一种CO2激光切割亚克力板专用切割头喷嘴
一种co2激光切割亚克力板专用切割头喷嘴
技术领域
1.本发明涉及一种co2激光切割亚克力板专用切割头喷嘴,属于切割头领域。
背景技术:
2.亚克力是一种高分子聚合物,塑性好,具有高的透明性、化学稳定性以及耐候性等优良的特性,用途广泛。亚克力板材在使用时,需要根据要求切割成不同的大小和形状。在对亚克力板材进行切割的研究过程中,发现采用co2激光器产生的激光切割工件,由于其能量转换效率高并且稳定性好,应用广泛,尤其适合用于切割非金属材料。因此最常使用co2激光切割机对亚克力板进行加工,不直接接触,无明显加工应力,可以获得光滑的切割表面。
3.激光切割是激光热效应和辅助气体共同作用下完成的,激光照射材料表面材料瞬间汽化,再由辅助气体吹出,形成切缝,同时气体还起到冷却作用。但是,当切割厚度较大的亚克力板时,由于辅助气体的角度、方向等不合适,导致亚克力板的切割表面质量不高,切割面上出现“毛玻璃”状态,影响了原板的透明度和表面光洁度。
4.为此需要设计一种切割亚克力板材专用的激光切割头喷嘴,切割厚的亚克力板材时能够获得与薄板材相同的质量,保证一定的技术与经济价值。
技术实现要素:
5.本发明提供一种co2激光切割亚克力板专用切割头喷嘴,不仅能够实现传统切割头喷嘴气流轴线与激光束轴线重合的功能,而且还能够调整气流轴线与激光轴线所成的角度,实现对厚亚克力板的高质量切割。
6.本发明解决其技术问题所采用的技术方案是:
7.一种co2激光切割亚克力板专用切割头喷嘴,包括喷嘴本体,定义喷嘴本体的喷嘴口为顶端,在喷嘴本体的底端安装导气道,导气道底端的内球面与喷嘴本体底端的外球面接触形成第一球面副,且导气道与喷嘴本体连接处通过连接螺母锁紧;
8.在导气道与喷嘴本体形成的连接体外部套设外壳,喷嘴本体的顶端与外壳内壁球面接触形成第二球面副;
9.导气道远离喷嘴本体的端部套设机架,机架呈圆环结构设置,圆环结构的圆周外壁沿着径向方向布设调整支撑,其为方板结构,与外壳形成移动副,圆环结构外壁与方板结构对称的位置设置螺杆,螺杆伸出外壳的端部螺纹连接螺母,螺杆、螺母以及外壳形成螺旋副;以激光线束轴线为基准,旋转螺母,圆环结构与导气道配合,螺杆带动导气道发生移动,在第一球面副和第二球面副的作用下,喷嘴本体中轴线相对激光线束偏离,形成距离,同时喷嘴本体的中轴线与激光线束方向形成角度,即辅助气体中心轴线与激光线束轴向之间产生偏转角,前述距离与偏转角大小均发生改变;
10.在外壳的开口端安装齿轮机构,启动齿轮机构,外壳以激光线束轴线为中心线旋转,导气道同步以激光线束轴线为中心线旋转,偏转角方向发生改变;
11.喷嘴本体对亚克力板切割轨迹为曲线时,偏转角的偏转方向与轨迹切线方向一致;
12.作为本发明的进一步优选,所述齿轮机构包括主动轮和从动轮,外壳的开口端安装连接头,从动轮固定在连接头上,且从动轮通过螺钉与外壳固定,外壳能够相对连接头转动,主动轮与从动轮啮合,主动轮套设在转动轴的一端,转动轴的另一端安装带轮,带轮通过同步带与步进电机的电机轴连接;
13.作为本发明的进一步优选,在齿轮机构中,总传动比
14.作为本发明的进一步优选,螺杆伸出外壳的端部螺纹连接螺母,螺纹采用细牙螺纹;
15.作为本发明的进一步优选,前述喷嘴本体采用缩放型喷嘴;
16.作为本发明的进一步优选,采用螺旋副手动进行偏转角调节时,定义喷嘴本体中轴线相对激光线束产生的偏转角为α,螺旋副的旋转角度为螺旋副的螺距为p,螺母的移动距离为x0,第一球面副中心至第二球面副中心的距离为l,则
[0017][0018][0019]
结合公式(1)和公式(2),得出
[0020][0021]
公式(3)即可求得偏转角调整的大小;
[0022]
作为本发明的进一步优选,喷嘴本体对亚克力板切割轨迹为曲线,采用步进电机进行数控调节偏转角时,定义曲线的曲率半径为r,喷嘴本体的移动速度为v,在δt时间内,喷嘴本体移动的距离x为
[0023]
x=v
·
δt(4)
[0024]
那么步进电机启动后带动喷嘴本体的转动速度ω为
[0025][0026]
定义步进电机启动时的转速为n,则
[0027][0028]
通过以上技术方案,相对于现有技术,本发明具有以下有益效果:
[0029]
1、本发明提供的co2激光切割亚克力板专用切割头喷嘴,包含由螺旋副构成的手动调节部分,以及齿轮机构实现的数控部分,能够实现喷嘴本体偏转角度的预设,以及保证喷嘴本体的方向与切割轨迹的切线方向一致,使得喷嘴本体的气流方向能够沿着切割斜角表面平稳流出,从而实现对厚亚克力板的高质量切割;
[0030]
2、本技术提供的co2激光切割亚克力板专用切割头喷嘴,通过研究亦表明,向后斜方向吹气将避免“毛玻璃”状态,同时表面质量优于常规与激光束同轴的垂直吹法。
附图说明
[0031]
下面结合附图和实施例对本发明进一步说明。
[0032]
图1是现有的激光切割器在对亚克力板进行切割时形成厚度梯度的示意图;
[0033]
图2是二维简化物理模型;
[0034]
图3a-图3d是不同离轴量下气流速度分布图;
[0035]
图4是建立用于验证偏转量的几何模型;
[0036]
图5是角度偏转下的速度分布图;
[0037]
图6是速度分布云图;
[0038]
图7是本发明提供的co2激光切割亚克力板专用切割头喷嘴原理图;
[0039]
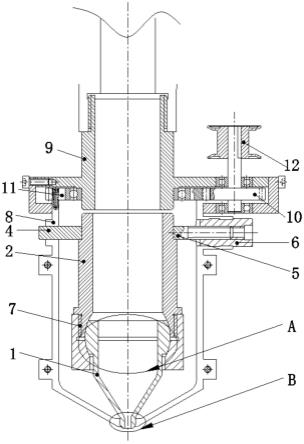
图8是本发明提供的co2激光切割亚克力板专用切割头喷嘴结构示意图;
[0040]
图9是本发明提供的机架部分结构示意图;
[0041]
图10是构建的喷嘴简化物理模型;
[0042]
图11是通过fluent模块进行划分的网格图;
[0043]
图12a-图12d是不同喷嘴速度云图;
[0044]
图13a是手动进行偏离角度调整时零件图,图13b是匹配图13a建立的简化模型图;
[0045]
图14a是偏转角的函数曲线图,图14b是偏转角的函数曲线对比图;
[0046]
图15是本发明提供的co2激光切割亚克力板专用切割头喷嘴切割时形成的曲线轨迹图;
[0047]
图16是本发明提供的co2激光切割亚克力板专用切割头喷嘴切割时形成的轨迹微元图。
[0048]
图中:1为喷嘴本体,2为导气道,3为机架,4为调整支撑,5为螺杆,6为螺母,7为连接螺母,8为外壳,9为连接头,10为主动轮,11为从动轮,12为带轮,a为第一球面副,b为第二球面副。
具体实施方式
[0049]
现在结合附图对本发明作进一步详细的说明。本技术的描述中,需要理解的是,术语“左侧”、“右侧”、“上部”、“下部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,“第一”、“第二”等并不表示零部件的重要程度,因此不能理解为对本发明的限制。本实施例中采用的具体尺寸只是为了举例说明技术方案,并不限制本发明的保护范围。
[0050]
在背景技术中,本技术的研究者已经指出,目前采用co2激光切割亚克力板切割表面不光滑,这是因为亚克力板材的切割属于气化切割,切割时不仅发生瞬间气化的物理变化而且还有分解成甲基丙烯酸甲酯气体的化学变化。生成的气体对激光有很高的吸收率,在激光的照射下极易燃烧,影响切口质量;尤其在切割厚的板材时,激光不能够瞬间击穿板材,切割速度较慢。因此,会形成板材切割出会形成厚度梯度,即有一个角度,这里给出图1的示例。由于激光切割无法瞬时完成,将切割过程分为两个过程,切割上部分和切割下部分(实际上并不存在这个时间差将切割分成两部分,这里只是为了描述说明的方便),在切割上部时,产生的气体和烟尘不能够顺畅的排出,气流会形成漩涡带动产生的气体和烟尘影
响到上部已切割的表面。在切割下部时,烟尘能够直接的排出,不会影响到下部已加工的区域。因此,会形成切割面上部表面粗糙,下部光滑的现象。
[0051]
显然为了避免亚克力板切割面上部表面粗糙下部光滑的问题,喷嘴的气流方向至关重要。沈阳工业大学和日本工业大学有做过一个研究,辅助气体中心轴线与激光线束轴线之间的距离即离轴量将会影响辅助气体的气流方向与动力学性能,进而影响切割表面的质量,因此选择合适的离轴量可以显著提高激光切割表面的质量。然而在常规的激光切割加工中,当辅助气体与激光线束同轴时,能够保证在每一个切割方向上都具有相同的切割质量,尤其对于切割轨迹为曲率变化较大的曲线时,能保证切割质量均匀。但是,并不能保证切割面光滑。为此研究者试图将辅助气体轴线与激光线束轴线不重合,以研究离轴量对切缝气流的影响。
[0052]
具体的,建立简化的模型,使用fluent进行流体仿真分析,建立如图2所示的二维简化物理模型,并进行网格划分,设定边界名称;选择基于雷诺平均的n-s方程的rngk-ε模型,入口为压力入口,入口压力为0.5mpa;得出图3中a、b、c以及d四幅在不同离轴量下气流的速度分布图,显然在同轴(r=0mm)的情况下,气流很不稳定;当不同轴时,气流特性显著提高,近乎于沿着切面流出,并且在一定的范围内,随着离轴量的增大,气流更为平稳。那么可以得出一个结论,若要获得更为平稳的气流,辅助气体轴线与激光线束轴线应该保持一定的距离。
[0053]
在得出上述结论后,研究者同时提出一个问题,由于在切割时,在切割方向上切缝并不是垂直的,因此,对模型进一步改进使其更加符合实际,也同步改变辅助气体中心轴线与激光线束轴线的角度,试图获得更好的气流特性。这里,将辅助气体中心轴线相对于激光线束轴线(竖直向下)的角度偏转量定义为“偏转量”。
[0054]
图4所示建立用于验证偏转量的几何模型,为了能够使仿真的结果可以更好地接近实际,仿真中使用的参数都是基于实际的物理参数设定的;求解器类型选择压力基,计算模型选择基于雷诺平均的n-s方程的rngk-ε模型;材料,流体选择默认的空气。接下来设置边界条件,壁面设置为静止壁面,无滑移;入口类型为压力入口,进口压力为0.5mpa;出口类型为压力出口。得出图5的角度偏转下的速度分布仿真结果图;显然,当偏转量(角度)与激光切割时材料形成的角度相同时,结果显示气流并没有像预想中一样的稳定,因此,仅仅改变角度不能够提升切面质量。由于在更精确的模型中,仅改变角度并没有提升气流特性;要提高气流的稳定性,还是要改变离轴量。进行fluent仿真分析,得到了如图6所示的速度分布云图。显然,气流更为稳定,切面将获得更好的质量。
[0055]
最终通过仿真分析可知,改变辅助气体与激光束轴线的距离,可以显著提高气流的稳定性,即在离轴量与偏转量同时改变的条件下,可以在实际情况下,获得更好的的气流特性,获得好的加工质量,加工板材的厚度不同,离轴量和偏转角度都有不同的最优值。
[0056]
针对离轴量和偏转量两个参数对于激光切割质量的影响分析,调整这两个量都能够改善切割面质量。但不同于同轴形式,切割曲线时每一个切割方向都具有相同的切割质量。由于离轴式和偏转式是气流束相对于激光束向某一特定方向偏离一定的距离或偏转一定的角度。如果直接使用上述两种激光切割头替换同轴式切割头,是不能够像前者切割时一样每个切割方向都具有相同的切割质量,而是会出现有的位置质量好,有的位置质量差,我们称之为具有“方向性”。因此,要旋转切割头喷嘴的方向使其与切割轨迹的切线方向始
终是一致的。
[0057]
基于上述的阐述,本技术提供了一种co2激光切割亚克力板专用切割头喷嘴,这是一个可以改变偏转量的激光切割头,其原理图如图7所示,以激光线束的位置为基准(即为垂直地面方向),确保喷嘴相对激光线束可以在某一水平方向偏离一定的角度。具体的如图8所示,包括喷嘴本体,定义喷嘴本体的喷嘴口为顶端,在喷嘴本体的底端安装导气道,导气道底端的内球面与喷嘴本体底端的外球面接触形成第一球面副(图8中的a部分),且导气道与喷嘴本体连接处通过连接螺母锁紧;在导气道与喷嘴本体形成的连接体外部套设外壳,喷嘴本体的顶端与外壳内壁球面接触形成第二球面副(图8中的b部分);
[0058]
导气道远离喷嘴本体的端部套设机架,图9所示,机架呈圆环结构设置,圆环结构的圆周外壁沿着径向方向布设调整支撑,其为方板结构,与外壳形成移动副,圆环结构外壁与方板结构对称的位置设置螺杆,螺杆伸出外壳的端部螺纹连接螺母,螺杆、螺母以及外壳形成螺旋副;以激光线束轴线为基准(这里即设定激光线束的发射方向始终处于中轴线位置),旋转螺母,圆环结构与导气道配合,螺杆带动导气道发生移动,在第一球面副和第二球面副的作用下(这里两个球面副的设计是为了能够实现角度的改变以及旋转的自由),喷嘴本体中轴线相对激光线束偏离,形成距离,同时喷嘴本体中轴线与激光线束方向形成角度,即辅助气体中心轴线与激光线束轴向之间产生偏转角,前述距离与偏转角大小均发生改变;
[0059]
在外壳的开口端安装齿轮机构,启动齿轮机构,外壳以激光线束轴线为中心线旋转,导气道同步以激光线束轴线为中心线旋转,偏转角方向发生改变;喷嘴本体对亚克力板切割轨迹为曲线时,偏转角的偏转方向与轨迹切线方向一致。
[0060]
本技术提供了关于齿轮机构的优选实施例,所述齿轮机构包括主动轮和从动轮,外壳的开口端安装连接头,从动轮固定在连接头上,且从动轮通过螺钉与外壳固定,外壳能够相对连接头转动,主动轮与从动轮啮合,主动轮套设在转动轴的一端,转动轴的另一端安装带轮,带轮通过同步带与步进电机的电机轴连接。在实施例中,从动轮通过螺钉与外壳固定,当从动轮转动时,带动外壳旋转,保证了切割曲线时轨迹能够沿着切线方向。由于不需要传递力和力矩,仅起到传递运动的作用,因此齿轮机构的设计不需要考虑轮齿的强度。按照尺寸的限制和配合,从动轮齿数选择z=48,主动轮齿数z=17,模数m=1mm,总传动比
[0061]
螺杆伸出外壳的端部螺纹连接螺母,一般螺纹的螺纹牙分为三角形、锯齿形、矩形和梯形。三角形主要用于连接,锯齿形、矩形和梯形用于传动,但细牙三角形螺纹适用于微调机构的调整,且由于螺距小,则升角小,自锁性能好,强度高。因此,选择本技术中螺纹采用细牙螺纹。
[0062]
本技术中喷嘴本体采用缩放型喷嘴,这是因为喷嘴对射流的影响主要是通过喷嘴流道区域的直径尺寸变化,即偏角变化来实现的,而经过试验研究发现,缩放型喷嘴的速度更快更为稳定,因此作为切割头的喷嘴,具有更好的效果。为了研究的方便快速,抓住主要参数,简化喷嘴模型,构建了如图10所述的简化物理模型,其中abcdejklmn包围的区域是喷嘴处的流场区域,efghij包围的是外部流场区域。给出的四种结构的喷嘴主要尺寸如下表所示:
[0063][0064][0065]
接下来首先就是建立几何模型,建模软件solidworks具有操作简单、使用方便以及易上手等特点,在机械相关行业应用广泛。所以选择使用solidworks建立模型,按照简化的喷嘴物理模型与对应的尺寸建立喷嘴的模型。具体的操作是:新建零件,进入零件界面下;选择一个基准面进行草图绘制,即绘制出模型的边界;选择:插入
→
曲面
→
填充命令,构建出以草图为边界的面域;保存为.step格式的文件。接着,进行网格划分,打开workbench2021 r2,选择fluent模块,在几何结构中选择导入几何结构,并导入在solidworks中建立的模型,再使用fluent自带的meshing生成网格,并对喷嘴口进行局部的网格加密,保证满足需要的计算精度并且计算时间合理。划分完毕的网格如图11所示,其中网格单元数约为20000个,并且完成边界名称的设定,an设置为inlet,fghi设置为outlet,其余的部分设置为wall。继续进行计算域边界条件设置,双击setup,进入fluent,按照顺序依次设置计算模型,边界条件等;求解器类型选择基于压力基,计算模型选择基于雷诺平均的n-s方程的rngk-ε模型,材料,流体选择默认的空气;最后设置边界条件,壁面设置为静止壁面,无滑移,入口类型为压力入口,进口压力为0.5mpa,出口类型为压力出口。结果如图12a-图12d所示,是形成的四种型号喷嘴速度云图,从由速度云图的显示可知,射流介质通过收缩段收缩后流入的过渡段,此时射流介质接近最大速度,显然缩放型的喷嘴具有较佳的效果。
[0066]
上述即为本技术提供的专用切割头喷嘴的具体结构,在实际进行操作时,由于齿轮部分的设计是实现数控调整,螺杆部分的设计是手动调节,那么需要先手动调整好辅助气体中心轴线与激光线束轴线的偏离和角度,而后启动步进电机进行自动调节。
[0067]
首先是采用螺旋副手动进行偏转角调节时,定义喷嘴本体中轴线相对激光线束产生的偏转角为α,螺旋副的旋转角度为螺旋副的螺距为p,螺母的移动距离为x0,第一球面副中心至第二球面副中心的距离为l,建立图13a所示的零件图以及匹配的图13b的简化模型图,则
[0068][0069][0070]
结合公式(1)和公式(2),得出
[0071][0072]
公式(3)即可求得偏转角调整的大小。
[0073]
这里做一个验证以证实本技术提供的结构符合精度要求,首先代入尺寸数据,p=0.5mm,l=26mm,则偏转角α与螺旋副的旋转角度是反三角函数的
关系,α需要的可调整值很小,仅需要4-8度。前述的函数曲线在此范围内完全可以看作是线性关系,即为图14a所示的函数曲线图,利用泰勒公式进行简化,即为在同一个坐标系下,继续绘制曲线,在图14b中可以看出两条曲线几乎重合,因此证实精度是能够达到要求的。
[0074]
如图14-图15所示,喷嘴本体对亚克力板切割轨迹为曲线,采用步进电机进行数控调节偏转角时,定义曲线的曲率半径为r,喷嘴本体的移动速度为v,在δt时间内,喷嘴本体移动的距离x为
[0075]
x=v
·
δt(4)
[0076]
那么步进电机启动后带动喷嘴本体的转动速度ω为
[0077][0078]
定义步进电机启动时的转速为n,则
[0079][0080]
也就是说步进电机的调整速度存在上述的关系。
[0081]
将本技术提供的co2激光切割亚克力板专用切割头喷嘴在激光切割机床上使用,仅需改造相关的喷头结构部分,大大节约了成本,可以根据不同厚度亚克力板,调整角度,获得高质量加工表面,使得产品更具竞争力,从环境角度出发,还能在加工制造过程中产生较少的额外废料,符合绿色制造的理念。
[0082]
本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本技术所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
[0083]
本技术中所述的“和/或”的含义指的是各自单独存在或两者同时存在的情况均包括在内。
[0084]
本技术中所述的“连接”的含义可以是部件之间的直接连接也可以是部件间通过其它部件的间接连接。
[0085]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1