一种TiZr基非晶合金钎焊异种不锈钢及其制备方法
一种tizr基非晶合金钎焊异种不锈钢及其制备方法
技术领域
1.本发明涉及焊接技术领域,特别是涉及一种tizr基非晶合金钎焊异种不锈钢及其制备方法。
背景技术:
2.自20世纪五十年代以来,异种金属的连接构件因其兼顾两种不同材料的优势成为了高端工业生产及制造中关注的重点。不锈钢作为我国目前应用最广泛的金属材料之一,具有加工性能好、韧性高、耐高温、耐蚀性等优良特性,并且价格低廉、加工成本低,每种不锈钢又在其特定的应用领域具有其各自的良好的性能。为了获得高性能的异种不锈钢构件,异种不锈钢的焊接得到了广泛的关注。
3.目前,常用的不锈钢的连接方式有熔化焊和钎焊。
4.熔焊焊接是将焊件接头加热至熔化状态,不加压力完成的焊接。常用的熔焊方法有:
5.1.气焊:气体混合物燃烧形成高温火焰,用火焰来熔化不锈钢接头及焊条。最常用的气体是氧与乙炔的混合物,调整氧与乙炔的比值,可以获得氧化性、中性及还原性的火焰。这种方法所用的设备较为简单,而加热区宽,但焊后焊件的变形较大,并且操作费用较高,因而已逐渐被电弧焊代替。
6.2.铸焊:这是较早的焊接方法,采用铝热剂或镁热剂氧化时放出的热量来熔化金屑;它的特点是设备及操作简单,但焊接质量不高,只用于修补不锈钢工件。
7.3.电弧焊:这是应用最广泛的焊接方法,由于电弧的温度高于火焰的温度,加热更为集中,适用于各种形状及尺寸的不锈钢焊件,并且焊件体积愈大,厚度愈厚,电弧焊的优点愈为突出。这种焊接方法可以细分为许多类型,按电弧的作用、电极的类型、电流的种类、熔池的保护方法等可以有几十种之多。按照电弧作用于金属的方法,可以分为直接的、间接的及综合的三种焊接方法。应用最广泛的电弧焊接方法只有三类:电渣焊、真空电子束焊接、激光束焊。
8.4.电渣焊:这是苏联发展的先进电焊方法,在工业上的不锈钢工程施工中已得到广泛应用。它是利用电流通过熔渣所产生的电阻热来熔化金属的。这种热源加热的范围比电弧大,每一根焊丝可以单独成—个回路,增加焊丝数目,可以一次焊接很厚的不锈钢焊件。焊条金属滴通过熔渣滴下,加速金属与熔渣反应,有提纯作用。
9.5.真空电子束焊接:这是用来焊接尖端技术方面的高熔点及活泼不锈钢金属的小零件的。这种方法的特点是将不锈钢焊件放在高真空容器内,容器内装有电子枪,利用高速电子束打在焊件上将不锈钢焊件熔化而进行焊接。这种方法可以获得高质量的不锈钢焊件。
10.6.激光束焊:该焊接方法的能束为相干单色光,对其进行光学聚焦能够产生与电子束焊相近的能量密度,因此它可以在不锈钢工件上蒸发出一个空洞,并且以锁孔的模式焊接。激光器有固体激光器和co2激光器,激光器的功率一般小于5kw。激光焊接应用于不锈
钢工程施工中的批量部件,替代了电子束焊。
11.而钎焊焊接是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。钎焊过程的主要工艺参数是钎焊温度、保温时间,即吸收的热量大小。钎焊温度通常选为高于钎料液相线温度25
‑ꢀ
60℃,以保证钎料能填满间隙。钎焊保温时间视工件大小及钎料与母材相互作用的剧烈程度而定。大件的保温时间应长些,以保证加热均匀。钎料与母材作用强烈的,保温时间要短。一般说来,一定的保温时间是促使钎料与母材相互扩散,形成牢固结合所必需的。但过长的保温时间将导致熔蚀等缺陷的发生。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。
12.目前,研究异种不锈钢间焊接方法多数采用熔化焊或钎焊。熔化焊种类繁多,但在焊接精细和结构复杂的焊件时的应用难度较大,很难操控,生产效率比较低,而且在焊接过程中易使其抗腐蚀性能严重降低,还容易产生热裂纹、高温氧化以及较大的焊接变形。而采用普通钎料的钎焊虽然焊接后的零部件接头较为平整,表面也能够呈现较高的光洁度,变形较少,但焊接接头强度比较低,耐热能力比较差,还容易产生晶间腐蚀裂纹,由于母材与钎料成分相差较大而引起的电化学腐蚀致使耐蚀力较差及装配要求比较高等问题。
13.因此,本发明旨在提供一种tizr基非晶合金钎焊异种不锈钢及其制备方法,在焊接异种不锈钢时,具有较强的灵活性,不受形状、尺寸以及环境等因素限制,能够在同一时间完成多种钎缝或多零件之间的连接,具有较高的生产效率,且能够提高焊接接头的整体抗拉强度和疲劳性能。
技术实现要素:
14.本发明的目的是提供一种tizr基非晶合金钎焊异种不锈钢及其制备方法,以解决上述现有技术中存在的问题。
15.为实现上述目的,本发明提供了如下方案:
16.本发明提供一种tizr基非晶合金钎焊异种不锈钢,包括第一不锈钢母材和与之相连接的第二不锈钢母材,所述第一不锈钢母材和所述第二不锈钢母材的连接处通过tizr基非晶合金钎焊固定。
17.优选地,所述第一不锈钢母材采用304不锈钢,其所含化学元素及质量分数为:cr 17-19%,ni 8-11%,mn 2%,si 1%,p 0.035%,其余为fe和不可避免的杂质,质量分数共计为100%。
18.优选地,所述第二不锈钢母材采用316l不锈钢,其所含化学元素及质量分数为:cr 16-18%,ni 12-15%,mn 2%,si 1%,p 0.035%,其余为fe和不可避免的杂质,质量分数共计为100%。
19.优选地,所述第一不锈钢母材和所述第二不锈钢母材通过搭接连接、t型连接、斜角连接、弯边连接或锁边连接。
20.优选地,所述tizr基非晶合金采用ti
43
zr
27
mo5cu
10
be
15
。
21.本发明还提供了上述tizr基非晶合金钎焊异种不锈钢的制备方法,包括以下步骤:
22.s1.使用切割机将304不锈钢原料和316l不锈钢切成薄片,分别得到第一不锈钢母
材和第二不锈钢母材;
23.s2.将第一不锈钢母材和第二不锈钢母材进行表面处理;
24.s3.将表面处理好的第一不锈钢母材和第二不锈钢母材进行装配;
25.s4.将装配好的第一不锈钢母材和第二不锈钢母材放入真空炉内进行钎焊;
26.s5.焊接完成随炉冷却至室温后打开真空炉,得到tizr基非晶合金钎焊异种不锈钢。
27.优选地,步骤s2中,所述表面处理为:将第一不锈钢母材和第二不锈钢母材的待焊面进行打磨直至露出金属光泽,使钎焊时接触面平整光滑,无氧化层,再使用超声波清洗仪对母材进行超声波清洗,最后进行烘干。
28.优选地,步骤s3中,所述装配为:将第一不锈钢母材和第二不锈钢母材采用搭接方式装配,利用纯镍箔片控制钎缝的间隙,并用不锈钢细丝拧紧固定,装配完好后将其放入坩埚焊盒内准备钎焊。
29.优选地,步骤s4中,所述钎焊为:将真空炉加热到1000-1040℃,升温时间为1-3h,然后高温保持15-30min,最后停止加热,保持真空炉处于真空状态冷却至室温。
30.本发明相对于现有技术取得了以下有益技术效果:
31.1、本发明提供的一种tizr基非晶合金钎焊异种不锈钢及其制备方法,采用tizr基非晶合金ti
43
zr
27
mo5cu
10
be
15
作为钎料,其具有较低的凝固温度、良好的共晶特性和较强的非晶形成能力以及常规钎料不具有的高抗拉强度和疲劳性能,在钎焊过程中虽然钎焊使边界处的非晶相减少,但对fz中心部分的影响不大,fz中的基体相仍是非晶合金,因此采用tizr基非晶合金ti
43
zr
27
mo5cu
10
be
15
作为钎焊的钎料能够提高焊接接头的整体抗拉强度和疲劳性能;可满足更高要求的精密结构件的连接。
32.2、本发明提供的一种tizr基非晶合金钎焊异种不锈钢及其制备方法,采用真空钎焊焊接技术焊接异种不锈钢可具有较强的灵活性,不受零件本身和外界条件影响;能够在同一时间完成多种钎缝或多零件之间的连接,具有较高的生产效率;且在真空氛围中可以避免焊缝的强烈氧化和热裂纹,可有效避免较大变形。
33.3、本发明提供的一种tizr基非晶合金钎焊异种不锈钢及其制备方法,采用钎焊温度1020℃,保温时间30min,能够保证钎焊效果最好。
附图说明
34.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
35.图1为本发明提供的一种tizr基非晶合金钎焊异种不锈钢结构示意图;
36.图2为本发明提供的一种tizr基非晶合金钎焊异种不锈钢中对铜模吸铸获得的tizr基非晶合金ti
43
zr
27
mo5cu
10
be
15
钎料的xrd图谱;
37.图3为本发明本发明提供的一种tizr基非晶合金钎焊异种不锈钢的制备方法中装配示意图;
38.图中:1:第一不锈钢母材、2:tizr基非晶合金、3:第二不锈钢母材、 4:纯镍箔片。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.本发明的目的是提供一种tizr基非晶合金钎焊异种不锈钢及其制备方法,以解决现有技术存在的问题。
41.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
42.实施例1:
43.本实施例提供一种tizr基非晶合金钎焊异种不锈钢,如图1所示,包括第一不锈钢母材1和与之搭接的第二不锈钢母材3,第一不锈钢母材1和第二不锈钢母材3的连接处通过tizr基非晶合金2钎焊固定。
44.其中,第一不锈钢母材1采用304不锈钢,其所含化学元素及质量分数为: cr 18%,ni 9%,mn 2%,si 1%,p 0.035%,其余为fe和不可避免的杂质,质量分数共计为100%。
45.第二不锈钢母材3采用316l不锈钢,其所含化学元素及质量分数为:cr 17%,ni 13%,mn 2%,si 1%,p 0.035%,其余为fe和不可避免的杂质,质量分数共计为100%。
46.tizr基非晶合金2采用ti
43
zr
27
mo5cu
10
be
15
,ti
43
zr
27
mo5cu
10
be
15
非晶合金材料通过非自耗真空电弧炉急速冷却制备而出。起初通过铜模抽铸出板冷却制造出。后来,根据实验要求需要,在优化方法后,直接对通过采用非自耗钨真空电弧炉制备产出的纽扣钢锭进行线切割。关于ti
43
zr
27
mo5cu
10
be
15
的制备是通过电弧熔炼吸铸法制得,该方法把电弧熔炼和金属模铸造法结合到一起,制得样品品质好,效率高,是目前实验室制备块体非晶合金的常用的方法。图2是对铜模吸铸获得对铜模吸铸获得钎料的进行的x射线衍射表征分析,可以看出,两种形态下钎料合金的xrd衍射谱图均表现为漫散射峰,并且伴有晶体峰的衍射样式。所炼制材料经xrd检测,在图谱下的衍射特征与非静态材料的衍射特征一致。
47.本实施例还提供上述tizr基非晶合金钎焊异种不锈钢的制备方法,包括以下步骤:
48.s1.使用切割机将304不锈钢原料和316l不锈钢切成薄片,分别得到第一不锈钢母材1和第二不锈钢母材3,二者尺寸均为20mm
×
17mm
×
1mm;
49.s2.将第一不锈钢母材1和第二不锈钢母材3进行表面处理,即,将第一不锈钢母材1和第二不锈钢母材3的待焊面进行打磨直至露出金属光泽,使钎焊时接触面平整光滑,无氧化层,再使用超声波清洗仪对母材进行超声波清洗,最后进行烘干;
50.s3.将表面处理好的第一不锈钢母材1和第二不锈钢母材3进行装配,如图3所示,将第一不锈钢母材1和第二不锈钢母材3采用搭接方式装配,利用纯镍箔片4控制钎缝的间隙,并用不锈钢细丝拧紧固定,装配完好后将其放入坩埚焊盒内准备钎焊
51.s4.将装配好的第一不锈钢母材和第二不锈钢母材放入真空炉内进行钎焊;真空炉采用型号为gsl-1600x气氛保护管式高温炉,高温炉以双极硅铂和钼棒热器作为主要的工作发热控制元件,采用99.99%氩气进行保护,额定温度为1600℃,采用一个708p温控器
对其进行自动控制的工作温度,具有良好的温度控制精度(
±
1℃),除此之外,该管式高温炉还设有一个真空的装置,能够在多种环境下进行工作,很大程度上增加了它的实际应用范围,这种管式高温炉工作温度高、控温精度好、操作简易、维护方便,被广泛应用于工业生产与科学研究;将真空炉加热到1020℃,升温时间为2h,然后高温保持30min,最后停止加热,保持真空炉处于真空状态冷却至室温;
52.s5.焊接完成随炉冷却至室温后打开真空炉,得到tizr基非晶合金钎焊异种不锈钢。
53.实施例2:
54.本实施例与实施例1相同,区别仅在于焊接温度控制在1000℃,保温时间15min。
55.实施例3:
56.本实施例与实施例1相同,区别仅在于焊接温度控制在1020℃,保温时间15min。
57.实施例4:
58.本实施例与实施例1相同,区别仅在于焊接温度控制在1040℃,保温时间15min。
59.实施例5:
60.本实施例与实施例1相同,区别仅在于焊接温度控制在1000℃,保温时间30min。
61.实施例6:
62.本实施例与实施例1相同,区别仅在于焊接温度控制在1040℃,保温时间30min。
63.将上述6组实施例得到的异种不锈钢进行分析,发现实施例2中的异种不锈钢钎缝靠近316l不锈钢侧的扩散区比钎缝靠近304不锈钢侧窄,成型良好,且较为致密,但是非晶钎料和304不锈钢侧也存在相互冶金作用,形成了一定的连接区域,在钎焊温度为1000℃保温时间15min时,钎缝与304不锈钢侧冶金结合较差,说明温度较低影响钎料的扩散和对母材的润湿,钎焊接头中含有大量的β-ti。
64.实施例3和4中,钎缝和316不锈钢母材侧有着良好的连接,而304不锈钢母材和钎缝界面存在部分的裂纹,由于不锈钢的热膨胀系数差别较大,钎焊结束接头存在较大的内应力,另外304不锈钢母材和钎缝界面处存在部分tife、 ticr2等金属间化合物,这种化合物呈现脆性,高温时元素扩散剧烈、化学反应也很充分,造成这种化合物生成和长大,进而形成了部分裂纹。
65.通过对实施例2-4分析显微硬度后可知,钎焊温度1000℃时,接头各区域的显微硬度略低,并且所有钎焊温度下,都是越靠近钎焊接头中心区的区域硬度越高,接头部分区域的硬度与金属间化合物的种类和多少存在很大的联系;钎焊接头各区域的显微硬度曲线呈山峰状,钎缝区的平均硬度值最高,扩散区的显微硬度值下降,两侧母材金属的显微硬度值最低。硬度的分布主要是由于钎料中的合金元素与母材之间的相互作用,合金元素ti、zr在固体溶解中的合金元素含量在钎焊接头的各区域之间不同。
66.通过分析对比实施例1-6可知,钎焊温度1000℃保温时间15min,钎缝与母材之间存在较大的裂纹,这说明钎缝与母材金属没有形成完美的冶金结合;而增加保温时间到30min钎料熔化后和母材的冶金结合效果较好,钎缝成形更好,但是在钎缝区域还是存在黑色块状组织;通过分析可以得出实施例1钎料和母材整体的润湿性很好;通过分析实施例4和6可知,在保证同一钎焊温度下,实施例4中,钎缝中的黑色块状组织增加,在扩散区附近的母材处形成了大量灰黑色的金属间化合物和钛固溶体,这些灰黑色的金属间化合物或钛
固溶体经分析是由于非晶合金钎料中的合金元素通过扩散进入了母材形成的,可见钎缝与316l不锈钢母材一侧连接较好,在钎焊结束时有较大的内应力,会使钎缝与304不锈钢连接处产生裂纹。
67.扫描电子显微镜下的采用ti
43
zr
27
mo5cu
10
be
15
非晶钎料钎焊304不锈钢和 316l不锈钢的显微组织可知,非晶钎料中的ti元素向两侧不锈钢母材的扩散较差,zr元素的扩散性同样较差,在钎焊接头中存在这ti元素与zr元素的大量富集,还能看出金属母材中fe元素与cr元素向钎缝进行了扩散,在钎缝组织中出现了fe元素与cr元素,在裂纹处出现大量的si元素。
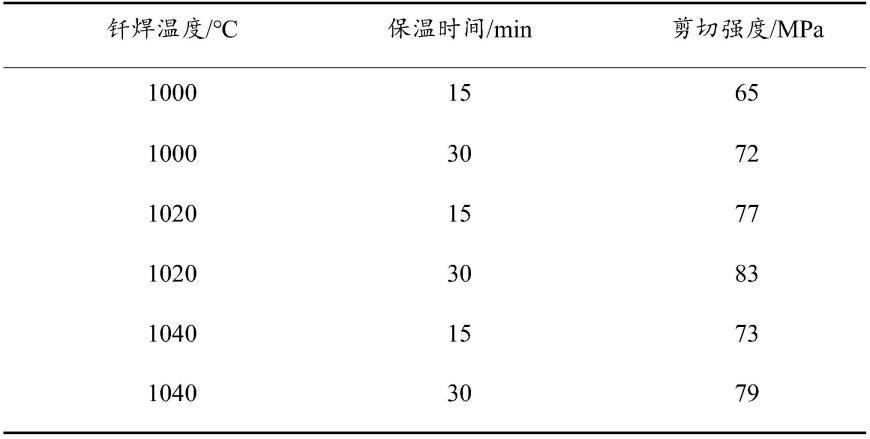
68.通过对实施例1-6进行剪切强度分析可以得出以下结果:
[0069][0070]
综上所述,采用ti
43
zr
27
mo5cu
10
be
15
非晶钎料钎焊304/316l不锈钢时,将焊接温度控制在1020℃、保温时间控制在30min可以得到结构完整的钎焊接头。钎缝与母材形成了一定厚度的扩散层。钎缝区微观组织为tife和少量的 ti2fe、ti2cu,ticr2等金属间化合物。随着温度增加,不锈钢母材与非晶钎料之间元素扩散剧烈、化学反应也很充分,促进脆性化合物的生成和长大,进而有裂纹出现,最大剪切强度为83mp。
[0071]
本发明应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1