一种用于管壳内镀金引脚的去金方法与流程
1.本发明属于电子电路微封装领域,具体涉及一种用于管壳内镀金引脚的去金方法。
背景技术:
2.在电源模块生产的过程中,进行内外部电性能传导的引脚为了避免氧化、增强耐磨性、提供可焊性以及电学性能要求,需要在铜/可伐材质的引脚上进行镀金处理。后续在组装过程中需要在引脚上焊接引线,而大多采用sn63pb37或sn62pb36ag2的焊锡膏,在金镀层存在的情况下会在引脚外壁会出现ausn4,发生金脆现象,影响焊点的可靠性。具体的说,在涂有金涂覆层的表面钎焊时,金向焊料的锡中迅速扩散,形成脆性的金-锡化合物,如ausn4。在这种化合物中,当金的含量达到3%时,焊点会明显地表现出脆性,而且使焊点产生虚焊,失去光亮,呈多颗粒状,影响焊点的可靠性。
3.为了避免金脆现象的发生,传统方法主要有采用部分薄金处理,使引脚的镀金层厚度减小,从而减小imc层的厚度,降低金脆现象发生的概率,但该方法无法完全去除金脆现象,而如果镀金层厚度过小,则容易产生针孔,不能满足可焊性要求。另一种常用的方法就是对镀金引脚进行搪锡处理,利用金锡合金性质去除引脚表面金层,从而避免金脆现象的发生;目前常用的搪锡去金工艺有手工搪锡去金以及波峰焊去金搪锡,虽然可以完全避免金脆现象,但仍存在诸多问题:
4.当针对管壳内的引脚进行搪锡去金时,由于管壳引脚去金是腔体内引脚,距离管壳边缘距离最小仅有1mm,因此,手工搪锡操作难度大,效率低,极易污染管壳;靠近管壳面的引脚处金无法完全去除干净,仍会存在残留;并且在手动去金过程中,由于管壳正放,焊锡会向下流淌,在受热不均匀情况下会重新凝固,导致污染下部绝缘子和管壳,甚至短路,并且搪锡后引脚直径不可控,甚至会出现无法放置基板的情况。波峰焊去金搪锡相较于手工搪锡虽然操作简便,效率高,但由于管壳内部空间较小,且焊锡是连续流动的,因此,仍存在污染管壳,搪锡后引脚直径不可控的问题。
技术实现要素:
5.有鉴于此,本发明有必要提供一种用于管壳内镀金引脚的去金方法,该去金方法可高效实现管壳内引脚的去金,消除焊点可靠性的影响因素,且不会污染管壳,搪锡后引脚直径可控。
6.为了实现上述目的,本发明采用以下技术方案:
7.本发明提供了一种用于管壳内镀金引脚的去金方法,包括以下步骤:
8.对管壳的内壁设置保护层,留出待搪锡去金的引脚;
9.对引脚的待搪锡部位进行助焊剂处理并预热后,采用选择性波峰焊的方式进行搪锡去金处理;
10.搪锡完成后,撤去管壳内壁的保护层,完成引脚的搪锡去金。
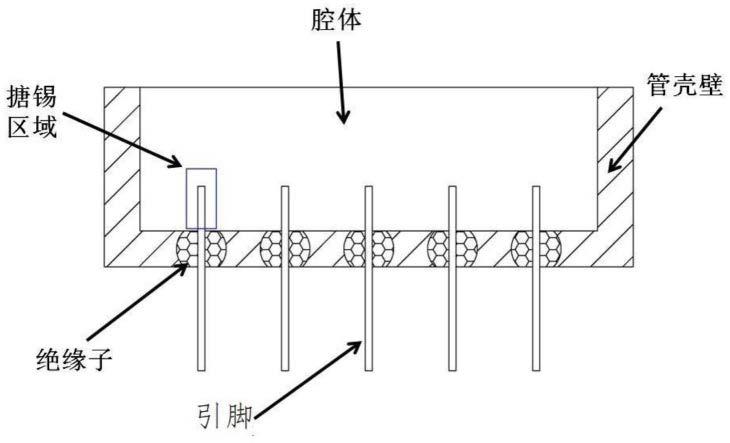
11.进一步方案,本文中所述的管壳为带有腔体的管壳,腔体深度1-11mm之间,其设有若干通孔,通孔内通过绝缘子固定有引脚;底部引脚在腔体内引脚的长度为3-3.5mm,侧壁引脚在腔体内距离腔体侧壁4mm。管壳壳体的材质可以为钢质或铝硅,在管壳的表面设有镀层,所述镀层为镀金或镀镍;此外,管壳的尺寸没有特别的限定,具体可提及的实例有27
×
27mm、37
×
28mm、54
×
29mm、50
×
34mm、49
×
34mm、64
×
38mm等。
12.进一步方案,所述的引脚在所述管壳内为直插式或侧插式;对于引脚没有特别的限定,本领域中常规的引脚即可,引脚的尺寸可根据具体的管壳尺寸进行调整,在本发明一些具体的实施例中,采用的引脚长度为3mm(腔体内),直径1mm;引脚芯部材质为可伐/铜,引脚外层设有镀金层,镀金层厚度在0.8-5.7μm之间。
13.进一步方案,所述选择性波峰焊在240-250℃条件下进行。
14.进一步方案,所述保护层为不干胶。
15.进一步方案,所述保护层为保护性夹具,所述保护性夹具的外壁与所述管壳的内壁契合,且所述引脚贯穿所述保护性夹具。
16.进一步方案,所述引脚的待搪锡部位距离引脚插接处预留0.4-0.6mm间隙,一方面能够很好的实现去金效果,另一方面能够避免局部受热,绝缘子易受损。优选地,所述引脚的待搪锡部位距离引脚插接处预留0.5mm间隙。可以理解的是,这里所述的间隙包括基板和焊料的厚度。
17.本发明具有以下有益效果:
18.本发明中的去金方法效率高,可实现流水线化管壳去金,获得的产品的成品率高,能够有效避免管壳污染、绝缘子的损伤。
19.本发明的去金方法在管壳内壁设置保护层,一方面可以方式焊锡污染管壳,同时在焊锡和绝缘子中间增加了一定距离,有效避免了绝缘子受到热冲击。
20.本发明中的去金方法采用选择性波峰焊,其需要管壳引脚向下放置,由于重力原因焊锡不会在引脚表面集聚,从而能够保证焊锡在引脚表面的均匀性,本发明中去锡前后的引脚直径变化率不超过直径的5%。
附图说明
21.图1为本发明一典型实施例中管壳结构的示意图;
22.图2为本发明一典型实施例中引脚去金的过程示意图;
23.图3为本发明一典型实施例中保护性夹具的结构示意图;
24.图4为本发明另一典型实施例中侧插式管壳引脚去金的过程示意图。
具体实施方式
25.为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
27.实施例1
28.本实施例中提供了一种用于管壳镀金引脚去金的方法,本实施例中的管壳为本领域中常规的封装壳体,其包括底壁以及沿底壁周缘围合的侧壁,在所述管壳的底壁上插设有若干镀金引脚,管壳结构如图1中所示的,本实施例中引脚的去金方法步骤如下:
29.用不干胶粘贴管壳内壁,对管壳内壁形成保护,避免焊锡污染;并留出引脚;
30.在引脚部位刷涂或者蘸取助焊剂;
31.将管壳置于选择性波峰焊设备上,进行预热,然后将喷头对准腔体内引脚位置,向上调整喷头(动作1),直至引脚进入熔融焊锡中,停留10s,喷头下移(动作2),如图2中所示的;
32.重复上述步骤完成管壳内所有引脚搪锡去金过程。
33.实施例2
34.本实施例采用同实施例1相同的实施方式,不同之处在于:在引脚与管壳的插接处预留0.5mm不做搪锡去金处理。这是由于引脚根部不需要焊接,对是否去金并无要求,通过在引脚处预留间隙,可同时避免绝缘子由于过热开裂和焊锡对管壳内部的污染。
35.实施例3
36.本实施例采用同实施例1相同的实施方式,不同之处在于:本实施例中采用如图3中所示的保护夹具在管壳内壁形成保护层。
37.实施例4
38.本实施例中提供了一种用于管壳镀金引脚去金的方法,本实施例中的管壳为本领域中常规的侧插式管壳,采用的保护性夹具为45
°
倾斜的夹具,如图4中所示的。
39.通过本发明中的去金方法能够高效的实现管壳内引脚的去金,且获得的产品的成品率高,能够有效避免管壳污染、绝缘子的损伤,去金前后引脚直径变化率低,不超过引脚直径的5%。
40.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
41.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1