2所围成的区域与芯块24处于同一垂直面上,且确保两个侧板2所围成的区域位于芯块24的左侧,从而实现了毛坯的定位如图9~图11所示;s3、工人控制冲压模具的冲头向下运动,冲头带动上托3、固定板4、卸料板5、顶块9、楔形杆14和两个侧推块11同步向下运动,其中,楔形杆14的斜面i15向下压到滑块21的斜面ii23后,驱动滑块21向左运动,滑块21带动芯块24同步向左运动,芯块24从右往左插入到毛坯的两个侧板2所围成的区域内如图12所示,同时滑块21将水平弹簧22压缩在固定座20上;当楔形杆14的左端面与滑块21的右端面相接触后,滑块21和芯块24均保持不动s4、随着冲头的继续向下运动,顶块9在立式弹簧7的弹力作用下,将毛坯的平板1抵压在芯块24上,从而将毛坯的平板1固定于顶块9与芯块24之间;s5、随着冲头的继续向下运动,两个侧推块11的楔形面i12抵压到固定杆25的楔形面ii26上,而后侧推块11绕着销轴10的轴线旋转,侧推块11拉伸复位弹簧13,同时侧推块11驱动侧板2朝向芯块24方向运动,从而将侧板2打弯而变成折弯板,当闭模后如图13~图15所
示,两个折弯板刚好完全包覆在芯块24的外部,从而生产出所需的成品零件;s6、成品零件的取出:工人控制冲头向上运动,冲头带动上托3、固定板4、卸料板5、顶块9、楔形杆14和两个侧推块11同步向上运动,在向上运动过程中,侧推块11先与固定杆25分离,侧推块11在复位弹簧13的恢复力作用下复位,侧推块11与成品零件的弯折板分离,随后楔形杆14与滑块21分离,滑块21在水平弹簧22的恢复力作用下向右运动,滑块21带动芯块24向右运动,芯块24从成品零件内向右退出,最后立式弹簧7复位,顶块9与成品零件分离,当上模完全复位后,工人即可将成品零件取走;从步骤s6可知,芯块24是由于左往右从成品零件内退出的,并且退出方向平行于成品零件的平板1的长度方向,从而不会造成成品零件损坏,相比传统的成型模具,本成型模具极大的提高了成品零件的成型质量。此外,本成型模具实现了芯块24与成品零件的自动脱离,无需人工将成品零件从芯块24上脱离下来,从而极大的减轻了工人的工作强度。
21.s7、重复步骤s2~s6的操作,即可连续地利用毛坯生产多个带负角零件。
22.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1