一种船体结构与上层建筑的连接方法与流程
1.本发明涉及船舶建造技术领域,尤其涉及一种船体结构与上层建筑的连接方法。
背景技术:
2.在当今部分钢制船的船体结构中,为降低船舶结构重量、提升船舶航运速度、降低能耗,会对船体上层建筑(以下简称上建)结构采用铝合金材质进行建造,以此达到轻量化设计目的。船体结构由钢质材料制成,以往铝合金上建与船体结构主要采用铆接或螺栓连接,但是上述连接方式存在缝隙腐蚀、维护繁琐等问题。因此,目前铝合金上建与船体结构之间一般通过复合接头焊接相连,采用焊接工艺连接,具有水密性好,耐腐蚀的优点,还能使建造工艺大为简化。
3.相关技术中采用的复合接头为铝-铝-钢,经有限元计算分析可知,复合接头与上层建筑焊接时,复合接头的界面温度较高,可达到290℃,非常接近复合接头中铝-钢界面的允许温度(300℃),在焊接过程中,工艺控制稍有不当,复合接头界面的温度便可能超过复合接头中铝-钢界面的允许温度,从而导致复合接头开裂。
技术实现要素:
4.本技术提供了一种船体结构与上层建筑的连接方法,解决了相关技术中工艺控制稍有不当,复合接头界面的温度便可能超过复合接头中铝-钢界面的允许温度,从而导致复合接头开裂的技术问题。
5.本技术提供的一种船体结构与上层建筑的连接方法,所述船体结构与上层建筑之间通过复合接头过渡连接,所述复合接头为铝-钛-钢复合接头,所述连接方法包括:
6.将所述复合接头中的铝质层与所述上层建筑进行焊接;
7.所述复合接头中的钢质层与所述船体结构进行焊接,以完成船体结构与上层建筑的连接。
8.在一些实施方式中,
9.所述复合接头中的铝质层与所述上层建筑进行焊接时,焊接电流为160-210a,焊接电压为24-26v,焊接速度为40-45cm/min。
10.在一些实施方式中,所述复合接头中的铝质层与所述上层建筑进行焊接时,保护气体采用氩气,保护气体的流量为18-25l/min。
11.在一些实施方式中,所述复合接头中的铝质层与所述上层建筑进行焊接的过程中,控制所述复合接头中钛-铝界面处的温度、所述复合接头的铝质层与所述上层建筑的焊道间的温度以及所述复合接头的铝质层与所述上层建筑的焊接线能量。
12.在一些实施方式中,所述控制所述复合接头中钛-铝界面处的温度,具体包括:
13.测量所述复合接头外表面的第一温度,根据所述第一温度计算出所述复合接头中钛-铝界面处的第二温度;
14.当所述第二温度到达所述复合接头中钛-铝界面处的允许温度时,停止焊接。
15.在一些实施方式中,所述根据所述第一温度计算出所述复合接头中钛-铝界面处的第二温度,具体包括:
16.在所述第一温度的基础上增加5~10℃,以得到所述复合接头中钛-铝界面处的第二温度。
17.在一些实施方式中,所述控制复合接头的铝质层与所述上层建筑的焊道间的温度,具体包括:
18.控制所述复合接头的铝质层与所述上层建筑的焊道间的温度小于80
°
。
19.在一些实施方式中,控制所述复合接头的铝质层与所述上层建筑的焊接线能量,具体包括:
20.控制所述复合接头的铝质层与所述上层建筑的焊接线能量保持在6-8kj/cm。
21.在一些实施方式中,所述复合接头中的钢质层与所述船体结构进行焊接时,焊接电流为190-200a,焊接电压为24-26v,焊接速度为38-42cm/min。
22.在一些实施方式中,所述复合接头中的钢质层与所述船体结构进行焊接时,保护气体为氩气和二氧化碳的混合气体,保护气体的流量为15-20l/min。
23.本技术有益效果如下:
24.本技术提供的一种船体结构与上层建筑的连接方法,采用的复合接头为铝-钛-钢复合接头,经有限元计算分析可知,铝合金上建与该复合接头焊接时,复合接头界面温度会达到290℃,而本技术的复合接头中,钛-钢界面的允许温度为350℃,比起相关技术中的铝-铝-钢复合接头中,铝-钢界面的允许温度为300℃,本实施例中钛-钢界面的允许温度350℃与290℃的差值更大,从而降低了铝合金上建与该复合接头焊接时,由于温度过高导致复合接头开裂的情况发生,提高了复合接头的可靠性。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例。
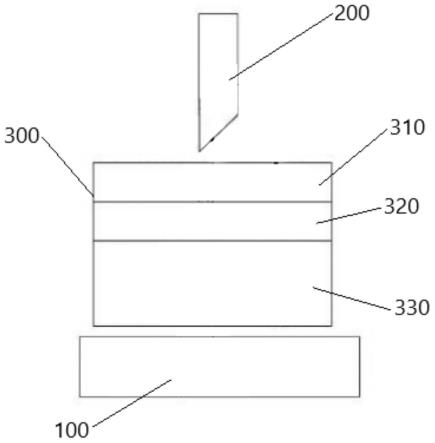
26.图1为本实施例提供的船体结构、上层建筑与复合接头的连接示意图一;
27.图2为本实施例提供的船体结构、上层建筑与复合接头的连接示意图二;
28.附图标记说明:
29.100-船体结构,200-上层建筑,300-复合接头,310-铝质层,320-钛质层,330-钢质层。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本技术实施例提供了一种船体结构与上层建筑的连接方法。结合图1,本实施例中船体结构100与上层建筑200之间通过复合接头300过渡连接,即复合接头300分别与船体结
构100和上层建筑200焊接,从而使船体结构100与上层建筑200连接起来,本实施例中的上层建筑200由铝合金制成,船体结构100由奥氏体不锈钢材料制成,因此复合接头300中的铝质层310为铝合金,钢质层330为不锈钢,以达到最好的焊接效果。
32.复合接头300的界面温度即为复合接头300中各结构层之间的界面温度,当界面温度超过各结构层之间的允许温度时,复合接头300会开裂。本实施例采用的复合接头300为铝-钛-钢复合接头300,即具有铝质层310、钛质层320、钢质层330三层结构,其中,钛-钢界面的允许温度为350℃。具体地,本技术实施例提供的船体结构100与上层建筑200的连接方法包括:
33.s1:将复合接头300中的铝质层310与上层建筑200进行焊接;
34.焊接时,可采用er5183焊丝,焊丝直径为1.2mm,焊接电流可为160-210a,焊接电压可为24-26v,焊接速度可为40-45cm/min。保护气体可采用氩气,保护气体的流量为18-25l/min。
35.s2:复合接头300中的钢质层330与船体结构100进行焊接,以完成船体结构100与上层建筑200的连接。
36.焊接时,采用奥氏体mig焊丝,焊丝具体牌号可根据船体结构100的不锈钢母材确定,焊接电流可为190-200a,焊接电压可为24-26v,焊接速度可为38-42cm/min。保护气体可采用氩气和二氧化碳的混合气体,保护气体的流量为15-20l/min。
37.本技术提供的一种船体结构100与上层建筑200的连接方法,采用的复合接头300为铝-钛-钢复合接头300,经有限元计算分析可知,铝合金上建与该复合接头300焊接时,复合接头300界面温度会达到290℃,而本技术的复合接头300中,钛-钢界面的允许温度为350℃,比起相关技术中的铝-铝-钢复合接头300中,铝-钢界面的允许温度为300℃,本实施例中钛-钢界面的允许温度350℃与290℃的差值更大,从而降低了铝合金上建与该复合接头300焊接时,由于温度过高导致复合接头300开裂的情况发生,提高了复合接头300的可靠性。
38.需要说明的是,本实施例中的装焊形式包括t型接头(如图1所示)和十字接头(如图2所示),根据实际工况选用装焊形式即可,其中上层建筑200侧也可不开坡口焊接。
39.由于工艺操作的影响,复合接头300焊接时的界面温度可能有波动,由于复合接头300与上层建筑200焊接时,复合接头300的界面温度更高,因此,需重点监控复合接头300与上层建筑200焊接时的各项温度参数。具体地,复合接头300中的铝质层310与上层建筑200进行焊接的过程中,需控制复合接头300中钛-铝界面处的温度、复合接头300的铝质层310与上层建筑200的焊道间的温度以及复合接头300的铝质层310与上层建筑200的焊接线能量。
40.进一步地,控制复合接头300中钛-铝界面处的温度,具体包括:
41.测量复合接头300外表面的第一温度,根据第一温度计算出复合接头300中钛-铝界面处的第二温度;
42.可通过采用点温计在复合接头300外表面测量以得到复合接头300外表面的第一温度。经分析可知,复合接头300界面处心部温度与外表面温度相差约5~10℃,因此,需在第一温度的基础上增加5~10℃进行补偿,以表达复合接头300中钛-铝界面处的第二温度。
43.当第二温度到达复合接头300中钛-铝界面处的允许温度时,停止焊接。
44.复合接头300中钛-铝界面处的允许温度即为350
°
,通过对复合接头300界面温度的监控,进一步降低了复合接头300开裂的情况发生。
45.进一步地,需控制复合接头300的铝质层310与上层建筑200的焊道间的温度小于80
°
。
46.线能量表示热输入量的大小,线能量越大,热输入越大,焊件在焊接过程中温度就越高,因此,为在不影响焊缝质量的情况下,需尽可能的减小焊接线能量。具体地,本实施例中需控制复合接头300的铝质层310与上层建筑200的焊接线能量保持在6-8kj/cm。
47.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
48.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1