一种钣金件加工用的防变形冲压设备
本发明属于冲压,具体的说是一种钣金件加工用的防变形冲压设备。
背景技术:
1、为了获得所需形状和尺寸的冲压件,压力机和模具会对金属板、带材、管材和型材施加外力,使其变形或分离。这种工艺称为金属冲压或冲压,这是一个使用大量力来改变扁平金属板形状的过程。该过程还可能涉及在金属中打孔,所以钣金冲压是一种非常常见的工艺。事实上,钣金冲压是大多数工业零部件生产过程的一部分,由于冲压是一种流行的钣金加工方法,具有效率高、质量稳定、适用范围广、成本低等优点,所以冲压工艺普遍被用来进行加工较硬但是具备一定形变能力的金属材料。
2、一般的冲压装置在对钣金进行冲孔工作时,钣金的冲压部位通常会发生较大的形变,而冲压部位附近的钣金会因为冲压装置的下压作用力而出现压痕,此时因为压痕而发生形变的钣金无法进行冲压,需要提前制定好装置的冲压区域,然后进行裁切等工作,造成钣金整理的利用率偏低,同时回收、规划等工作又增加工艺的复杂度,所以需要进行改进。
技术实现思路
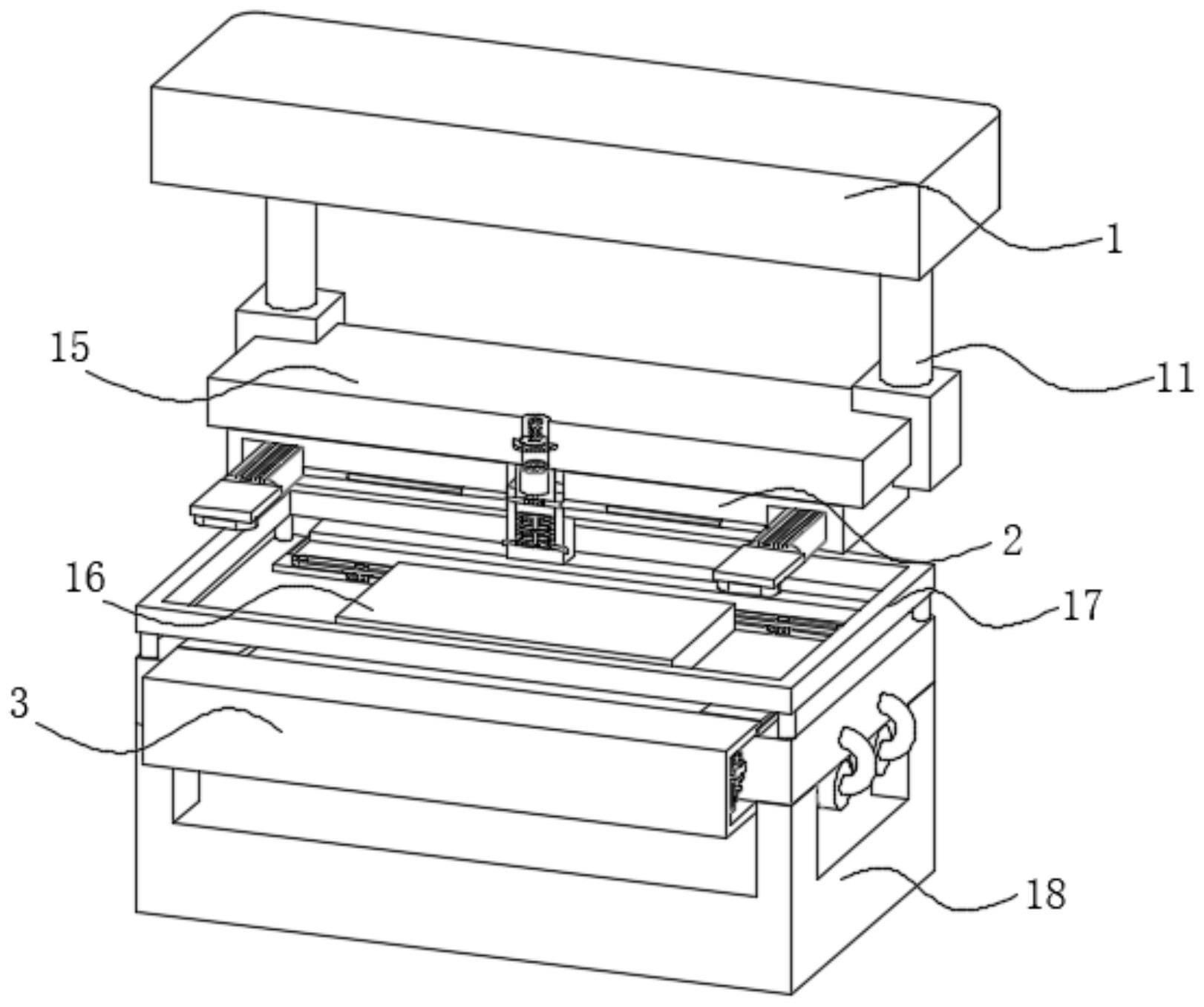
1、针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:一种钣金件加工用的防变形冲压设备,包括控制顶台与载物底台,所述控制顶台内腔的底部转动连接有插接滑杆,所述插接滑杆的表面滑动连接有引导滑套,所述引导滑套的底端转动连接有夹持力臂,所述夹持力臂的内腔卡接有配重压板,所述配重压板内腔的底部固定连接有冲压板;在切槽顶框两侧的切槽中将需要冲压的钣金件插入切槽顶框的内部,并调整两侧凹槽滑板之间的距离,保证两侧凹槽滑板顶部的摩擦转轮均与钣金件的侧面相互挤压,此时钣金件距离载物底台上表面一定高度,随后操作人员远离该装置,启动装置对钣金件进行冲压工作。
2、所述载物底台的顶端固定连接有切槽顶框,所述载物底台内腔的轴心处滑动连接有冲压底杆,所述载物底台顶部的两侧均滑动连接有移动装置,所述载物底台表面顶部的轴心处滑动连接有钣金件。控制顶台将插接滑杆转动,使插接滑杆螺旋下降,进而推动夹持力臂下滑,夹持力臂将配重压板下压,使冲压板插入切槽顶框的内腔中,随后配重压板与切槽顶框的顶部发生挤压,从而停止滑动,此时改装冲压杆的底端已经配合冲压底杆的运动对钣金件进行冲压塑形或者打孔工作,具体冲压效果根据杆体的结构形状决定,而冲压相关的杆体可以进行更换,冲压完毕后,控制顶台通过夹持力臂将冲压板向上提,随后两侧的控制轴杆控制传动带转动,摩擦转轮在转动的时候,通过外表面的摩擦力控制钣金件在水平面内定向滑动,实现对钣金件的移动,以便对钣金件的其余部位进行冲压,冲压完毕后,将钣金件进行切割,获得冲压零件。
3、所述移动装置包括凹槽滑板,所述凹槽滑板内腔顶部靠近钣金件的一侧转动连接有摩擦转轮,所述摩擦转轮的轴心处通过轴杆转动连接有传动带,所述传动带内腔的两端均转动连接有控制轴杆,所述凹槽滑板内腔顶部的两侧均固定连接有内置磁板,所述凹槽滑板内腔的底部固定连接有牵引带,所述牵引带的底端固定连接有绕带卷筒,且绕带卷筒的两端均固定连接有固定电机,所述固定电机的表面通过固定杆与载物底台的表面固定连接,所述凹槽滑板内腔中部远离钣金件的一侧固定连接有限制器;在对钣金件进行冲压的工作时,为了最大限度的利用板材,不仅需要通过摩擦转轮控制钣金件左右滑动,还需要凹槽滑板推动钣金件在前后方向进行滑动,固定电机将卷轴旋转后,两侧的牵引带可以牵引凹槽滑板沿着载物底台表面的顶部进行定向滑动,进而通过摩擦转轮推动钣金件发生相对滑动,实现作用点的切换工作。
4、所述冲压板包括滑动电板,所述滑动电板的两端均固定连接有平衡板,所述平衡板的底部固定连接有排斥磁板,所述冲压板内腔的中部固定连接有改装冲压杆,所述冲压板内腔的两侧均固定连接有弹簧导杆,所述弹簧导杆远离改装冲压杆的一端与滑动电板表面的接头处滑动连接。所述改装冲压杆包括固定套筒,所述固定套筒的顶端与冲压板内腔的轴心处固定连接,所述固定套筒表面的底部滑动连接有塑形压壳,所述固定套筒内腔底部的两侧均滑动连接有侧位插杆,所述固定套筒的内腔固定连接有充气泵,所述充气泵的内腔通过连接导线与弹簧导杆远离滑动电板的一端固定连接,所述塑形压壳内腔底部的两侧均固定连接有空心引导管,所述塑形压壳内腔的轴心处滑动连接有填充折叠筒,所述填充折叠筒内腔的轴心处固定连接有竖直滑杆。在改装冲压杆进行冲压工作的时候,冲压板会随着改装冲压杆一起下降,随后冲压板的下表面对钣金件进行挤压时,两侧的排斥磁板会因为内置磁板的磁力排斥作用,通过平衡板牵引滑动电板沿着冲压板的内腔上滑,此时滑动电板与弹簧导杆分离,此时充气泵断电,充气泵不能为两侧的侧位插杆提供压强,所以两侧的侧位插杆在连接弹簧的拉力作用下收缩进入固定套筒的内腔中,此时冲压板继续下滑,塑形压壳会在反作用力的作用下沿着固定套筒的表面向上滑动,此时塑形压壳的底端不再对钣金的表面产生冲压效果,但是填充折叠筒会因为塑形压壳内腔底部的空间缩小而被压缩,两侧的空心引导管向正下方的冲压部位进行喷气,此时装置及时将冲压板与载物底台分离,避免钣金件被过度挤压。
5、优选的,所述侧位插杆的数量为两根,所述侧位插杆的表面通过滑槽延伸至塑形压壳的内腔,所述侧位插杆远离塑形压壳的一端固定连接有连接弹簧,所述固定套筒内腔底部的轴心处开设有竖直通口,且竖直通口延伸至滑槽的内部。该装置的改装冲压杆可以收缩到冲压板的内腔中,所以该装置能够对钣金件自上而下进行冲压,也能对钣金件自下而上进行冲压工作,并且不需要将钣金件进行翻转,冲压底杆与改装冲压杆具备相同的冲压效果,自上而下进行冲压时,当冲压板距离钣金件一定高度后,改装冲压杆会自动收缩,所以不会出现冲压板下压过度导致钣金件被改装冲压杆冲压过度而损坏的问题。
6、优选的,所述摩擦转轮的表面通过容纳槽与切槽顶框内腔的顶部转动连接,所述摩擦转轮的表面与钣金件的表面转动连接,所述切槽顶框的内壁与载物底台的表面滑动连接,所述切槽顶框表面的顶部与切槽顶框的内腔滑动连接,所述冲压板内腔顶部的轴心处通过通口固定连接有震动装置。该装置在对钣金件进行自下而上的冲压工作的时候,可以通过冲压板将下方钣金件的非冲压部位进行挤压,由于钣金件的整体被压住,所以钣金件表面不会出现压痕,并且钣金件在冲压时更加稳定,在较为边缘的部位进行冲压的时候也不会出现受力不均导致钣金件倾斜的问题,从而使改装冲压杆与冲压底杆能够对钣金件的任意部位进行冲压,使每个钣金件冲压的零件数量增多,提高产量。
7、优选的,所述震动装置包括贴壁实心盘,所述贴壁实心盘表面的中部通过卡槽固定连接有连接卡板,所述贴壁实心盘内腔的轴心处滑动连接有撞击滑筒,所述撞击滑筒的表面套接有粗弹簧,所述撞击滑筒的内腔滑动连接有内撞子,所述撞击滑筒内腔的底部固定连接有弹性板。在充气泵对两侧的侧位插杆进行鼓风加压的过程中,需要通过震动装置对外部进行抽气,此时撞击滑筒内腔的底端因为受到外部气压的作用,沿着贴壁实心盘的内壁下滑,进而将粗弹簧压缩,此时撞击滑筒内腔侧位的通口位于贴壁实心盘的下方,可以流通空气,当工作结束后,被压缩的粗弹簧释放弹性势能,将撞击滑筒向上推动,随后撞击滑筒内腔的内撞子高速震动,使撞击滑筒不断撞击下方的充气泵,此时改装冲压杆在竖直面内高速震动,将塑形压壳表面的碎屑抖落。
8、优选的,所述撞击滑筒的内腔均匀开设有贯穿通口,且撞击滑筒的底端为实心结构,所述连接卡板的表面通过卡槽与冲压板的内腔固定连接,所述充气泵内腔的顶部均匀开设有进气通口。在每次冲压结束后,塑形压壳会回收到冲压板的内腔中,此时冲压板下表面整体保持平滑状态,所以不容易出现塑形压壳底端伤人的问题,而且结束后,改装冲压杆会因为震动装置整体的震动作用,清理塑形压壳外表面沾附的杂质,同时将冲压板顶端的进气口自动堵住,保护冲压板内腔的动力装置。
9、优选的,所述限制器包括转接轴杆与固定架,所述转接轴杆表面的两侧均转动连接有偏向转板,所述固定架表面的中部套接有滑动转套,所述偏向转板表面远离滑动转套的一侧固定连接有弹簧带,且弹簧带远离偏向转板的一端固定连接有u型夹板,所述u型夹板内腔靠近钣金件一侧的两端均固定连接有空心软管,且空心软管的内腔固定连接有按压棒。在凹槽滑板推动钣金件滑动的过程中,固定架会随着凹槽滑板的移动而推进对应一侧的偏向转板,所以两侧的偏向转板会因为滑动转套的挤压向靠近钣金件的一侧转动,此时凹槽滑板的推进速度会因为弹簧带的反作用力下降,并且两侧的弹簧挡板也被压缩,凹槽滑板内腔的气体通过载物底台内腔两侧的通口通入载物底台的轴心处,进而对冲压底杆的顶端进行鼓风,从而清理载物底台内腔的轴心处。在滑动转套转动的过程中,u型夹板的两侧也因为弹簧带的推力作用相互加紧,此时上下两侧的按压棒相互进行挤压,随着挤压力增大,按压棒因为受到的挤压力过大,从而通过外接导线使固定电机停止转动,避免凹槽滑板将钣金件推出切槽顶框。
10、优选的,所述固定架的两端均与凹槽滑板内腔远离钣金件的一侧固定连接,所述滑动转套的表面与偏向转板的表面滚动连接,所述u型夹板表面轴心处远离钣金件的一侧与转接轴杆的表面固定连接,所述按压棒的一端通过连接导线与固定电机的内腔固定连接。因为钣金件的宽度有限,如果使用凹槽滑板推动钣金件时,凹槽滑板将钣金件从切槽顶框的侧口推出,此时冲压的凸起部位就会与切槽顶框的侧边发生挤压,严重时会导致冲压凹槽因为挤压发生形变的问题,该装置的凹槽滑板内腔设置有限制器能够在钣金件即将滑出装置外部时停止固定电机工作,并且弹簧带的反作用力使钣金件的位移速度不会太快,总体保持减速运动,进而保证钣金件的平稳移动。
11、优选的,所述载物底台内腔顶部的两侧均开设有水平通口,且水平通口与载物底台内腔的轴心处接通,所述凹槽滑板内腔的两侧均滑动连接有弹簧挡板,所述弹簧挡板靠近钣金件的一端与载物底台的表面固定连接。在两侧的凹槽滑板推动钣金件改变位置的时候,凹槽滑板内腔的气体通过载物底台内腔两侧的通口通入载物底台的轴心处,进而对冲压底杆的顶端进行鼓风,此时冲压底杆所在的空间会受到自下而上的风力作用,将冲压底杆顶端挤压产生的碎屑吹落,随后碎屑在重力作用下从载物底台轴心处的通口掉落到载物底台的中层,避免出现冲压底杆顶部残留的碎屑的挤压作用,使冲压槽出现凹痕不完美的问题。
12、本发明的有益效果如下:
13、1.该装置在对钣金件进行自下而上的冲压工作的时候,可以通过冲压板将下方钣金件的非冲压部位进行挤压,由于钣金件的整体被压住,所以钣金件表面不会出现压痕,并且钣金件在冲压时更加稳定,在较为边缘的部位进行冲压的时候也不会出现受力不均导致钣金件倾斜的问题,从而使改装冲压杆与冲压底杆能够对钣金件的任意部位进行冲压,使每个钣金件冲压的零件数量增多,提高产量。
14、2.该装置的改装冲压杆可以收缩到冲压板的内腔中,所以该装置能够对钣金件自上而下进行冲压,也能对钣金件自下而上进行冲压工作,并且不需要将钣金件进行翻转,冲压底杆与改装冲压杆具备相同的冲压效果,自上而下进行冲压时,当冲压板距离钣金件一定高度后,改装冲压杆会自动收缩,所以不会出现冲压板下压过度导致钣金件被改装冲压杆冲压过度而损坏的问题。
15、3.在两侧的凹槽滑板推动钣金件改变位置的时候,凹槽滑板内腔的气体通过载物底台内腔两侧的通口通入载物底台的轴心处,进而对冲压底杆的顶端进行鼓风,此时冲压底杆所在的空间会受到自下而上的风力作用,将冲压底杆顶端挤压产生的碎屑吹落,随后碎屑在重力作用下从载物底台轴心处的通口掉落带载物底台的中层,避免出现冲压底杆顶部残留的碎屑的挤压作用,使冲压槽出现凹痕不完美的问题。
16、4.因为钣金件的宽度有限,如果使用凹槽滑板推动钣金件时,凹槽滑板将钣金件从切槽顶框的侧口推出,此时冲压的凸起部位就会与切槽顶框的侧边发生挤压,严重时会导致冲压凹槽因为挤压发生形变的问题,该装置的凹槽滑板内腔设置有限制器能够在钣金件即将滑出装置外部时停止固定电机工作,并且弹簧带的反作用力使钣金件的位移速度不会太快,总体保持减速运动,进而保证钣金件的平稳移动。
17、5.在每次冲压结束后,塑形压壳会回收到冲压板的内腔中,此时冲压板下表面整体保持平滑状态,所以不容易出现塑形压壳底端伤人的问题,而且结束后,改装冲压杆会因为震动装置整体的震动作用,清理塑形压壳外表面沾附的杂质,同时将冲压板顶端的进气口自动堵住,保护冲压板内腔的动力装置。
- 还没有人留言评论。精彩留言会获得点赞!