一种无滑动难熔金属热间拉丝机的制作方法
本发明属于拉丝,具体是一种无滑动难熔金属热间拉丝机。
背景技术:
1、伸线机指的是一种可连续拉制,机械、电气速度均衡匹配的设备,伸线机的种类有多种,其中最常见的就有塔轮式拉丝机。
2、难熔金属一般指熔点高于1650℃的金属(钨、钽、钼、铌、铪、铬、钒、锆、钛等),也有将熔点高于锆熔点(1852℃)的金属称为难熔金属。以这些金属为基体,添加其他元素形成的合金称为难熔金属合金。
3、将难熔金属或难熔金属合金加工成金属线(金属丝)需要在伸线机模眼前端对金属丝加热,再逐级拉拔到需要的线径。
4、但是,经研究发现现有的塔轮式拉丝机在使用时存在一定的弊端;
5、传统的塔轮式拉丝机在每个拉拔单元的金属线发生波动失去平衡时,由于牵引塔轮是一体式结构,所有拉拔单元由一个电机驱动无法调整单个拉拔单元的线速度,只能依赖金属线在塔轮表面滑动(俗称打滑)来达到再平衡,易形成金属线破断力不匀、表面划伤、竹节、斑点等制造缺陷,严重影响产品品质,制约了产品应用。
6、当金属线在塔轮表面的滑动不足以达到再平衡时会发生塑性变形乃至断线从而导致产品的成品率降低,为此,我们提出了一种无滑动难熔金属热间拉丝机。
技术实现思路
1、为了克服现有技术的不足,本技术实施提供一种无滑动难熔金属热间拉丝机,其设置了张力装置,张力装置能够单独检测每个拉拔单元运行过程中金属线受内外因素影响发生的波动,并且根据波动对应调节每个拉拔单元运行的线速度,使得其在第一时间实现各个拉拔单元之间的速度再平衡、受力再平衡,使得金属线在拉拔过程中不会产生滑动摩擦,实现恒张力、恒线速、无滑动、无摩擦伸线,避免了传统拉丝机的制造缺陷,从而保证产品质量、提高成品率、提升企业效益,具有良好的使用前景。
2、本技术实施解决其技术问题所采用的技术方案是:
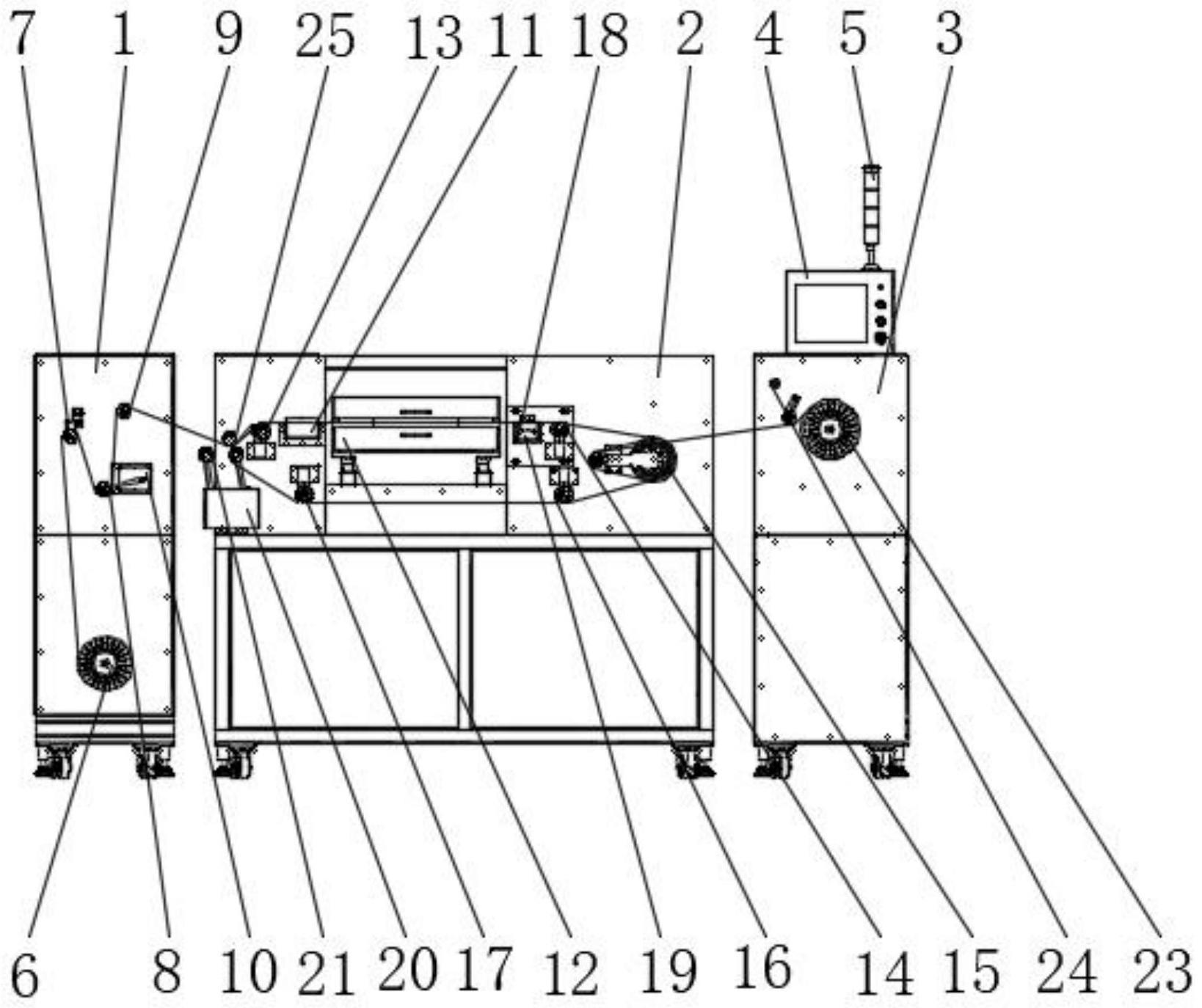
3、一种无滑动难熔金属热间拉丝机,包括放线部、主机部和收线部;
4、放线部的前端安装有放线组件;
5、主机部位于放线部的一侧;
6、收线部设置在主机部远离放线部的一侧,收线部的前端安装有收线组件,所述收线部的上端面设置有控制放线部、主机部和收线部运行的控制柜;
7、其中,所述主机部的前端设置有能够单独调节拉拔单元线速度以及检测拉拔过程中张力波动的张力装置,所述张力装置与控制柜内部的运动控制器(plc)连接。
8、本发明记载了一种无滑动难熔金属热间拉丝机,其设置了张力装置,张力装置能够单独检测每个拉拔单元运行过程中金属线受内外因素影响发生的波动,并且根据波动对应调节每个拉拔单元运行的线速度,使得其在第一时间实现各个拉拔单元之间的速度再平衡、受力再平衡,使得金属线在拉拔过程中不会产生滑动摩擦,实现恒张力、恒线速、无滑动、无摩擦伸线,避免了传统拉丝机的制造缺陷,从而保证产品质量、提高成品率、提升企业效益,具有良好的使用前景。
9、优选的,所述主机部下方设置有电器柜,所述主机部的前端设置有石墨乳加注组件,所述控制柜的上端面固定安装有分层式工作状态警示灯。
10、优选的,所述放线组件包括放线工字轮、第一导向轮、第一导轮和第二导向轮;
11、放线工字轮的一端与放线部内部的电机组件的输出端连接;
12、第一导向轮的一端通过轴承转动安装在放线部的前端,其设置在放线工字轮的上方一侧;
13、第一导轮设置在放线工字轮的一侧;
14、第二导向轮通过轴承转动安装在放线部上;
15、其中,所述放线部的前端面设置有第一张力控制器,所述第一张力控制器上设置有第一张力杆,所述第一导轮转动安装在第一张力杆上。
16、使用时放线工字轮将金属线放出,放出的金属线先后穿过第一导向轮、第一导轮和第二导向轮,经过导向后进入第三导向轮。
17、优选的,所述主机部的前端面设置有第三导向轮,所述石墨乳加注组件位于第三导向轮的一侧。
18、优选的,所述石墨乳加注组件包括石墨乳盒和集中加热系统;
19、石墨乳盒设置在主机部的前端;
20、集中加热系统安装在主机部上,集中加热系统位于石墨乳盒的一侧。
21、第三导向轮将金属线导入石墨乳盒,金属线经过时表面粘上石墨乳,然后穿过集中加热系统,金属线经过加热区起退火软化功能同时石墨乳被烧结到金属线表面起保护功能。
22、优选的,所述集中加热系统包括前后滑动装置和加热器;
23、前后滑动装置安装在主机部上;
24、加热器滑动安装在前后滑动装置上。
25、前后滑动装置采用现有的前后移动结构,例如滑块、滑轨等。
26、加热器设置在前后滑动装置上,手动穿线作业时推离作业区方便操作,穿线作业完毕还原加热位置。
27、优选的,所述张力装置包括用于将金属线引导至石墨乳盒的第四导向轮、模眼架、牵引组件、用于检测金属线张力的张力控制组件以及用于将金属线引导至张力控制组件的第六导向轮和第七导向轮;
28、所述第四导向轮通过轴承转动安装在主机部上;
29、模眼架安装在主机部的前端面,模眼架位于石墨乳盒的一侧;
30、牵引组件安装在主机部上,其设置在模眼架的一侧;
31、所述第五导向轮通过轴承转动安装在主机部上;
32、用于检测金属线张力的张力控制组件设在第四导向轮的下方一侧;
33、所述第六导向轮位于第七导向轮的一侧,所述第六导向轮和第七导向轮均通过轴承转动安装在主机部上;
34、其中,所述模眼架上设置有n组模眼,所述模眼架的下方设置有收集盒;所述模眼、第四导向轮、第五导向轮、第六导向轮和第七导向轮的数量相等。
35、第四导向轮将金属线导入石墨乳盒,金属线经过时表面粘上石墨乳,然后穿过集中加热系统后进入模眼架上的模眼,金属线经过模眼被压缩更细,烧结在金属线表面的石墨乳起润滑功能,金属线表面多余的石墨乳会在通过模眼时剥离落在模眼架下方的收集盒中,金属线穿过模眼经过第五导向轮导入牵引组件,牵引后经过第六导向轮和第七导向轮导向后与第二导轮接触,经过第二导轮引导至下一拉拔单元的第四导向轮中,进入下一拉拔单元拉拔。
36、优选的,所述张力控制组件包括n-1组第二张力控制器和第二导轮;
37、n-1组第二张力控制器均设置在主机部前端面的箱体中,第二张力控制器上设置有第二张力杆;
38、第二导轮数量为n-1组,所述第二导轮与第二张力杆固定连接。
39、优选的,所述牵引组件包括牵引轮组和驱动电机;
40、牵引轮组安装在主机部上,牵引轮组包含设置在n组牵引轴上的n组牵引轮;
41、驱动电机的数量为n组,驱动电机的通过传动组件驱动牵引轮转动;
42、其中,每组牵引轮、第二导轮、模眼、第四导向轮、第五导向轮、第六导向轮和第七导向轮构成拉拔单元。
43、驱动电机能够单独调整牵引轮组的速度。
44、牵引轮组包括基座、法兰和传动轴;
45、基座与伸线机的壳体固定连接;
46、所述法兰与基座固定连接;
47、传动轴的数量为若干组,所述传动轴通过传动组件与驱动电机的输出轴连接。
48、若干组所述传动轴的直径依次增大,所述传动轴的内部开设有安装口,所述传动轴依次通过轴承转动连接,所述传动轴的长度由内到外依次变短,若干组所述传动轴同心设置。
49、传动轴独立转动相互不会干扰,使用时单独的驱动电机通过皮带传动组件驱动单独的传动轴转动,从而驱动牵引轮单独转动。
50、优选的,所述传动组件采用皮带传动组件,所述伺服电机的输出轴通过皮带传动组件与传动轴的一端连接,所述牵引轮固定安装在传动轴的另一端优选的,所述收线组件包括计米轮和收线工字轮;
51、计米轮通过轴承安装在收线部上;
52、收线工字轮安装在收线部内部设置的收线驱动电机的主轴上,所述收线部的内部设置有驱动收线驱动电机前后运动的移动模组。
53、第n组拉拔单元中牵引轮组牵引后的金属线经过计米轮后收卷到收线工字轮。
54、移动模组能够改变收线工字轮的位置,使得其能够更加均匀的收卷金属线。
55、控制柜的内部设置有运动控制器(plc),运动控制器通过通讯电缆与所有的电机和张力控制器连接通讯;
56、由于母线材质缺陷、模眼孔径误差、模眼磨损、导轮或牵引轮磨损、加热器温差等因素的影响,这种拉拔平衡可能随时会被破坏。在牵引轮组的牵引下,金属线通过模眼被压缩,同时张力杆也始终处于受力状态,当任意一个拉拔单元的金属线受内外因素影响发生波动会立刻表现为该单元的张力杆受力产生波动,张力杆底部的张力控制器会立刻反馈到运动控制器,运动控制器通过计算对各拉拔单元、收线组件、放线组件中的电机重新匹配来保证各拉拔单元始终处于平衡状态。
57、综上所述,本发明包括以下至少一种有益技术效果:
58、本发明记载了一种无滑动难熔金属热间拉丝机,其设置了张力装置,张力装置能够单独检测每个拉拔单元运行过程中金属线受内外因素影响发生的波动,并且根据波动对应调节每个拉拔单元运行的线速度,使得其在第一时间实现各个拉拔单元之间的速度再平衡、受力再平衡,使得金属线在拉拔过程中不会产生滑动摩擦,实现恒张力、恒线速、无滑动、无摩擦伸线,避免了传统拉丝机的制造缺陷,从而保证产品质量、提高成品率、提升企业效益,具有良好的使用前景。
- 还没有人留言评论。精彩留言会获得点赞!