一种钢-铝异种金属电阻点焊电极帽及点焊方法与流程
1.本发明涉及一种异种金属电阻点焊电极帽,具体涉及一种钢-铝异种金属电阻点焊电极帽及点焊方法,属于异种金属焊接技术领域。
背景技术:
2.目前汽车制造行业中,随着轻量化发展的大趋势和对白车身高强度的需求,白车身逐步发展为钢铝混合结构,目前常见的钢-铝的连接工艺多数采用的是fds、spr等方式,但面临的问题是:增加连接元件导致的整车重量增加,降低轻量化程度;上述工艺对板材的材料厚度组合、上下板连接顺序等产品结构有较多的强制要求,产品设计难度大;spr工艺不同板材组合的需要不同的铆钉,铆接模具很难共用,fds工艺对不同板材组合的需要不同的螺钉,设备兼容性较差,降低生产线柔性化程度。
3.点焊通常是将同种类的金属构件彼此进行接合。但是,如果能够应用于例如铁系材料(以下,简称钢材)和铝系材料(为纯铝及铝合金的总称,以下简称为铝材)这样的异种的金属构件的接合(异材接合体),则能够非常有助于轻量化等。
4.但是,在将钢材和铝材接合的情况下,很容易在接合部生成脆的金属间化合物,因此,很难得到具有一定可靠性的高强度的接合部(接合强度)。因此,目前对这些异材接合体(异种金属构件接合体)的接合采用螺栓或铆钉等进行的接合,但存在接合接头的可靠性、气密性、成本等的问题。
技术实现要素:
5.为了解决现有技术存在的上述问题,本发明提供一种钢-铝异种金属电阻点焊电极帽及点焊方法,通过在钢板零件侧和铝板零件侧分别设计不同结构的电极帽及相焊接参数规范,实现对钢-铝异种金属的电阻点焊连接,本发明无需连接元件,不会增加车身重量,更好的满足车身轻量化需求;电阻点焊对产品搭接边宽度及连接方向要求较低,降低产品及生产线设计难度;电阻点焊可以通过调整焊接参数规范适应不同板材组合,无需切换元件,提高柔性化程度。
6.本发明的目的是通过以下技术方案实现的,结合附图:
7.作为本发明的第一方面,提供一种钢-铝异种金属电阻点焊电极帽,包括钢件侧电极帽以及铝件侧电极帽,钢件侧电极帽在点焊时与钢板侧零件接触,铝件侧电极帽在点焊时与铝件侧零件接触;所述钢件侧电极帽为一体结构,从端部至尾部依次为钢件侧电极帽焊接接触段11、钢件侧电极帽消耗段12、钢件侧电极帽安装段14,所述钢件侧电极帽焊接接触段11采用锥型结构,其顶部的钢件侧电极帽焊接接触面为平面,钢件侧电极帽焊接接触段11与钢件侧电极帽消耗段12之间的夹角为120
°
~145
°
;所述铝件侧电极帽为一体结构,从端部至尾部依次为铝件侧电极帽焊接接触段21、铝件侧电极帽消耗段22、铝件侧电极帽安装段24,铝件侧电极帽焊接接触段21采用弧面结构。
8.优选地,所述钢件侧电极帽焊接接触段的最小半径3.5~4.5mm,最大半径4.5~
5.5mm。
9.优选地,所述铝件侧电极帽焊接接触段21的球面外弧半径选择75~150mm;最大半径r=20mm。
10.优选地,所述钢件侧电极帽消耗段12与钢件侧电极帽安装段14之间设有环槽,钢件侧电极帽消耗段12与环槽之间的断面为钢件侧电极帽生命线13,钢件侧电极帽生命线13为电极帽修磨的极限位置;所述铝件侧电极帽消耗段22与铝件侧电极帽安装段24之间设有环槽,铝件侧电极帽消耗段22与环槽之间的断面为铝件侧电极帽生命线23,铝件侧电极帽生命线23为电极帽修磨的极限位置。
11.优选地,所述钢件侧电极帽安装段14底面为钢件侧电极帽安装配合面,与电极杆连接在一起;铝件侧电极帽安装段24底面为铝件侧电极帽安装配合面,与电极杆连接在一起。
12.优选地,所述钢件侧电极帽以及铝件侧电极帽材料均为氧化铝铜;al2o3含量选取0.4%~0.84%,pb≤0.001,bi≤0.001。
13.优选地,所述钢件侧电极帽以及铝件侧电极帽材料物理性能为:硬度hrb75~79,导电率85-90%。
14.作为本发明的第二方面,提供一种钢-铝异种金属电阻点焊方法,进行点焊时,焊枪安装所述的钢-铝异种金属电阻点焊电极帽;点焊流程包括以下阶段:
15.预压阶段:电流数值为0,施加预压压力;
16.过渡阶段:电极压力从预压压力向焊接压力递增;
17.电流缓升阶段:在过渡阶段结束后出现一个启动电流,在该时间内电流从启动电流上升到预热电流,该过程中电极压力一直保持焊接压力。
18.预热阶段:继续保持焊接压力不变,电流采用预热电流进行预热;
19.冷却阶段一:电流迅速下降为0,焊接压力保持不变进行冷却;
20.焊接阶段:再次加热熔焊核,同时加大压力至顶锻压力压住焊核,电流采用焊接电流,进行焊接;
21.冷却阶段二:电流下降为0,电极压力保持顶锻压力进行冷却;
22.二次加热循环:重复上述焊接阶段及冷却阶段二,实现二次加热循环,循环次数采用焊接脉冲来控制;
23.维持阶段:二次加热循环完成后,顶锻压力保持不变的情况下,维持一定时间;
24.休止阶段:电极压力和焊接电流的数值均为0,焊钳电极杆从焊接位置退回至原始位置等待下一个焊接过程的开始。
25.10.如权利要求9所述的一种钢-铝异种金属电阻点焊方法,其特征在于,所述过渡阶段中,焊接压力选取300-500kn;电流缓升阶段中,预热电流选择9-12ka;所述焊接阶段中,焊接电流选取18-28ka,顶锻压力选取350-550kg,焊接时间选取80-350ms。
26.本发明具有以下优点:
27.1.本发明提供的钢-铝异种金属电阻点焊所使用的电极帽,对于钢板零件侧和铝板零件侧分别设计不同结构的电极帽。在焊接时,对于接触钢板零件侧,钢件侧电极帽端部为锥型结构,锥型结构使得两侧的电流逐步对向增加;钢件侧电极帽焊接接触段11与钢件侧电极帽消耗段12之间的锥形结构面,在保证电极帽强度的同时又能满足焊接铝合金零件
所需的较大支撑力(假定对侧为压力,本侧为支撑力)。对于接触铝合金零件一侧,铝件侧电极帽端部为弧面结构,弧面结构的存在会使得电极帽成为无级递进的方式逐步增加与焊接位置的接触,零件逐步被挤压,此时可将表面的氧化层(al2o3)向外部排挤,焊接位置的氧化层消失,利于焊核的形成。
28.2.本发明提供的钢-铝异种金属电阻点焊方法,通过搭载本发明所述电极帽,即钢板零件侧、铝板零件侧分别安装不同结构的电极帽,并通过设置十个阶段的工艺参数,根据板材组合调整焊接脉冲数n,实现对钢-铝异种金属零件的焊接。
29.3.采用本发明的电极帽及点焊方法,钢-铝异种金属电阻点焊无需连接元件,不会增加车身重量,更好的满足车身轻量化需求;电阻点焊对产品搭接边宽度及连接方向要求较低,降低产品及生产线设计难度;电阻点焊可以通过调整焊接参数规范适应不同板材组合,无需切换元件,提高柔性化程度。
附图说明
30.为了更清楚地说明本发明实施例中的技术方案,下面将对本发明实施例描述中所要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本发明实施例的内容和这些附图获得其他的附图。
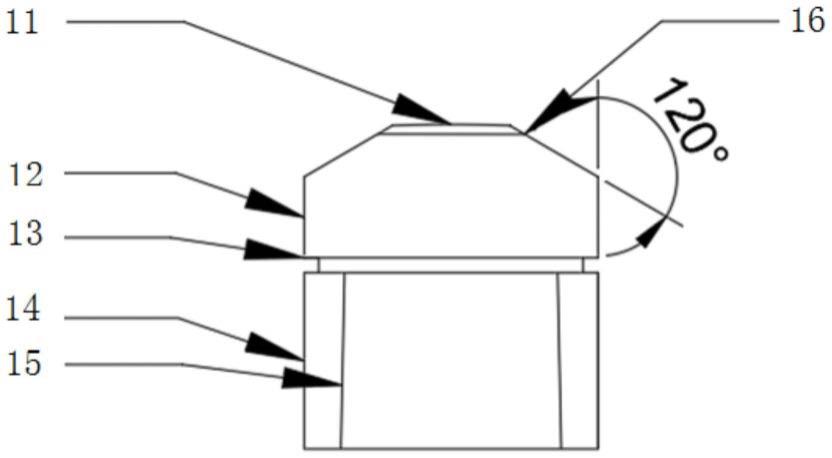
31.图1为本发明实施例1所述的一种钢-铝异种金属电阻点焊电极帽中钢件侧电极帽结构示意图;
32.图2为本发明实施例1所述的一种钢-铝异种金属电阻点焊电极帽中铝件侧电极帽结构示意图;
33.图3为本发明实施例2所述的一种钢-铝异种金属电阻点焊方法流程示意图;
34.图中:
35.11-钢件侧电极帽焊接接触段;2-钢件侧电极帽消耗段;13-钢件侧电极帽生命线;14-钢件侧电极帽安装段;15-钢件侧电极帽安装配合面;16-磨损接触面;
36.21-铝件侧电极帽焊接接触段;22-铝件侧电极帽消耗段;23-铝件侧电极帽生命线;24-铝件侧电极帽安装段;25-铝件侧电极帽安装配合面。
具体实施方式
37.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
38.一种钢-铝异种金属电阻点焊电极帽,包括钢件侧电极帽以及铝件侧电极帽,钢件侧电极帽在点焊时与钢板侧零件接触,铝件侧电极帽在点焊时与铝件侧零件接触;所述钢件侧电极帽为一体结构,从端部至尾部依次为钢件侧电极帽焊接接触段11、钢件侧电极帽消耗段12、钢件侧电极帽安装段14,所述钢件侧电极帽焊接接触段11采用锥型结构,其顶部的钢件侧电极帽焊接接触面为平面,钢件侧电极帽焊接接触段11与钢件侧电极帽消耗段12之间的夹角为120
°
~145
°
;所述铝件侧电极帽为一体结构,从端部至尾部依次为铝件侧电极帽焊接接触段21、铝件侧电极帽消耗段22、铝件侧电极帽安装段24,铝件侧电极帽焊接接
触段21采用弧面结构。
39.优选地,所述钢件侧电极帽焊接接触段的最小半径3.5~4.5mm,最大半径4.5~5.5mm。
40.优选地,所述铝件侧电极帽焊接接触段21的球面外弧半径选择75~150mm;最大半径r=20mm。
41.优选地,所述钢件侧电极帽消耗段12与钢件侧电极帽安装段14之间设有环槽,钢件侧电极帽消耗段12与环槽之间的断面为钢件侧电极帽生命线13,钢件侧电极帽生命线13为电极帽修磨的极限位置;所述铝件侧电极帽消耗段22与铝件侧电极帽安装段24之间设有环槽,铝件侧电极帽消耗段22与环槽之间的断面为铝件侧电极帽生命线23,铝件侧电极帽生命线23为电极帽修磨的极限位置。
42.优选地,所述钢件侧电极帽安装段14底面为钢件侧电极帽安装配合面,与电极杆连接在一起;铝件侧电极帽安装段24底面为铝件侧电极帽安装配合面,与电极杆连接在一起。
43.优选地,所述钢件侧电极帽以及铝件侧电极帽材料均为氧化铝铜;al2o3含量选取0.4%~0.84%,pb≤0.001,bi≤0.001。
44.优选地,所述钢件侧电极帽以及铝件侧电极帽材料物理性能为:硬度hrb75~79,导电率85-90%。
45.一种钢-铝异种金属电阻点焊方法,进行点焊时,焊枪安装所述的钢-铝异种金属电阻点焊电极帽;点焊流程包括以下阶段:
46.预压阶段:电流数值为0,施加预压压力;
47.过渡阶段:电极压力从预压压力向焊接压力递增;
48.电流缓升阶段:在过渡阶段结束后出现一个启动电流,在该时间内电流从启动电流上升到预热电流,该过程中电极压力一直保持焊接压力。
49.预热阶段:继续保持焊接压力不变,电流采用预热电流进行预热;
50.冷却阶段一:电流迅速下降为0,焊接压力保持不变进行冷却;
51.焊接阶段:再次加热熔焊核,同时加大压力至顶锻压力压住焊核,电流采用焊接电流,进行焊接;
52.冷却阶段二:电流下降为0,电极压力保持顶锻压力进行冷却;
53.二次加热循环:重复上述焊接阶段及冷却阶段二,实现二次加热循环,循环次数采用焊接脉冲来控制;
54.维持阶段:二次加热循环完成后,顶锻压力保持不变的情况下,维持一定时间;
55.休止阶段:电极压力和焊接电流的数值均为0,焊钳电极杆从焊接位置退回至原始位置等待下一个焊接过程的开始。
56.10.如权利要求9所述的一种钢-铝异种金属电阻点焊方法,其特征在于,所述过渡阶段中,焊接压力选取300-500kn;电流缓升阶段中,预热电流选择9-12ka;所述焊接阶段中,焊接电流选取18-28ka,顶锻压力选取350-550kg,焊接时间选取80-350ms。
57.实施例1
58.如图1、图2所示,一种钢-铝异种金属电阻点焊电极帽,包括钢件侧电极帽以及铝件侧电极帽,钢件侧电极帽在点焊时与钢板侧零件接触,铝件侧电极帽在点焊时与铝件侧
零件接触。
59.所述钢件侧电极帽为一体结构,从端部至尾部依次为钢件侧电极帽接触段11、钢件侧电极帽消耗段12、钢件侧电极帽安装段14。
60.所述钢件侧电极帽接触段11为点焊时与钢板侧零件接触的接触面。钢件侧电极帽接触段11采用锥型结构,其顶部的钢件侧电极帽焊接接触面为平面,在保证电极帽强度的同时又能满足焊接铝合金零件所需的较大支撑力(假定对侧为压力,本侧为支撑力)。钢件侧电极帽焊接接触段11与钢件侧电极帽消耗段12之间的夹角选择120
°
~145
°
时,在保证电极帽强度的同时,对钢件产品设计时焊接搭接边宽度要求较低。
61.钢件侧电极帽接触段的半径选择75~150mm;钢件侧电极帽焊接接触段的最小半径3.5~4.5mm,最大半径(磨损接触面26外径)4.5~5.5mm,在此范围内,对焊接有良好的效果,超出磨损接触面26时,需要对电极帽进行修磨。
62.钢件侧电极帽消耗段12与钢件侧电极帽安装段14之间设有环槽,钢件侧电极帽消耗段12与环槽之间的断面为钢件侧电极帽生命线13,钢件侧电极帽生命线13为电极帽修磨的极限位置,电极帽修磨到此处需要更换。
63.钢件侧电极帽安装段14底面为钢件侧电极帽安装配合面,与电极杆连接在一起。
64.所述铝件侧电极帽为一体结构,从端部至尾部依次为铝件侧电极帽焊接接触段21、铝件侧电极帽消耗段22、铝件侧电极帽安装段24。
65.铝件侧电极帽焊接接触段21为点焊时与铝板侧零件接触的接触面。铝件侧电极帽焊接接触段21采用弧面结构,弧面结构的存在会使得电极帽成为无级递进的方式逐步增加与焊接位置的接触,零件逐步被挤压,此时可将表面的氧化层(al2o3)向外部排挤,焊接位置的氧化层消失,利于焊核的形成。
66.铝件侧电极帽焊接接触段21的球面外弧半径选择75~150mm,最大半径r=20mm时,对铝合金零件表面氧化层有较好的破坏作用,并能覆盖铝合金零件软化区域,在焊接一定数量的的焊接后,需要对铝件侧电极帽焊接接触段21进行修磨,但因铝件侧电极帽消耗段22的尺寸关系,需要对焊接搭边宽度要求提高。
67.铝件侧电极帽消耗段22与铝件侧电极帽安装段24之间设有环槽,铝件侧电极帽消耗段22与环槽之间的断面为铝件侧电极帽生命线23,铝件侧电极帽生命线23为电极帽修磨的极限位置,电极帽修磨到此处需要更换。
68.铝件侧电极帽安装段24底面为铝件侧电极帽安装配合面,与电极杆连接在一起。
69.所述钢件侧电极帽以及铝件侧电极帽材料均为氧化铝铜。
70.钢件侧电极帽以及铝件侧电极帽成分中al2o3含量选取0.4%~0.84%,pb≤0.001,bi≤0.001;对于物理性能,硬度hrb75~79,导电率85-90%。
71.实施例2
72.一种钢-铝异种金属电阻点焊方法,进行点焊时,焊枪安装本发明实施例1所述的钢-铝异种金属电阻点焊电极帽,并通过调整焊接设备的工艺参数,对钢-铝异种板材组合设置相应的工艺规范。
73.主要控制参数为预热电流、预热时间、压力、顶锻压力、焊接电流、焊接时间、焊接脉冲、冷却时间、维持时间。
74.本实施例所述的点焊流程分为以下几个阶段,如图3所示:
75.第一阶段:预压阶段,电流数值为0,施加预压压力。
76.第二阶段:过渡阶段,电极压力从预压压力向焊接压力递增,焊接压力选取300-500kn。
77.第三阶段:电流缓升阶段,首先在过渡阶段结束后出现一个启动电流,在该时间内电流从启动电流上升到预热电流,预热电流选择9-12ka,该过程中电极压力一直保持焊接压力。
78.第四阶段:预热阶段,继续保持焊接压力不变,电流采用预热电流,预热时间选取80-150ms。
79.第五阶段:冷却阶段1,电流迅速下降为0,焊接压力保持不变,冷却时间1选择8-12ms。
80.第六阶段:焊接阶段,再次加热熔焊核,同时加大压力至顶锻压力压住焊核,电流采用焊接电流,选取18-28ka,实现焊接,顶锻压力选取350-550kg,焊接时间选取80-350ms。
81.第七阶段:冷却阶段2,电流下降为0ka,电极压力保持顶锻压力,数值不变,冷却时间2选择0-20ms。
82.第八阶段:重复第六、第七两个阶段流程,实现二次或更高频次的加热循环,循环次数采用焊接脉冲来控制,输入数字n表示将第六、第七两个过程循环n次,焊接脉冲数选取4-6个。
83.第九阶段:维持阶段,在第八阶段完成后,顶锻压力保持不变的情况下,维持时间选择80-120ms。
84.第十阶段:休止阶段,电极压力和焊接电流的数值均为0,焊钳电极杆从焊接位置退回至原始位置等待下一个焊接过程的开始。
85.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1