一种单块壁板状态下法兰盘搅拌摩擦焊接方法与流程
1.本发明属于运载火箭设备技术领域,尤其是涉及一种单块壁板状态下法兰盘搅拌摩擦焊接方法。
背景技术:
2.目前,我国5m直径运载火箭燃料贮箱法兰除在箱底上有分布以外,在筒段上也有分布,现有工艺流程为:筒段壁板的下料——筒段纵缝的搅拌摩擦焊接——筒段纵缝无损检测——筒段上下端余量去除——筒段上法兰位置划线——筒段上法兰开孔——筒段法兰熔焊装配焊接——x光检测及交付。筒段法兰的焊接采用的是tig熔焊焊接工艺,焊接方法为单面两层焊,即氦弧定位焊+氦弧打底焊+氩弧盖面焊。焊接过程中焊缝背面无焊漏垫板支撑,焊前对待焊焊缝正、反面及端面氧化膜进行刮削处理,其中定位焊和打底焊不填丝,盖面焊填丝,焊接完成后,对焊缝背部焊漏进行人工铣削。
3.现有技术的缺点:在贮箱的生产制造中,焊缝是整个贮箱结构的薄弱环节,tig熔焊工艺会不可避免的带来一定程度的焊接缺陷(如气孔、夹渣、微裂纹等)和焊接残余应力,同时焊缝内部微观组织也会发生较大的变化,如晶粒粗大、强化相析出、软化区宽等,相对母材,焊缝的力学性能有较大程度的下降。其存在的不足主要包括以下两个方面:
4.(1)tig焊焊缝存在大量的气孔、夹渣、微裂纹等未超标或超标缺陷,这些缺陷,在后续的液压试验或长期存放过程中可能会成为裂纹源,进而威胁到产品质量。对于超标缺陷,需要进行熔焊的排补,焊缝在多次热输入的作用下,容易造成焊缝力学性能的恶化,局部应力集中加剧,给产品质量带来不良影响。
5.(2)tig焊接工艺热输入较大,在焊接热循环的作用下,产品的焊接变形较大,特别是多次补焊后,产品形位尺寸精度大幅降低,导致后续环缝装配过程中出现大错边、大间隙等问题,影响焊接质量。
技术实现要素:
6.有鉴于此,本发明旨在提出一种单块壁板状态下法兰盘搅拌摩擦焊接方法,以解决上述现有技术的不足。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.一种单块壁板状态下法兰盘搅拌摩擦焊接方法,包括以下步骤:
9.s1、对壁板开孔位置进行划线定位,确定开孔圆心,并在圆心上钻出定位孔;
10.s2、在焊接工装的在床身基座上安装开孔定位销,并将床身基座的焊接垫板下降20mm,留出铣切让刀空间,将壁板吊装至床身基座上,并使壁板上的定位孔套入定位销中,吊装压紧机构并压紧壁板;
11.s3、安装铣刀,设定铣切程序进行破铣开孔,留出约1~2mm精铣余量,破铣开孔后按法兰环缝配合要求进行壁板法兰孔的精铣;
12.s4、开孔完成后,清理铝屑,使焊接垫板上升至与壁板产品贴合,拆卸开孔定位销
并安装法兰固定芯轴;
13.s5、将法兰装配在床身基座上并安装法兰压帽,对焊接区厚度大于10mm的法兰环缝,对焊缝进行两次定位焊后进行正式焊接;
14.s6、焊接完成后,拆卸法兰压帽及压紧机构,将壁板与法兰组合件吊装下架,进行焊缝清理和无损检测。
15.进一步的,在步骤s5中的两次定位焊包括第一次定位焊和第二次定位焊,所述第一次定位焊采用针长1.5~2.5mm的小轴肩搅拌头,用于对壁板装配状态进行初步固定;所述第二次定位焊采用针长6~8mm的定位搅拌头。
16.进一步的,在步骤s5中的正式焊接采用针长小于焊接区实际厚度0.3~0.5mm的可回抽搅拌头,可回抽搅拌头的搅拌针回抽距离250~500mm。
17.进一步的,所述焊接工装包括床身基座、压紧机构和2个支撑托架,所述床身基座顶部设有压紧机构,所述床身基座之间压紧机构用于放置壁板待焊接部位,所述床身基座两侧分别设有一个支撑托架,2个所述支撑托架用于支撑壁板悬空端。
18.进一步的,所述床身基座包括焊接垫板、床身本体、电动垫板升降组件和手动垫板升降组件,所述床身本体上表面开设有两个焊接工位,每个焊接工位内部设有一个焊接垫板,所述焊接垫板底部分别设有电动垫板升降组件和手动垫板升降组件,所述电动垫板升降组件和手动垫板升降组件均用于驱动焊接垫板升降。
19.进一步的,所述压紧机构包括压紧本体和若干辅助压紧件,所述压紧工位顶部两侧均布若干辅助压紧件,所述压紧本体顶部中部开设有两个压紧工位,所述压紧工位与焊接工位一一对应,所述压紧本体底部为弧形结构,所述压紧本体、辅助压紧件用于压紧壁板。
20.进一步的,所述支撑托架包括支撑架、支撑体、支撑扶手和若干万向轮,所述支撑架底部四角分别安装有一个万向轮,所述支撑架顶部一侧设有支撑扶手,所述支撑架顶部另一侧转动设有支撑体。
21.进一步的,所述支撑体与支撑架的转动角度范围为
±
30
°
。
22.相对于现有技术,本发明所述的一种单块壁板状态下法兰盘搅拌摩擦焊接方法具有以下优势:
23.(1)本发明所述的一种单块壁板状态下法兰盘搅拌摩擦焊接方法,实现了壁板上法兰盘由熔焊到搅拌摩擦焊的技术飞跃,大幅提高了产品焊接质量和焊缝可靠性,并减少了产品焊接变形,对航天型号产品的工程化应用具有重要的现实意义和巨大的经济价值。
24.(2)本发明所述的一种单块壁板状态下法兰盘搅拌摩擦焊接方法,其焊接工装具备双工位焊接功能,焊接垫板可自动升降,具备开孔、装配、焊接一体化功能,经济实用。
附图说明
25.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
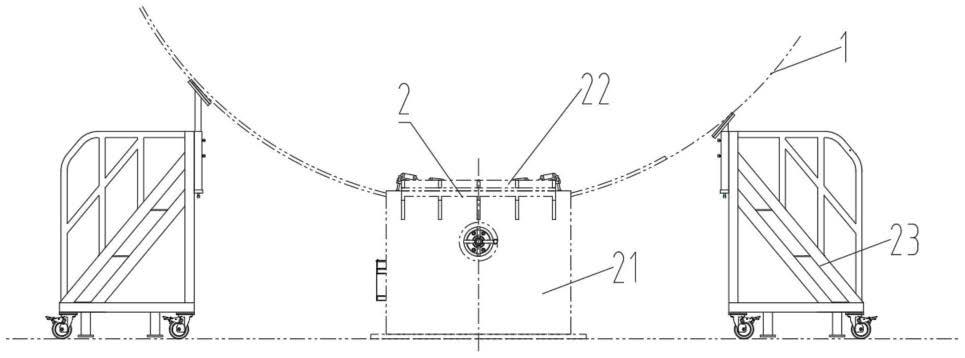
26.图1为本发明实施例所述的壁板状态下法兰焊接位置朝向示意图;
27.图2为本发明实施例所述的床身基座俯视示意图;
28.图3为本发明实施例所述的床身基座主视示意图;
29.图4为本发明实施例所述的床身基座双工位示意图;
30.图5为本发明实施例所述的电动垫板升降组件示意图;
31.图6为本发明实施例所述的压紧机构示意图;
32.图7为本发明实施例所述的压紧机构左视示意图;
33.图8为本发明实施例所述的法兰压紧帽示意图;
34.图9为本发明实施例所述的辅助压紧件示意图;
35.图10为本发明实施例所述的支撑托架示意图;
36.图11为本发明实施例所述的采用定位销进行开孔定位示意图;
37.图12为本发明实施例所述的壁板破铣开孔示意图;
38.图13为本发明实施例所述的壁板法兰孔的精铣示意图;
39.图14为本发明实施例所述的垫板上升调整贴胎度示意图;
40.图15为本发明实施例所述的安装法兰固定芯轴示意图;
41.图16为本发明实施例所述的安装法兰及法兰压帽示意图;
42.图17为本发明实施例所述的法兰环缝搅拌摩擦焊接示意图;
43.图18为本发明实施例所述的焊接完成拆卸法兰压帽示意图;
44.图19为本发明实施例所述的壁板与法兰组件下架示意图。
45.附图标记说明:
46.1、壁板;2、焊接工装;21、床身基座;211、焊接垫板;212、床身本体;213、电动垫板升降组件;214、手动垫板升降组件;215、焊接工位;22、压紧机构;221、压紧本体;222、压紧工位;223、辅助压紧件;23、支撑托架;231、支撑架;232、支撑体;233、支撑扶手;234、万向轮;3、法兰固定芯轴。
具体实施方式
47.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
48.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
49.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
50.下面将参考附图并结合实施例来详细说明本发明。
51.如图1至图19所示,一种单块壁板状态下法兰盘搅拌摩擦焊接方法,包括以下步骤:
52.s1、对壁板1开孔位置进行划线定位,确定开孔圆心,并在圆心上钻出定位孔;
53.s2、在焊接工装2的在床身基座21上安装开孔定位销,并将床身基座21的焊接垫板211下降20mm,留出铣切让刀空间,将壁板1吊装至床身基座21上,并使壁板1上的定位孔套入定位销中,吊装压紧机构22并压紧壁板1;
54.s3、安装铣刀,设定铣切程序进行破铣开孔,留出约1~2mm精铣余量,破铣开孔后按法兰环缝配合要求进行壁板法兰孔的精铣;
55.s4、开孔完成后,清理铝屑,使焊接垫板211上升至与壁板1产品贴合,拆卸开孔定位销并安装法兰固定芯轴3;
56.s5、将法兰装配在床身基座21上并安装法兰压帽,对焊接区厚度大于10mm的法兰环缝,对焊缝进行两次定位焊后进行正式焊接;
57.s6、焊接完成后,拆卸法兰压帽及压紧机构22,将壁板1与法兰组合件吊装下架,进行焊缝清理和无损检测。
58.本发明实现了壁板上法兰盘由熔焊到搅拌摩擦焊的技术飞跃,大幅提高了产品焊接质量和焊缝可靠性,并减少了产品焊接变形,对航天型号产品的工程化应用具有重要的现实意义和巨大的经济价值。
59.在本发明一种优选的实施方式中,所述焊接工装2包括床身基座21、压紧机构22和2个支撑托架23,所述床身基座21顶部设有压紧机构22,所述床身基座21之间压紧机构22用于放置壁板1待焊接部位,所述床身基座21两侧分别设有一个支撑托架23,2个所述支撑托架23用于支撑壁板1悬空端。本焊接工装2具备双工位焊接功能,焊接垫板211可自动升降,具备开孔、装配、焊接一体化功能,经济实用。
60.现有的搅拌摩擦焊接技术是一种先进的固相连接技术,在航天产品制造领域受到了广泛的关注,该技术以搅拌头摩擦热为热输入,焊接温度在材料熔点温度以下,热输入小,因此无合金元素的烧损,具有焊缝接头质量高、缺陷少、焊接变形小等优点。目前,搅拌摩擦焊接技术已在2.25m、3.35m和5m直径运载火箭贮箱壳段纵缝焊接2.25m、3.35m和5m贮箱箱底及3.35m箱体的焊接生产中得到了成熟的应用,而在5m直径贮箱筒段法兰环缝的焊接制造中,该技术的研发和应用仍为空白。
61.实施例1
62.本发明的思路为:
63.在单块壁板状态下,采用搅拌摩擦焊接技术进行法兰环缝的焊接,工艺流程为:筒段壁板的出库检查——壁板上法兰开孔位置划线——壁板上法兰开孔——壁板法兰环缝装配焊接——壁板法兰组件无损检测及纵边余量去除——筒段纵缝的搅拌摩擦焊接——筒段纵缝无损检测——筒段上下端余量去除——总检交付。
64.考虑装配规模及装配焊接操作可行性,采用壁板内弧面朝上的位姿进行装配焊接,搅拌头在壁板内弧面侧施焊。
65.单块壁板状态下法兰盘搅拌摩擦焊接工装方案为:
66.为提高工装的适应性,工装采用组合式,共包括三个部分:床身基座21、压紧机构22和支撑托架23,焊接机构采用五轴搅拌摩擦焊接系统。床身基座21、压紧机构22可满足
3.2m长度壁板的法兰环缝焊接要求,装配过程中,采用支撑托架23对壁板1悬空端进行支撑,防止壁板1在重力作用下下沉折弯,保证壁板1装配状态的稳定。
67.所述床身基座21包括焊接垫板211、床身本体212、电动垫板升降组件213和手动垫板升降组件214,床身基座21可满足轴向长度3250mm壁板法兰环缝的搅拌摩擦焊接,为适应壁板1上不同位置法兰的焊接,床身基座21设置两个焊接工位,两个焊接工位距离1.9m,两工位中的焊接垫板211均可升降,升降范围-20mm~5mm,焊接垫板211下降后,可对壁板法兰位置进行铣切开孔,开孔完成后,焊接垫板211上升,进行焊接装配。
68.床身基座21的垫板升降机构采用电驱动和手动两种方式,所述电动垫板升降组件213为直线驱动器,采用电驱动方式时,直线驱动器的电机驱动直线驱动器的升降轴推动焊接垫板211上升或下降,当焊接垫板211运动至工作位置时,采用机械锁定的方法锁定焊接垫板211位置,防止焊接垫板211在焊接过程中出现位移现象。采用手动驱动方式时,所述手动垫板升降组件214包括手轮、推动杆、楔形调节块,操作人员摇动手轮,与手轮连接的是一根推动杆,推动杆推动楔形调节块,使推动杆的水平运动转换为焊接垫板211的升降运动,当焊接垫板211运动至工作位置时,采用机械锁定的方法锁定焊接垫板211位置。
69.所述压紧机构22包括压紧本体221和若干辅助压紧件223,压紧机构22采用与产品弧度相同的弧形结构,可满足对焊接区厚度5~22mm的壁板及法兰进行压紧固定,为适应床身基座21的双工位结构,压紧机构22也设置为双工位,可满足不同位置法兰的装配压紧要求。壁板法兰孔焊接区采用压环压紧,手动操作,可便于对装配状态不符合焊接要求的局部位置进行针对性调节压紧。法兰采用压帽压紧,手动操作,产品压紧后,焊接边距压环和压帽距离为25~35mm。为保证焊后壁板1其他位置不出现焊接变形,控制产品形位尺寸,压紧机构22上设置若干个辅助压紧,223,通过拧紧螺杆和压块,将壁板1固定在床身基座21上。
70.所述支撑托架23包括支撑架231、支撑体232、支撑扶手233和若干万向轮234,所述支撑架231底部四角分别安装有一个万向轮234,所述支撑架231顶部一侧设有支撑扶手233,所述支撑架231顶部另一侧转动设有支撑体232,所述支撑体232与支撑架231的转动角度范围为
±
30
°
,所述支撑托架23采用便携式,支撑托架23底部设置万向轮和支撑腿,方便操作人员将支撑托架推至作业位置,产品装配时用支撑腿支撑,保证托架稳固。支撑托架23上端为支撑体232,支撑体232可进行
±
30
°
自由摆动,便于支撑时与产品型面贴合,支撑托架23与产品接触的位置采用毛毡包覆,防止划伤壁板1。
71.单块壁板状态下法兰盘开孔、装配及焊接方法为:
72.1、在架下对壁板1开孔位置进行划线定位,确定开孔圆心,并在圆心上钻出定位孔。
73.2、在床身基座21上安装开孔定位销,并将焊接垫板211下降20mm,留出铣切让刀空间,将壁板1吊装至床身基座21上,并使壁板1上的定位孔套入定位销中,吊装压紧机构22并压紧压板,见图11。
74.3、安装铣刀,设定铣切程序进行破铣开孔,留出约1~2mm精铣余量,破铣开孔后按法兰环缝配合要求进行壁板法兰孔的精铣,见图12-图13。
75.4、开孔完成后,清理铝屑,使焊接垫板211上升至与壁板产品贴合,采用塞尺测量法兰孔整圈范围内的贴合情况,拆卸开孔定位销并安装法兰固定芯轴3,见图14-图15。
76.5、将法兰装配在床身基座21上并安装法兰压帽,检查装配间隙和错边,针对焊接
区厚度10mm以上的法兰环缝,为避免正式焊接过程中焊缝在搅拌头强顶锻力及前进抗力作用下出现隆起现象,在正式焊接前,对焊缝进行两次定位焊。第一次定位焊采用针长1.5~2.5mm的小轴肩搅拌头,对装配状态进行初步固定。第二次定位焊采用针长6~8mm的定位搅拌头,对焊缝进行深层定位,增强焊缝接头处的强度,提高焊缝对强顶锻力及前进抗力的抵抗作用。正式焊接采用针长小于焊接区实际厚度0.3~0.5mm的可回抽搅拌头,在焊接结束前搅拌针进行回退运动,实现对焊接匙孔的消除,形成一个完整的环焊缝,搅拌针回抽距离250~500mm,见图16-图17。
77.6、焊接完成后,拆卸法兰压帽及压紧机构22,将壁板1与法兰组合件吊装下架,进行焊缝的清理和无损检测,见图18-图19。
78.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1