一种旋压成形加热装置及旋压成形测温方法
1.本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法。
背景技术:
2.铝合金、镁合金等难变形金属在常温下塑性较低,在旋压过程中容易产生开裂等问题。同时,难变形金属需要在高温下进行成形,方可实现顺利的旋压成形。其中,在旋压过程中实现坯料温度分布均匀并控制温度是十分重要的技术。
3.在申请号为201810018974.0的专利中,介绍了一种协同自阻电加热的板材自增量旋压成形装置及方法,其成形装置包括:芯模、板材、加工刀具组、自阻加热工装和旋压成形装置。该专利中通过外置固定的电阻棒接触坯料,将电阻棒接通回路电流以对坯料进行加热,属于传导加热。该专利是利用坯料与电阻棒之间相对旋转的方式进行局部接触式加热,这种成形方式不仅对工件和电阻棒之间产生摩擦损伤,不利于工件表面质量,而且在成形过程中由于受旋压轮强力成形的影响会产生一定的跳动幅度,造成电阻棒与坯料之间存在回路和短路的不连续接触情况,从而造成温度的不稳定。其次,由于旋压成形属于逐点式成形技术,当旋转主轴的转速或者旋压轮进给速度较快时,电阻棒与坯料单位面积的接触时间较短,采用电阻棒局部接触式加热的方法无法较快的满足坯料升温至成形温度,并且难以保障成形区域温度场均匀性。
技术实现要素:
4.本发明要解决的技术问题是提供一种利于坯料快速升温、坯料加热更均匀、测温更准确的旋压成形加热装置及旋压成形测温方法。
5.本发明提供一种旋压成形加热装置,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动。
6.更进一步地,所述内筒一端侧壁上开设有进气口,所述进气口穿过外筒与外部的送热风装置连接。
7.更进一步地,还包括设置在内筒内壁上的螺旋槽道,所述进气口位于螺旋槽道的起始端。
8.更进一步地,所述内筒的内部设置有筋条,筋条呈螺旋状设置在内筒的内壁上,内筒内壁上位于筋条之间的区域形成所述螺旋槽道。
9.更进一步地,所述进气口沿内筒轴向方向上的宽度与螺旋槽道槽宽的比例为1:1-2。
10.更进一步地,所述进气口通过进气管与外部的送热风装置连接,进气管连接进气
口的一端沿内筒侧壁的切向方向设置。
11.更进一步地,所述外筒整体均为可伸缩结构。
12.更进一步地,还包括用于安装在坯料上的接触式测温单元。
13.本发明还提供一种旋压成形测温方法,使用了前述的旋压成形加热装置,该旋压成形测温方法包括以下步骤:
14.s1、将接触式测温单元安装在坯料上;
15.s2、将安装有接触式测温单元的坯料固定在旋转主轴上,将加热单元与外部电源连接,并将接触式测温单元与数据记录仪连接,数据记录仪记录接触式测温单元采集的温度数据。
16.更进一步地,所述s1中还包括在坯料端部轴向开孔,接触式测温单元设置两组,一组接触式测温单元安装在所述孔内,用于检测坯料内部温度,另一组孔安装在坯料外表面的端部,用于检测坯料表面温度。
17.本发明的有益效果是,通过将加热单元嵌设在旋转主轴上,采用热传导的方式对坯料进行加热,即通过旋转主轴将热量传递给安装在旋转主轴上的坯料,由于坯料套设在旋转主轴上时与旋转主轴的接触面方式为面接触,因此该种加热方式对坯料来说属于面接触式加热,不仅有利于坯料快速升温,而且相对于局部接触式加热的方式,本发明升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验的进行。保温筒的设置则可以减少坯料热量的扩散及损失,提高加热效率。由于外筒上位于开口一两端的区域具有可伸缩结构,因此开口一的尺寸只需满足旋压轮能够伸入对坯料进行加工即可,在旋压轮处于开口一内并进行轴向移动时,开口一可跟随旋压轮在外筒的轴向上移动,从而能够形成一个相对封闭的筒体结构,减少热量的扩散及损失,提高加热效率。
附图说明
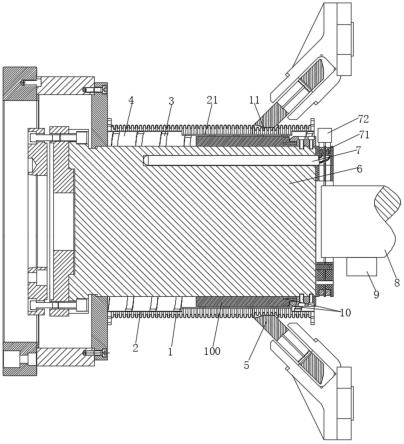
18.附图1为本发明旋压成形加热装置结构示意图。
19.附图2为本发明保温筒的结构示意图。
20.附图3为本发明旋压成形加热装置的实验例一坯料表面温度瞬态分布图。
21.附图4为本发明旋压成形加热装置的实验例二坯料表面温度瞬态分布图。
22.附图5为本发明旋压成形加热装置的实验例三坯料表面温度瞬态分布图。
23.在图中,1-外筒;11-开口一;2-内筒;21-开口二;22-进气口;23-进气管;3-筋条;4-螺旋槽道;5-旋压轮;6-旋转主轴;7-加热单元;71-集电圈;72-碳刷;8-尾柱;9-数据记录仪;10-接触式测温单元;100-坯料。
具体实施方式
24.如附图1和2所示,本发明提供一种旋压成形加热装置,包括加热单元7及保温筒,加热单元7嵌设在旋转主轴6上,具体的,加热单元7为加热棒,旋转主轴6轴向上开设有安装孔,加热棒轴向嵌设在所述安装孔内,保温筒套设在旋转主轴6外并与旋转主轴6同轴设置,且保温筒与旋转主轴6之间留有用于容纳坯料100的空间,所述保温筒包括外筒1和内筒2,所述外筒1的侧壁上开设有开口一11,该开口一11用于供旋压轮5伸入,而在外筒1的轴向方向上,外筒1位于开口一11两端的部分为可伸缩结构,例如波纹管结构,通过开口一11在外
筒1的轴向上施加力时,外筒1上位于开口一11两端的可伸缩结构对应进行伸展或压缩,使得开口一11在外筒1轴向上的位置发生改变,所述内筒2的侧壁上开设有供旋压轮5伸入的开口二21,开口二21在内筒2轴向上的宽度大于开口一11在轴向上的宽度,具体为开口二21的在内筒2轴向上的宽度齿轮略大于旋压轮5的轴向移动行程,使得旋压轮5可在开口二21中进行轴向移动。
25.其中,本发明还包括集电圈71和碳刷72,如图1所示,集电圈71呈环形,固定在旋转主轴6的一端,加热单元7通过导线与该集电圈71连接,碳刷72通过外部固定架固定,且碳刷72位于集电圈71一侧并与集电圈71接触,所述碳刷72通过导线与外部电源连接,以使加热单元7与外部电源连通。该连接方式可满足加热单元7跟随旋转主轴6转动,而外部电源无需转动。优选所述加热单元7设置有两个以上,两个以上加热单元7周向设置在旋转主轴6上,提高旋转主轴6周向上温度的均匀性,从而提高对坯料100加热的均匀性。外筒1和内筒2的一端与加热装置的固定座固定,而外筒1和内筒2的另一端则固定在其他支架上。优选所述外筒1整体均为可伸缩结构,即外筒1整体为波纹管结构,材质可选用304不锈钢、低锰碳素钢、硅锰碳素钢、铬钒钢中的任一种。内筒2优选为耐高温且隔热的材质。
26.本发明提供的加热装置,通过将加热单元7嵌设在旋转主轴6上,采用热传导的方式对坯料100进行加热,即通过旋转主轴6将热量传递给安装在旋转主轴6上的坯料100,由于坯料100套设在旋转主轴6上时与旋转主轴6的接触面方式为面接触,因此该种加热方式对坯料100来说属于面接触式加热,不仅有利于坯料100快速升温,而且相对于局部接触式加热的方式,本发明升温后坯料100整体温度相对更均匀,更便于实际生产和旋压成形实验的进行,保温筒的设置则可以减少坯料100热量的扩散及损失,提高加热效率。具体体现在,由于外筒1上位于开口一11两端的区域具有可伸缩结构,因此开口一11的尺寸只需满足旋压轮5能够伸入对坯料100进行加工即可,在旋压轮5处于开口一11内并进行轴向移动时,开口一11可跟随旋压轮5在外筒1的轴向上移动,从而能够形成一个相对封闭的筒体结构,减少热量的扩散及损失,提高加热效率。而相对于直接使用外筒1的单层结构,本发明设置成了外筒1和内筒2的双层结构,内筒2的设置,一方面可对外筒1的伸缩起到导向及支撑的作用,另一方面也可起到隔绝部分热量的作用,避免热量全部直接作用在外筒1上,减缓外筒1伸缩结构的失效速度,延长外筒1的使用寿命。
27.在发明的优选实施方式中,在上述保温筒的结构基础上,所述内筒2一端侧壁上开设有进气口22,所述进气口22穿过外筒1与外部的送热风装置连接,用于对内筒2内送入热风,辅助加热坯料100,即本发明中采用热风和加热单元7相结合的方式共同对坯料100进行加热,提高加热效率,而在保温筒的作用下,热风可在环绕在坯料100表面,使成形温度更加均匀。
28.本发明中还包括设置在内筒2内壁上的螺旋槽道4,所述进气口22位于螺旋槽道4的起始端,用于对进入保温筒内的热风的流动起到一定的导向作用,在旋转主轴6旋转时,结合螺旋槽道4的设置,使得热风可在内筒2内呈环向螺旋状流动,提高保温筒内周向上温度的均匀性,避免所有热风直接沿轴向流至出口处而产生的周向温度不均问题。
29.螺旋槽道4的具体形成结构为,如图1所示,所述内筒2的内部设置有筋条3,筋条3呈螺旋状设置在内筒2的内壁上,内筒2内壁上位于筋条3之间的区域形成所述螺旋槽道4。在本发明中,优选在使用状态下,筋条3与坯料100侧壁之间的距离为5-10mm,保障坯料100
在旋转时不会与筋条3产生摩擦,同时为坯料100留出变形空间。例如,优选待成形坯料100的外径为300mm时,内筒2的内径为330mm,筋条3的厚度(即筋条3在内筒2径向上的尺寸)为10mm,筋条3的宽度(即筋条3在内筒2轴向上的尺寸)为1mm,因此当保温筒安装后,筋条3与坯料100侧壁直接的距离为5mm。
30.在本发明中,定义进气口22沿内筒2轴向方向上的尺寸为其宽度,螺旋状设置的筋条3之间的间距即为螺旋槽道4的槽道,优选所述进气口22的宽度与螺旋槽道4槽宽的比例为1:1-2,进一步优选进气口22的宽度与螺旋槽道4槽宽的比例为1:1或1:2。
31.所述进气口22上连接有进气管23,进气管23穿过外筒1与外部的送热风装置连接,优选进气管23连接进气口22的一端沿内筒2侧壁的切向方向设置,使得热风沿从进气口22进入内筒2中时是贴于内筒2内壁的方向,更利于热风沿螺旋槽道4内流动。优选所述进气管23内设置有流量检测单元,比如气体流量计,与外部控制器电性连接。
32.所述内筒2的另一端侧壁上开设有有出气口,出气口位于所述螺旋槽道4的末端,用于供热风排出。其中,出气口上连接有出气管,出气管穿过外筒1与送热风装置连接,形成相对封闭的热风循环加热,优选出气管连接出气口的一端沿内筒2侧壁的切向方向设置。
33.本发明还包括接触式测温单元10,接触式测温单元10用于安装在坯料100上并跟随坯料100转动,以直接接触式测量坯料100的温度,接触式测温单元10具体为热电偶。相对于传统非接触式检测温度的方法,本发明采用接触式测温单元对坯料100进行接触式测温,减少了来自环境、发射率等因素的干扰,并且可以检测坯料100上固定位置的温度,旋压成形过程中所采集的坯料100温度变化数据更精确。
34.优选所述接触式测温单元10设置有两组,一组接触式测温单元10用于检测坯料100表面温度,另一组接触式测温单元10用于检测坯料100内部温度,便于实验人员获得旋压成形过程中坯料100表面和内部温度的变化规律,以供后续计算使用。
35.在上述加热装置中,当所述保温筒未设置筋条3和进气口22出气口结构时,保温筒仅做保温作用,减少热量的散发,提高加热效率。
36.实验例一
37.以所述保温筒设置有进气口22和出气口结构但未设置筋条3时的加热装置作为实验例一,在该实验例一中,所成形的坯料100外径为300mm,内筒2的内径为330mm,进气口的宽度为10mm。运行装置,将旋压轮5移动至保温筒内。开启送风装置和加热单元7,热风和加热单元7同时对将旋压轮5和坯料100进行加热,设定成形温度为574k。开启主轴旋转程序,使热风充分与坯料100接触;当相应的测温仪检测坯料100到达成形温度后,驱动进行旋压成形。
38.由于在旋压成形过程中,旋转主轴6的旋转速度较快,旋压轮5在轴向方向上移动相对较为缓慢。因此只需要在周向方向上温度分布均匀,那么旋轮成形的温度是均匀的。而如图3所示,为实验例一坯料100表面温度瞬态分布图,其中,图3中的上下方向即为坯料100的周向方向,左右方向为坯料100的轴向方向,可见在周向方向上温度均匀的效果不明显。
39.实验例二
40.以所述保温筒设置有进气口22、出气口结构及螺旋状筋条3的加热装置作为实验例二,在该实验例二中,所成形的坯料100外径为300mm,内筒2的内径为330mm,筋条3的厚度10mm、宽度1mm,螺旋槽道4槽宽为40mm,进气口22宽度为20mm,螺旋槽道4槽宽与进气口22宽
度比例为2:1。运行装置,将旋压轮5移动至保温筒内。开启送风装置和加热单元7,热风和加热单元7同时对将旋压轮5和坯料100进行加热,设定成形温度为574k。开启主轴旋转程序,使热风充分与坯料100接触;当相应的测温仪检测坯料100到达成形温度后,驱动进行旋压成形。
41.由于在旋压成形过程中,旋转主轴6的旋转速度较快,旋压轮5在轴向方向上移动相对较为缓慢。因此只需要在周向方向上温度分布均匀,那么旋轮成形的温度是均匀的。而如图4所示,为实验例二坯料100表面温度瞬态分布图,其中,图4中的上下方向即为坯料100的周向方向,左右方向为坯料100的轴向方向,可见在周向方向上温度均匀的效果较为明显。
42.实验例三
43.以所述保温筒设置有进气口22、出气口结构及螺旋状筋条3的加热装置作为实验例三,在该实验例三中,所成形的坯料100外径为300mm,内筒2的内径为330mm,筋条3的厚度10mm、宽度1mm,螺旋槽道4槽宽与进气口22宽度比例为1:1,螺旋槽道4槽宽与进气口22宽度为40mm。运行装置,将旋压轮5移动至保温筒内。开启送风装置和加热单元7,热风和加热单元7同时对将旋压轮5和坯料100进行加热,设定成形温度为574k。开启主轴旋转程序,使热风充分与坯料100接触;当相应的测温仪检测坯料100到达成形温度后,驱动进行旋压成形。
44.由于在旋压成形过程中,旋转主轴6的旋转速度较快,旋压轮5在轴向方向上移动相对较为缓慢。因此只需要在周向方向上温度分布均匀,那么旋轮成形的温度是均匀的。而如图5所示,为实验例三坯料100表面温度瞬态分布图,可见在周向方向上温度均匀的效果较为理想。
45.本发明还提供一种旋压成形测温方法,该测温方法使用了上述的旋压成形加热装置,该旋压成形测温方法包括以下步骤:
46.s1、将接触式测温单元10安装在坯料100上;由于接触式测温单元10设置有两组,该s1中还包括在坯料端部轴向开孔,一组接触式测温单元10安装在所述孔内,用于检测坯料100内部温度,另一组孔安装在坯料100外表面的端部,用于检测坯料100表面温度。
47.s2、将安装有接触式测温单元10的坯料100固定在旋转主轴6上,在旋转主轴6的一端固定集电圈71,并将嵌设在旋转主轴6上的加热单元7与集电圈71连接,将碳刷72固定在外部固定架上,使碳刷72位于集电圈71侧面并与集电圈71接触,通过导线将碳刷72与外部电源连接,使得加热单元7与外部电源连接。旋转主轴6安装有集电圈7的一端端部还设置有尾柱8,尾柱8与旋转主轴6该端中部连接,并跟随旋转主轴6转动,将数据记录仪9安装在尾柱8上,并使用导线将接触式测温单元10与数据记录仪9连接,数据记录仪9实施记录并存储接触式测温单元10采集的温度数据,供旋压成形后分析旋压成形中坯料100的温度变化使用。
48.打开外部电源,加热单元7通电将热量依次传递给旋转主轴6和坯料100,数据记录仪9记录实时记录接触式测温单元10所采集的相应温度数据;待坯料100升温至设定温度,通过旋压轮5进行旋压成形作业,加热单元7持续进行加热,接触式测温单元10持续进行温度检测获得相应时间的坯料100温度数据。其中,为了避免旋压轮5影响接触式测温单元10的正常检测,坯料100的端部可预留一段表面不与旋压轮5接触的余料,两组接触式测温单元10设置在该余料区域,旋压成形后,余料区域可做切除处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1