用于三通接头内孔相贯线棱边切除刀具的制作方法
1.本发明涉及一种刀具,尤其是一种针对三通接头内孔相贯线棱边切除刀具。
背景技术:
2.三通接头是飞行器液压油路中不可缺少的零件,在整个飞行器的液压控制油路中设有多个三通接头。如附图1所示的一种应用于飞行器液压油路中的三通接头1,在其内部水平孔1-1和竖直孔1-2的相交位置处形成了一个尖锐的相贯线棱边1-3。该三通接头1内部的橡胶密封件在装配过程中经常被相贯线棱边1-3划伤,脱落的橡胶件碎屑污染油液系统,造成飞行器飞行的安全隐患。为解决上述问题,需要对三通接头1内孔相贯线棱边1-3进行处理,使相贯线的棱边圆滑过渡,保证过渡圆弧面达到r为0.1-0.3mm、粗糙度ra为0.8的精度要求。
3.如附图2所示,为了保证三通接头1内孔相贯线棱边1-3切除后,过渡圆弧面满足精度的要求,技术人员设计了一种专用三通接头内孔相贯线棱边切除装置,该相贯线棱边切除装置通过对工件夹紧定位机构2、刀具3、刀具切削轨迹导引机构4、刀具轴向移动距离测量机构5、刀具进刀量控制机构6的配合,来实现对三通接头1内孔相贯线棱边1-1的切除处理,使相贯线棱边1-1圆滑过渡,为此还需对刀具组件3的具体结构进行优化设计。
技术实现要素:
4.本发明提供用于三通接头内孔相贯线棱边切除刀具,用于实现对三通接头内孔相贯线棱边的切除处理,达到使相贯线棱边圆滑过渡、满足其过渡圆弧面精度要求的目的。
5.为实现上述目的,本发明采用如下技术方案:用于三通接头内孔相贯线棱边切除刀具,包括旋动套、插定杆和锪刀;所述旋动套为套管结构,在套管上端设有圆盘操作柄,所述圆盘操作柄设有中心孔,套管的内孔与圆盘操作柄的中心孔贯通,所述套管的内孔为异形截面孔,包括组合在一起的半圆形的插定杆穿过孔和矩形的锪刀穿过孔;所述插定杆的杆身为半圆形杆件,在其上端设有限位凸台,在限位凸台的上方设有与刀具切削轨迹导引机构配合的仿形销装配孔,插定杆配装在旋动套的半圆形的插定杆穿过孔中;所述锪刀为长条形杆件,其上端通过销轴与旋动套内侧壁铰接装配,在锪刀下端设置圆弧状凹槽刃口,所述圆弧状凹槽刃口与工件相贯线棱边切除后形成的圆弧面形状一致。
6.上述用于三通接头内孔相贯线棱边切除刀具,所述锪刀下端与圆弧状凹槽刃口接合部位设置与三通接头内孔内壁相匹配的弧形连接面。
7.上述用于三通接头内孔相贯线棱边切除刀具,它还设有锪刀复位弹簧丝;与之匹配,在旋动套的侧壁上设有锪刀复位弹簧丝避让槽和锪刀复位弹簧丝安装孔。
8.上述用于三通接头内孔相贯线棱边切除刀具,所述旋动套的套管底部为与刀具进刀量控制机构配合的圆弧面。
9.上述用于三通接头内孔相贯线棱边切除刀具,在所述旋动套的圆盘操作柄外壁上
设有粗纹防滑纹路。
10.本发明提供用于三通接头内孔相贯线棱边切除刀具,它可在刀具切削轨迹导引机构的导向作用下,使锪刀刃口沿工件的相贯线轨迹移动进行棱边的切除处理。在上述相贯线棱边切除的过程中,设置在锪刀下端与圆弧状凹槽刃口接合部位的弧形连接面避免了锪刀刃口将三通接头内孔壁划伤;通过插定杆的上端面与刀具轴向移动距离测量机构配合,可辅助实现对切除操作完成情况的监控,通过安装在插定杆仿形销装配孔中的仿形销与刀具切削轨迹导引机构中仿形件配合,实现对锪刀刃口运动轨迹的引导作用,插定杆的杆身部分为锪刀提供支撑力。
附图说明
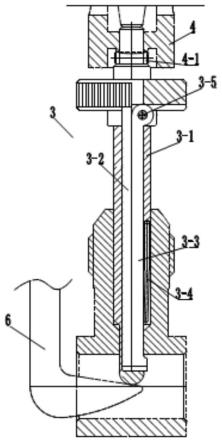
11.图1是用于三通接头及其内孔相贯线棱边结构示意图;图2是用于三通接头内孔相贯线棱边切除装置结构示意图;图3是本发明结构示意图;图4是旋动套结构示意图;图5是图4中a-a剖面结构示意图;图6是图4中b-b剖面结构示意图;图7是图4中c-c剖面结构示意图;图8是插定杆剖面结构示意图;图9是锪刀剖面结构示意图;图10是图9中ⅰ处结构放大图。
12.图中各标号释义:1为三通接头,1-1为水平孔,1-2为竖直孔,1-3为相贯线棱边;2为工件夹紧定位机构;3为刀具,3-1为旋动套,3-1-1为圆盘操作柄,3-1-2为插定杆穿过孔,3-1-3为锪刀穿过孔,3-1-4为锪刀复位弹簧丝安装孔,3-1-5为锪刀复位弹簧丝避让槽,3-1-6为铰接装配孔,3-2为插定杆,3-2-1为仿形销装配孔,3-2-2为限位凸台,3-3为锪刀,3-3-1为圆弧状凹槽刃口,3-3-2为弧形连接面,3-4为锪刀复位弹簧丝,3-5为销轴;4为刀具切削轨迹导引机构,4-1为仿形销;5刀具轴向移动距离测量机构;6为刀具进刀量控制机构。
具体实施方式
13.下面结合附图及具体实施例对本发明作进一步说明。
14.参看图 1、图2、图3,本发明提供用于三通接头内孔相贯线棱边切除刀具,该刀具3与相贯线棱边切除装置中工件夹紧定位机构2、刀具切削轨迹导引机构4、刀具轴向移动距离测量机构5、刀具进刀量控制机构6的配合,用于完成图1中所示的三通接头内孔相贯线棱边切除作业。该刀具包括旋动套3-1、插定杆3-2、锪刀3-3和锪刀复位弹簧丝,具体结构及装配关系在下面给予详细描述。
15.参看图2至图7,本发明所述的用于三通接头内孔相贯线棱边切除刀具,其旋动套
3-1为套管结构,在套管上端设有圆盘操作柄3-1-1,在圆盘操作柄3-1-1外壁上设有粗纹防滑纹路,圆盘操作柄3-1-1还设有中心孔,套管的内孔与圆盘操作柄3-1-1的中心孔贯通,所述套管的内孔为异形截面孔,包括组合在一起的半圆形的插定杆穿过孔3-1-2和矩形的锪刀穿过孔3-1-3,旋动套3-1的套管底部为与刀具进刀量控制机构6配合的圆弧面。
16.参看图2至图8,本发明所述的用于三通接头内孔相贯线棱边切除刀具,其插定杆3-2的杆身为半圆形杆件,在其上端设有限位凸台3-2-2,在限位凸台3-2-2的上方设有与刀具切削轨迹导引机构4配合的仿形销装配孔3-2-1,插定杆3-2配装在旋动套3-1的半圆形的插定杆穿过孔3-1-2中。
17.参看图2、图3、图4、图5、图6、图9、图10,本发明所述的用于三通接头内孔相贯线棱边切除刀具,其锪刀3-3为长条形杆件,其上端通过销轴3-5与旋动套3-1内侧壁上设置的铰接装配孔3-1-6铰接装配,在锪刀3-3下端设置圆弧状凹槽刃口3-3-1,所述圆弧状凹槽刃口3-3-1与工件相贯线棱边1-3切除后形成的圆弧面形状一致。
18.参看图1至图10,本发明所述的用于三通接头内孔相贯线棱边切除刀具,在对三通接头1工件内孔相贯线棱边1-3进行切除处理时,首先通过专用三通接头内孔相贯线棱边切除装置的工件夹紧定位机构将待加工的三通接头1工件夹紧固定;将刀具3穿入工件的竖直孔1-2,并与专用三通接头内孔相贯线棱边切除装置的刀具切削轨迹引导机构4配装,使旋动套3-1上端圆盘操作柄3-1-1处于用于三通接头内孔相贯线棱边切除装置的矩形窗口位置;然后对刀,使刀具切削轨迹引导机构4中仿形元件与三通接头1工件内孔相贯线棱边1-3上下相对,保证两者的空间走势完全一致;在由刀具进刀量控制机构6完成一次进刀操作后,操作者旋转旋动套3-1,使其完成360度旋转,插定杆3-2上端安装的仿形销4-1在刀具切削轨迹导引机构作用下,锪刀11的圆弧状凹槽刃口11-1对三通接头1工件内孔相贯线棱边1-3进行一次切除;重复上述进刀及切除操作过程,直到刀具轴向移动距离测量机构5中百分表读数与设定值一致,即完成三通接头1工件内孔相贯线棱边1-3的切除作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1