一种锥形锻件的加工工艺的制作方法
1.本发明涉及锻造技术领域,特别涉及一种锥形锻件的加工工艺。
背景技术:
2.在铝合金锻造制坯领域,目前主要分为模锻和自由锻,通过自由锻一般可获得形状比较规则的锻件,如圆柱形、长方体;而想要获得形状不规则的锻件则需要通过特定的模具成形,即模锻成形。
3.现有如图1所示的铝锂合金的锥形锻件01,若想要锻造出该锥形锻件01,现有常规手段需设计如图2所示的凸模02、凹模03、顶出器04等模具用于该锥形锻件01的成形。
4.但是采用常规技术方案实现上述锻造方案,则需设计并制造如图2所示的模具,此方案的缺点在于:一是制造特定的模具需要大量的时间,二是采购模具的费用高昂,少则几十万,多则上百万;三是模锻方案一般适用于批量大的锻件生产,不适用于少量锻件的生产,否则投入/产出比例巨大。
5.因此,如何降低锥形锻件的开坯成本,是本领域技术人员亟待解决的问题。
技术实现要素:
6.有鉴于此,本发明提供了一种锥形锻件的加工工艺,降低锥形锻件的开坯成本。
7.为实现上述目的,本发明提供如下技术方案:
8.一种锥形锻件的加工工艺,其包括步骤:
9.对铸锭进行加热并保温,得到预处理的铸锭;
10.对预处理后的铸锭沿x轴、y轴和/或z轴进行墩拔处理,得到长方体的墩拔坯料;
11.对长方体的墩拔坯料进行滚圆,得到圆柱坯;
12.将圆柱坯放置在上平砧和下平砧之间,并且所述上平砧与所述圆柱坯的上端面之间的摩擦力小于所述下平砧与所述述圆柱坯的下端面之间的摩擦力,利用上平砧下压圆柱坯,得到满足高度方向尺寸要求的圆台形坯料;
13.对圆台形坯料机加工得到锥形锻件。
14.优选的,上述的锥形锻件的加工工艺中,所述对铸锭进行加热并保温,得到预处理的铸锭,包括:
15.对均匀化处理的铸锭加热至第一预设温度,并根据铸锭直径大小保温预设时长,所述保温预设时长为铸锭直径
×
(1.5~2.0),得到预处理的铸锭。
16.优选的,上述的锥形锻件的加工工艺中,所述对预处理后的铸锭沿x轴、y轴和/或z轴进行墩拔处理,得到长方体的墩拔坯料,包括:
17.对预处理后的铸锭沿x轴、y轴和z轴进行墩拔处理,得到长方体的墩拔坯料。
18.优选的,上述的锥形锻件的加工工艺中,所述对预处理后的铸锭沿x轴、y轴和z轴进行墩拔处理,得到长方体的墩拔坯料,包括:
19.对预处理的铸锭沿z1方向墩粗,得到圆柱形的第一中间坯料,所述第一中间坯料
的长度为l1,l1的取值范围为(0.2~0.7)
×
l0,其中,l0为预处理的铸锭的长度;
20.沿第一中间坯料的圆周方向整体打方,使得第一中间坯料沿x1方向拔长,得到截面尺寸为a
×
a的长方体的第二中间坯料,所述第二中间坯料的长度l2=(2.2~2.5)a;
21.对第二中间坯料沿x2方向墩粗,得到长方体的第三中间坯料,所述第三中间坯料的长度l3的取值范围可为(0.25~0.6)
×
l2;
22.对第三中间坯料与y1方向平行的四个侧面打方,得到长方体的第四中间坯料,所述第四中间坯料的截面尺寸为a
×
a,所述第四中间坯料的长度l4=l2;
23.对第四中间坯料沿y2方向墩粗,得到长方体的第五中间坯料,所述第五中间坯料的长度l5=l3;
24.对第五中间坯料的与z2方向平行的四个侧面打方,使得第五中间坯料沿z2方向拔长得到墩拔坯料,所述墩拔坯料为截面尺寸为a
×
a的长方体;
25.所述z1方向和所述z2方向的方向相反,且为z轴方向;所述x1方向和所述x2方向的方向相反,且为x轴方向;所述y1方向和所述y2方向的方向相反,且为y轴方向。
26.优选的,上述的锥形锻件的加工工艺中,所述圆柱坯的直径为d1,d1=1.08a。
27.优选的,上述的锥形锻件的加工工艺中,所述上平砧沿所述圆柱坯的上端面的径向方向分段下压所述圆柱坯,且所述上平砧每次下压后移动的距离为第一预设距离。
28.优选的,上述的锥形锻件的加工工艺中,所述第一预设距离为所述圆柱坯的上端面直径的1/10。
29.优选的,上述的锥形锻件的加工工艺中,所述利用上平砧下压圆柱坯,得到满足高度方向尺寸要求的圆台形坯料,包括:
30.所述上平砧沿高度方向分次下压所述圆柱坯,得到满足高度方向尺寸要求的圆台形坯料。
31.优选的,上述的锥形锻件的加工工艺中,所述圆柱坯的上端面和所述上平砧的下表面上均涂覆有润滑油。
32.优选的,上述的锥形锻件的加工工艺中,所述对圆台形坯料机加工得到锥形锻件,包括:
33.将圆台形坯料夹紧在车床上,利用车削工艺得到满足尺寸要求的锥形锻件的成品。
34.本发明提供了一种锥形锻件的加工工艺,对铸锭进行加热和保温预处理,然后对预处理后的铸锭进行墩拔,以破坏预处理后的铸锭的晶体形状,使得得到的墩拔坯料的内部组织更紧实,性能更好;再将圆柱坯两端的摩擦力设置为不同,经过对圆柱坯进行下压,而得到圆柱坯,完成开坯,再通过机加工得到锥形锻件的成品。
35.本技术中加工方法,无需凸模、凹模等模具,可降低模具采购成本,节省采购模具时间,减少投入,降低制造成本;将处理过的坯料放在上平砧和下平砧之间后即可锻造,开坯效率提升;由于无凸模、凹模等模具的加热步骤,可降低生产能耗,进一步降低制造成本。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
37.图1为现有技术中公开的锥形锻件的结构示意图;
38.图2为现有技术中公开的锥形锻件的加工模具的结构示意图;
39.图3为本发明实施例中公开的锥形锻件的加工过程示意图;
40.图4为本发明实施例中公开的锥形锻件的加工装置上平砧和下平砧的关系图;
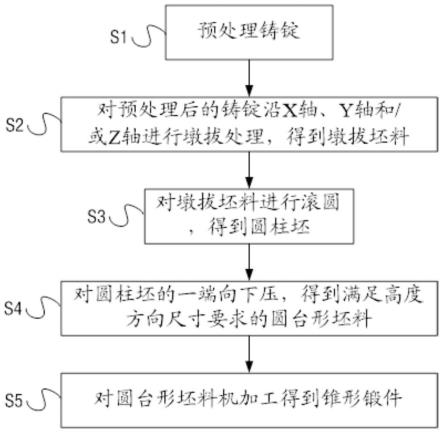
41.图5为本发明实施例中公开的锥形锻件的加工工艺的流程图。
具体实施方式
42.本发明公开了一种锥形锻件的加工工艺,降低锥形锻件的开坯成本。
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.以下,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
45.如图5所示,本技术公开了一种锥形锻件的加工工艺,具体包括以下步骤:
46.步骤s1:预处理铸锭。
47.将均匀化处理后的铝锂合金的铸锭(高度/直径为2~3)加热至460
±
10℃,根据铸锭直径大小保温一定时长,具体的,保温时长=铸锭直径(单位mm)
×
(1.0~2.5)(单位min/mm),一些实施例中,保温时长=铸锭直径(单位mm)
×
(1.5~2.0),得到圆柱形预处理的铸锭。
48.需要说明的是,铸锭包括但不限于铝锂合金。
49.步骤s2:对预处理后的铸锭沿x轴、y轴和/或z轴进行墩拔处理,得到墩拔坯料。
50.结合图3所示,首先,将圆柱形预处理的铸锭沿z1方向墩粗,如图3中(a)所示,使得预处理的铸锭由l0变至l1,其中,l1的取值范围可为(0.2~0.7)
×
l0,l0为预处理的铸锭的长度。一些实施例中,l1=(0.35~0.5)
×
l0,得到圆柱形的第一中间坯料。
51.然后,将第一中间坯料沿x1方向拔长,具体的,拔长过程中,需要沿第一中间坯料的圆周方向整体打方,使得第一中间坯料x1向整体打方拔长得到截面尺寸为a
×
a的长方体,如图3中(b)所示,其中,需满足拔长后的坯料长度l2的取值范围为(2.2~2.5)a,即得到第二中间坯料,一些实施例中,第二中间坯料的长度l2=2.4a。
52.其次,将第二中间坯料沿x2方向墩粗,如图3中(c)所示,使得第二中间坯料镦粗并得到长方体的第三中间坯料,第三中间坯料的长度l3的取值范围可为(0.25~0.6)
×
l2,一些事实中,l3=(0.35~0.5)
×
l2。
53.需要说明的是,图3中x1和x2方向相反。
54.再次,将第三中间坯料沿y1方向拔长,具体的,拔长过程中,需要对第三中间坯料的与y1方向平行的四个侧面打方,使得第三中间坯料y1向整体打方拔长至截面尺寸为a
×
a,如图3中(d)所示,其中需满足拔长后的坯料长度l4=l2,即得到长方体的第四中间坯料。
55.然后,将第四中间坯料沿y2方向墩粗,如图3中(e)所示,使得第四中间坯料镦粗至l5=l3,得到长方体的第五中间坯料。
56.需要说明的是,图3中y1和y2方向相反。
57.最后,将第五中间坯料沿z2方向拔长,具体的,拔长过程中,需要对第五中间坯料的与z2方向平行的四个侧面打方,使得第五中间坯料z2向整体打方拔长得到截面尺寸为a
×
a的长方体,如图3中(f)所示,得到墩拔坯料。
58.需要说明的是,图3中z1和z2方向相反,并且x1和x2为x轴的两个方向,y1和y2为y轴的两个方向,z1和z2为z轴的两个方向。
59.本文中的x轴、y轴和z轴的坐标系是基于图3中(a)所示状态设定的。
60.本技术中对预处理后的铸锭沿xyz方向均进行墩拔处理,即对预处理后的铸锭在三个维度进行了墩拔处理,从而可破坏预处理后的铸锭的晶体形状,使得得到的墩拔坯料的内部组织更紧实,性能更好。
61.经过墩拔,可使得到的墩拔坯料的尺寸接近所需的锥形锻件的开坯尺寸。
62.步骤s3:对墩拔坯料进行滚圆,得到圆柱坯。
63.对步骤s2中得到的长方体的墩拔坯料滚圆,得到圆柱坯,其中,圆柱坯的截面直径为d1,且d1=1.08a。
64.步骤s4:对圆柱坯的一端向下压,得到满足高度方向尺寸要求的圆台形坯料。
65.如图4所示,将圆柱坯竖直放置,并将圆柱坯放置在上平砧5和下平砧6之间,在下压过程中,上平砧5能够沿圆柱坯的边缘向中心线的方向移动。
66.在圆柱坯的上端面和上平砧5的砧面上涂抹润滑油,而对圆柱坯的下端面和下平砧6的砧面上不抹润滑油。上平砧5沿圆柱坯的边缘向中心线的方向的移动过程中,每次可移动预设距离。
67.使用外力,使上平砧5下压,由于上平砧5每次移动预设距离,因此,上平砧5下压时,仅能够使与上平砧5接触的圆柱坯的部分下压。
68.具体的,上平砧5初始时由圆柱坯的边缘向中心线的方向移动预设距离,此时,上平砧5与圆柱坯的上端面接触面为第一接触面,向下压上平砧6时,圆柱坯与上平砧5接触的部分也同步下压;完成下压后,移动上平砧5预设距离,此时,上平砧5与圆柱坯的上端面接触面为第二接触面,并完成第二接触面的下压,直至上平砧5移动至圆柱坯的上端面的另一侧。然后,转动上平砧5相对于圆柱坯的位置,例如可转动90
°
,并沿此方向,继续对圆柱坯的上端面进行下压,直至得到所需高度,且上端面平整的圆台形坯料。
69.需要说明的是,上平砧5的移动预设距离可为圆柱坯的上端面直径的1/10。当然,本方案中包括但不限于圆柱坯的上端面直径的1/10。
70.上平砧5每次下压的高度控制在50mm以内。在一些实施例中,将上平砧5每次下压的距离设置为不同,当然也可相同。
71.圆柱坯的上端面和上平砧5的砧面必须多次抹油,以减小圆棒上端面与上平砧5砧面间的摩擦力。
72.本技术中通过在圆柱坯的上端面和上平砧5上涂抹润滑油可减小上端面和上平砧5之间的摩擦力,使得金属流动性更好,而没有涂抹润滑油的圆柱坯的下端面和下平砧6,两者之间的摩擦力大,金属流动性差,因此,在对圆柱坯下压时,会使得圆柱坯的上端面的直
径变化比圆柱坯的下端面的直径变化大,从而得到圆台形坯料。
73.需要说明的是,本文中涉及到的尺寸和取值范围,在实际加工中,需要考虑加工误差,即在允许的加工误差范围内,符合对应的尺寸或取值范围即可。
74.步骤s5:对圆台形坯料机加工得到锥形锻件。
75.将圆台形坯料夹紧在车床上,利用车削工艺得到满足尺寸要求的锥形锻件的成品。
76.通过上述工艺过程可知,本技术中加工方法,无需凸模、凹模等模具,可降低模具采购成本,节省采购模具时间,减少投入,降低制造成本;将处理过的坯料放在上平砧和下平砧之间后即可锻造,开坯效率提升;由于无凸模、凹模等模具的加热步骤,可降低生产能耗,进一步降低制造成本。
77.如本发明和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
78.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
79.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1