一种平板类真空钎焊通用工装的制作方法
1.本发明涉及真空钎焊工装领域,具体涉及一种平板类真空钎焊通用工装。
背景技术:
2.钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化的温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方式。真空钎焊是指整个钎焊过程在真空设备中进行。真空钎焊因为具有焊缝光滑连接性好,焊接强度高,焊接重复性好等优点,被广泛地应用于空气分离设备、石油化工设备、工程机械等方面。
3.在真空钎焊时,钎焊的板与板之间存在钎缝,熔化后的液态钎料润湿板材,在钎缝内形成凹液面,液体表面张力在凹液面处形成附加压力,液态钎料在这种附加压力的作用下自动在钎缝里流动。钎缝越大,附加压力越小,当液体附加压力小于液态钎料的重力时,液态钎料不能填补钎缝形成未钎着缺陷,未钎着缺陷对产品的气密性、电磁兼容性、耐潮性和耐盐雾腐蚀性都有不利影响。所以在工件钎焊时,要对对钎焊工件施加一定的压力,减小钎缝。
4.多通过在钎焊工件上压重物的方式施加压力,但当焊接工件尺寸较大时,重物重量太大,使真空钎焊机底板受力过大,产生较大变形,影响工件焊接的成功率和真空钎焊机的使用寿命,限制了真空钎焊机的使用范围。目前的真空钎焊工装不能满足在为平板焊接工件提供一定压力的同时适用各种尺寸的平板钎焊工件,例如:一种板翅式换热器钎焊夹具(专利号:cn108637421a),可以对板翅结构焊接提供一定的压力,但是该工装不能满足各类不同尺寸的工件的需求,不具有通用性。一种冷板钎焊用夹紧装置(专利号:cn2102544615u),保证了冷板压紧过程中冷板不会出现因倾斜而导致焊缝不均的现象,但是不能为焊接件提供一定的压力。
技术实现要素:
5.本发明的目的在于提供一种平板类真空钎焊通用工装。
6.实现本发明目的的技术解决方案为:一种平板类真空钎焊通用工装,其特征在于,包括底板、立柱、横梁、压力组件、压板、螺钉,其中:
7.所述底板为平板结构,底板上放置平板焊接工件,平板焊接工件上放压板;所述底板两侧有t型槽导轨,立柱底部有t型滑块,立柱通过t型滑块安装于底板两侧的t型槽导轨内;立柱上设置一排光孔,横梁通过螺钉安装于两侧立柱之间;横梁上设置一排螺纹孔,压力组件通过横梁上的螺纹孔安装于横梁和压板之间。
8.进一步的,所述压力组件包括螺杆、导销、弹簧、导套,螺杆上有螺纹,可拧入横梁的螺纹孔,螺杆压导销,导销压弹簧,弹簧被压缩后产生的压力依次作用于导套、压板、平板焊接工件。
9.进一步的,所述螺杆设置圆锥凸台,导销设置与该圆锥凸台配合的圆锥凹孔,螺杆相对横梁的螺纹孔旋转时,圆锥凸台相对圆锥凹孔旋转,导销不旋转,导销轴向运动压缩弹
簧。
10.进一步的,根据平板焊接工件的大小,调整立柱和横梁的数量和位置,以及压力组件和压板的数量。
11.进一步的,所述立柱上设置一排光孔,用来调整横梁与底板的距离。
12.进一步的,所述底板上有一系列散热槽。
13.进一步的,所述弹簧的材料为镍钴合金弹簧钢丝。
14.进一步的,压板为小长方体金属板。
15.一种平板类真空钎焊方法,基于所述的平板类真空钎焊通用工装,实现平板类真空钎焊。
16.本发明与现有技术相比,其显著优点是:1)通用性:立柱上设置一排光孔,用来调整横梁与底板的距离;横梁上有一排螺纹孔,可以根据平板焊接工件的大小装入不同数量的压力组件和压板。通过调整立柱、横梁的数量和位置,调整横梁与底板的距离,装入不同数量的压力组件,来匹配不同尺寸的平板焊接工件。通过控制螺杆拧入横梁的深度来控制弹簧的压缩量,进而控制对平板焊接工件施加的压力值,匹配平板焊接工件对不同压力的需求。2)热传递效率高:底板上有一系列导热槽,有助于平板焊接工件和真空钎焊机的热传递。3)操作方便:钎焊时,只需要将平板焊接工件放在底板上,将压板放在平板焊接工件上,再拧入螺杆,施加压力即可。
附图说明
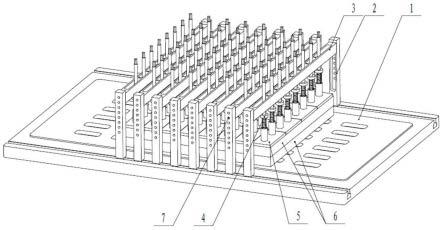
17.图1为平板类真空钎焊通用工装示意图;
18.图2为底板示意图;
19.图3为立柱示意图;
20.图4为横梁示意图;
21.图5为压力组件剖视图;
22.图6为螺杆示意图;
23.图7为导销示意图。
24.其中:
25.1-底板,1-1-t型槽导轨,1-2-导热槽,
26.2-立柱,2-1-t型滑块,2-2-光孔,
27.3-横梁,3-1-螺纹孔,
28.4-压力组件,4-1-螺杆,4-1-1-圆锥凸台,4-1-2-螺纹,4-2-导销,4-2-1-圆锥凹孔,4-3-弹簧,4-4-导套,
29.5-压板,6-平板焊接工件,7-螺钉。
具体实施方式
30.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
31.本发明一种平板类真空钎焊通用工装,由底板1、立柱2、横梁3、压力组件4、压板5、
螺钉7组成。
32.如图1、2、3、4所示,所述底板1为平板结构,是平板钎焊通用工装的底座,底板1上放平板焊接工件6,平板焊接工件6上放压板5。
33.底板1两侧有t型槽导轨1-1,立柱2底部有t型滑块2-1,立柱2通过t型滑块2-1安装于底板1两侧的t型槽导轨1-1内,立柱2可以通过t型滑块2-1在底板1上沿t型槽导轨1-1移动调整位置,底板1可以根据平板焊接工件6的大小安装不同数量的立柱2。
34.横梁3通过螺钉7安装于两侧立柱2之间,横梁3上设置一排螺纹孔3-1,压力组件4通过横梁3上的螺纹孔3-1安装于横梁3和压板5之间。立柱2上设置一排光孔2-2,用来调整横梁3与底板1的距离;横梁3上有一排螺纹孔3-1,可以根据平板焊接工件6的大小装入不同数量的压力组件4和压板5。通过调整立柱2、横梁3的数量和位置,调整横梁3与底板1的距离,装入不同数量的压力组件4,来匹配不同尺寸的平板焊接工件6,满足通用性要求。
35.如图5所示,所述压力组件4包括螺杆4-1、导销4-2、弹簧4-3、导套4-4。螺杆4-1上有螺纹4-1-2,可拧入横梁3的螺纹孔3-1,螺杆4-1压导销4-2,导销4-2压弹簧4-3,弹簧4-3被压缩后产生的压力依次作用于导套4-4、压板5、平板焊接工件6。
36.如图5、6、7所示,螺杆4-1设置圆锥凸台4-1-1,导销4-2设置与该圆锥凸台4-1-1配合的圆锥凹孔4-2-1;螺杆4-1相对横梁3的螺纹孔3-1旋转时,圆锥凸台4-1-1相对圆锥凹孔4-2-1旋转,导销4-2不旋转,导销4-2轴向运动压缩弹簧4-3,避免导销4-2相对弹簧4-3旋转损坏弹簧4-3。
37.如图5所示,所述弹簧4-3的材料为镍钴合金弹簧钢丝,在高温环境中强度高,长期高温环境下不易变形。
38.如图2所示,所述底板1上有一系列导热槽1-2,有助于平板焊接工件6和真空钎焊机的热传递。
39.如图1所示,所述压板5为小长方体金属板,可以根据平板焊接工件6的尺寸调整压板5的数量,同时,压板5尺寸小,也可以更好的保证压板5的平面度,使压板5与平板焊接工件6完全贴合。
40.如图1所示,通过控制螺杆4-1拧入横梁3的深度来控制弹簧4-3的压缩量,进而控制对平板焊接工件6施加的压力值,匹配平板焊接工件6对不同压力的需求。平板焊接工件6所受压力为:
[0041][0042]
其中,p为平板焊接工件6所受压力,n1为压力组件4的数量,n2为压板5的数量,n3为弹簧4-3的数量,m为压力组件4的质量,m为压板5质量,g为重力系数,k为弹簧4-3弹性系数,δx为弹簧4-3的压缩量,a为所有压板(5)与平板焊接工件6接触面积。
[0043]
焊接前,先根据平板焊接工件6的尺寸来确定立柱2、横梁3、压力组件4、压板5数量,以此确定a、n1、n2、n3、m、m的值,g和k为常数,根据平板焊接工件6需要加载的压力p,计算出弹簧的压缩量
[0044]
综上所述,本发明将平板钎焊工件上重物的压力转化为工装自身的内应力,平板钎焊工件时,只需要承受平板钎焊工件和工装的重力,而工装重量远小于重物重量,大大减
小了真空钎焊机底板的受力,使真空钎焊机底板变形减小,提高平板钎焊工件的成功率,延长真空钎焊机的使用寿命,增加真空钎焊机的使用范围。
[0045]
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0046]
以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1