一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法
本发明涉及一种倍频贝塞尔激光选择性刻蚀加工石英振梁谐振器的方法,属于飞秒激光应用。
背景技术:
1、石英振梁加速度计是一种依靠石英晶体压电效应,以力敏石英振梁谐振器作为核心敏感元件的加速度传感器件,具有直接输出数字信号,无需数模转换,且结构简单,体积小,高灵敏度,高频率稳定性等特性,是惯性仪表的重要组成部分。其核心部件为石英谐振梁,其工作原理为利用质量块将被测加速度转化为惯性力作用于谐振梁上,改变谐振梁的谐振频率,利用谐振电路检测谐振频率变化并对外输出数字信号。
2、石英振梁加速度计谐振器的传统加工工艺为基于光刻技术的湿法刻蚀工艺,其基本工艺步骤主要分为:利用光刻技术得到石英谐振梁图案,后利用湿法刻蚀在石英晶片上刻蚀出通槽。该方法需要特定掩膜版,工艺复杂,且传统湿法刻蚀的各向异性会导致谐振梁刻蚀的不均一,即振梁侧壁及拐角易出现侧蚀,影响振梁性能。
3、飞秒激光聚焦至石英晶体内部后,会导致辐照区域晶体结构发生变化,出现改性区域,改性区域在氢氟酸溶液中的刻蚀速率较快,利用该特性可以实现特定区域的选择性刻蚀。但未辐照区域仍会被氢氟酸刻蚀一定厚度,表面易出现点蚀坑等缺陷。本发明结合光刻工艺和飞秒激光加工技术,采用在z切α石英晶片表面镀铬和金膜并利用光刻工艺刻蚀出谐振器图案作为氢氟酸刻蚀过程保护层,防止未改性区域的减薄以及表面缺陷的产生。800±20nm波长的飞秒激光经倍频晶体(bbo)倍频并滤光后可得到400±5nm飞秒激光,后者相对前者对α石英晶体具有更小的烧蚀阈值,且聚焦后具有更小的光斑尺寸。贝塞尔光束则具有长焦深,无衍射的特性,将400nm倍频飞秒激光整形成贝塞尔光束之后,相对原始800nm飞秒激光,其光束中心半径更小,作用于石英晶体内部时能量沉积效率更高,因此配合样品的移动能够实现大深度、高效率的面改性,且该改性面贯穿石英晶片上下表面,随后利用氢氟酸溶液对改性区域刻蚀去除,进而实现石英晶片的刻蚀切割。利用该方法,通过控制精密三维电控平移台的运动,使倍频贝塞尔光束沿光刻所得谐振器图案轮廓进行扫描改性,利用后续氢氟酸溶液的刻蚀,闭合轮廓区域发生脱落,进而在石英晶片上留下谐振梁阵列。
技术实现思路
1、为解决现有石英振梁加速度计谐振器传统湿法刻蚀工艺各向异性刻蚀特性导致的出现侧蚀缺陷,振梁侧壁均一性差,成品率低等问题,本发明的主要目的是提供一种倍频贝塞尔激光选择性刻蚀加工石英振梁的方法,能够实现石英振梁的高精度、高侧壁质量加工,有效消除侧蚀等缺陷,提高石英振梁成品率。
2、本发明的目的通过以下技术来实现。
3、本发明公开的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,利用在z切α石英晶片表面镀铬和金膜作为保护层,利用倍频贝塞尔激光改性后实现氢氟酸选择性刻蚀的性质。首先在石英晶片双面镀上10~30nm厚度的铬(cr)和100~150nm厚的金膜(au),后利用光刻技术和等离子体刻蚀技术,刻蚀掉金属膜部分区域,暴露出石英晶体需刻蚀掉的区域,即谐振器图案。之后采用倍频晶体(bbo)将激光器原始波长为800±20nm的飞秒激光倍频为中心波长400nm的倍频飞秒激光,利用带通滤光片过滤得到400±5nm波长成分,随后将高斯分布的飞秒激光在空间上整形成具有长焦深的无衍射贝塞尔光束,并将缩束后的贝塞尔光束聚焦在石英晶片样品内部,通过控制平移台的运动,使贝塞尔光束在石英晶片内扫描出纵向贯穿石英晶片的改性面,扫描轨迹为上述等离子体刻蚀金属膜后形成的谐振器图案轮廓。利用石英晶片改性区域在氢氟酸溶液中的刻蚀速率加快的特性,实现特定改性区域的选择性刻蚀,刻蚀面贯穿石英晶片上下表面,刻蚀后闭合轮廓部分样品脱落,在石英晶片基底上留下所需谐振器阵列,实现石英振梁的高精度、高侧壁质量加工。
4、为了保证金膜与石英基底之间良好的粘附性以及等离子体刻蚀的效果,作为优选,在石英晶片双面镀上10nm厚度的铬(cr)和100nm厚的金膜(au)。
5、为了保证倍频激光波长的均一性,作为优选,激光器原始波长为800±20nm的飞秒激光倍频后,选择400±5nm的带通滤光片过滤得到波长400±5nm的倍频飞秒激光。
6、本发明公开的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,包括如下步骤:
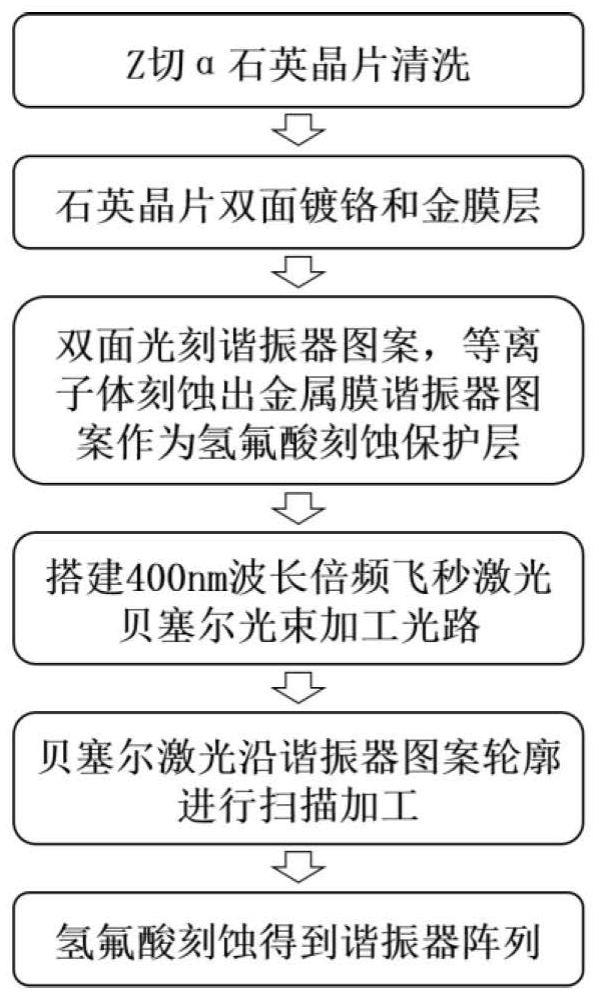
7、步骤一:将100-150μm厚度,边长20-40mm大小的z切α石英晶片样品分别采用丙酮、无水乙醇和去离子水进行超声清洗,然后利用压缩空气将样品吹干,采用磁控溅射镀膜的方式,在石英晶片样品双面先后镀上铬膜(cr)和金膜(au);
8、步骤二:分别在α石英晶片样品双面悬涂光刻胶,利用双面光刻曝光、显影技术分别在α石英晶片样品双面光刻出光刻胶谐振器图案;利用等离子体刻蚀的方式将上述光刻胶谐振器图案中所暴露出来的金(au)和铬(cr)膜层刻蚀掉,暴露出石英基底,得到去除金铬膜层的谐振器图案;
9、步骤三:搭建倍频贝塞尔光束飞秒激光加工系统,其中波长为400±5nm的飞秒激光由800±20nm飞秒激光经倍频晶体(bbo)倍频后产生,得到双波长混频激光,后利用带通滤光片过滤掉其中800nm的波长成分,得到400±5nm飞秒激光;贝塞尔整形装置由锥透镜,平凸透镜,聚焦物镜组成,高斯型飞秒激光经过锥透镜之后被整形成贝塞尔光束,平凸透镜和聚焦物镜共同组成4f缩束系统,将经锥透镜后整形成的贝塞尔光束进一步缩束;
10、步骤四:将上述带金铬膜层谐振器图案的z切α石英晶片样品固定于精密三维电控平移台上,将波长400nm的倍频贝塞尔光束聚焦在石英晶片内部,通过控制平移台的运动,使贝塞尔光束沿上述谐振器图案的轮廓进行扫描加工,轮廓外形即为激光改性区;
11、步骤五:将加工好的石英晶片样品分别采用丙酮、乙醇和去离子水进行超声清洗,并用压缩空气吹干,后置于质量分数5%的氢氟酸溶液中进行充分刻蚀,直至改性轮廓刻蚀完全,闭合轮廓区域脱落,在石英晶片样品上留下石英振梁加速度计谐振器阵列。
12、作为优选,步骤一中,选择100μm厚度,20x20mm2大小的z切α石英晶片样品分别采用丙酮、无水乙醇和去离子水进行超声清洗;所述的复合金属膜选择10nm厚度的铬膜和100nm厚度的金膜,铬膜为黏附层,增加金膜与石英表面的粘附力,金膜作为后续氢氟酸刻蚀的保护层兼石英振梁加速度计谐振器最终的电极。
13、作为优选,步骤二所述悬涂的su-8光刻胶厚度为300nm,光刻图案以及等离子体刻蚀掉的金膜图案为谐振器待去除区域图案。
14、作为优选,步骤四所述平移台运动轨迹为步骤二所述图案的轮廓。
15、作为优选,步骤三所述的倍频贝塞尔光束飞秒激光加工系统包括飞秒激光器、衰减片组、超快反射镜、倍频晶体(bbo)、带通滤光片(400±5nm)、计算机、机械快门、锥透镜、平凸透镜、聚焦物镜、二向色镜、分束镜、照明光源、ccd成像系统,精密三维电控平移台,手动俯仰调整架,石英晶片。飞秒激光器产生的激光经衰减片组来控制后续光路激光能量的大小,波长800±20nm飞秒激光经倍频晶体(bbo)倍频后,得到400nm和800nm混频激光,随后经过带通滤光片滤光后,得到波长400±5nm倍频飞秒激光,超快反射镜控制光路走向,机械快门控制光路的通断,激光通过锥透镜后,高斯光束被整形成贝塞尔光束,后经过平凸透镜和聚焦物镜组成的4f缩束系统后,将贝塞尔光束缩束,提高其能量密度,并最终聚焦于石英晶片样品内部,样品固定于手动俯仰调整架上,能够利用该调整架调节样品表面的水平,使加工过程中激光焦点始终位于样品表面;白光光源置于二向色镜上方,白光透过二向色镜照射在样品表面,样品表面的反射光经聚焦物镜,二向色镜和分束镜后反射入ccd成像系统中,实现对样品加工过程的实时检测,保证石英振梁成品率。
16、作为优选,步骤三中所述400nm倍频光产生装置包括偏硼酸钡倍频晶体(bbo),带通滤光片(中心波长400nm,带通范围10nm)。
17、作为优选,步骤三中所述的贝塞尔光束整形器件包括底角为2°的锥透镜,焦距100mm的平凸透镜和50x聚焦物镜。
18、作为优选,采用步骤四所述加工参数,以实现倍频贝塞尔光束对石英晶片的有效改性,保证谐振梁轮廓的加工精度,且能够实现在氢氟酸溶液中的有效刻蚀,保证刻蚀面贯穿石英晶片,同时保证改性的均匀性,刻蚀后谐振梁侧壁面的表面质量,同时避免过改性引起的改性区域周围微裂纹的出现。
19、作为优选,所述飞秒激光倍频贝塞尔光束加工参数为:脉冲能量为6-8μj,激光中心波长400nm,脉冲延时35fs,扫描速度100~200μm/s,贝塞尔光束光场中心相对石英晶片上表面的离焦量为50-90μm。
20、作为优选,步骤五中所述的刻蚀剂为质量分数5%的氢氟酸溶液,刻蚀条件为常温下刻蚀10小时。
21、有益效果
22、1.本发明的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,利用铬膜(cr)和金膜(au)作为保护层,保护α石英晶体在氢氟酸溶液中进行刻蚀时激光未加工表面不被氢氟酸所刻蚀,维持石英晶片样品的高表面质量,且能够避免样品整体厚度的减薄。
23、2.本发明的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,利用倍频晶体(bbo)对波长800±20nm的飞秒激光进行倍频,得到400±5nm飞秒激光,与石英晶体相互作用时后者具有更低的改性阈值,具有更高的能量沉积效率,以及更小的聚焦后中心光场直径,可实现亚微米尺寸精度的高效加工。
24、3.本发明的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,采用的是飞秒激光辅助选择性刻蚀的方式,从本质上解决传统湿法刻蚀各向异性导致的侧蚀,侧壁存在凸棱等缺陷,加工的谐振梁侧壁均一性好,表面质量高。所述倍频贝塞尔激光相对原始800nm贝塞尔激光中心光场直径更小,但贝塞尔焦深不变,激光辐照区域的深径比更大,加工精度更高。
25、4.本发明的一种基于倍频贝塞尔激光选择性刻蚀的石英振梁加工方法,可以通过计算机控制三维电控平移台的运动,调节加工轨迹,能够实现振梁尺寸轮廓的灵活调节。
- 还没有人留言评论。精彩留言会获得点赞!