本发明涉及一种增材制造方法,具体涉及一种激光同轴诱导多tig电弧多丝的快速增材制造方法,属于金属增材制造。
背景技术:
1、对于大型复杂构件,传统的制造工艺包括整体铸造、锻造;铸造工艺不可避免的存在缩孔和粗晶偏析等缺陷,力学性能较差,锻造可以避免较大缺陷,但生产成本高、效率较低、大型复杂构件制造困难,且两者均需要经过毛坯粗加工+样件精加工等切削处理,工序较繁琐、生产周期长。增材制造技术(am)是一种基于离散-堆积原理的制造技术,通过计算机辅助设计模型,按照规划路径,采用材料逐层堆积制造金属构件的成形方法。与传统减材或等材制造技术相比,增材制造技术具有快速近净成形技术优势,材料利用率高、制造成本低、生产周期短,特别是能够实现大型复杂结构件的无模具、高自由度、定制化成形。
2、根据热源不同,金属增材制造主要分为激光增材制造、电子束增材制造和电弧增材制造等单一热源增材制造;其中激光增材制造具有精度高、对难熔金属可以近净成形的优点,但也存在生产成本高、多用于精密构件的制造;电子束增材制造具有可以成形活性金属、效率较高的优点,但其制造条件苛刻(真空)很难实现大规模生产应用;电弧增材制造技术具体包括熔化极电弧焊和非熔化极电弧焊;其中熔化极电弧增材制造具有成形效率高、焊接效率高等优点,但存在熔滴飞溅大、电弧稳定性差、力学性能较差等缺点。tig电弧增材制造技术是较为成熟的非熔化极电弧增材制造技术之一,具有电弧稳定性高、飞溅小、成形质量好及力学性能优良的特点。然而,tig电弧增材制造过程熔覆效率低,沉积效率仅为1.8kg/h~2.8kg/h,在制造大型零件方面受到限制。
3、为进一步提高电弧增材制造沉积率,近几年来相关学者提出了激光诱导电弧增材制造技术,仍是以单电弧为主(如申请号为201910238420.6的专利中公开的基于低功率激光诱导tig电弧的不锈钢机构件增材制造方法及制造系统),低功率激光旁轴诱导电弧的非对称型的复合热源,一定程度上提升了电弧的稳定性及增材制造效率,但在制造大型零件仍受到限制。
4、综上,现有增材制造均采用的为单一热源或仅单低功率激光旁轴诱导单电弧的非对称型复合热源,存在沉积效率低,制造大型零件受限的问题。
技术实现思路
1、有鉴于此,本发明提出一种激光同轴诱导多tig电弧多丝快速增材制造方法,采用多热源、多丝增材的制造方式,引入多tig电弧热源和多焊丝,能够提高每根焊丝的送丝速度,显著提高沉积效率,进而能够实现大型复杂结构件的无模具、高自由度、定制化成形。
2、激光同轴诱导多tig电弧多丝快速增材制造方法,该方法的具体步骤为:将预处理好的基板装夹固定在工作台上;
3、利用激光热源和多个tig电弧热源形成的对称型复合热源,按照设定的工艺参数对送入熔池的多根焊丝进行融化并在基板上铺展,并按照预设的加工路径进行增材制造,得到目标金属零件;
4、所述对称型复合热源中,激光热源位于中心,多个tig电弧热源沿所述激光热源的周向均匀间隔分布;沿周向分布的多个tig电弧热源所形成的多个间隔中,至少在两个间隔中设置焊丝。
5、作为本发明的一种优选方式,在每个间隔中均设置焊丝,即多个tig电弧热源、多根焊丝沿激光热源的周向交替均匀间隔分布。
6、作为本发明的一种优选方式,利用对称型复合热源时,用于发射激光光源的激光枪垂直于基板,然后将多个tig电弧热源以及多根焊丝分布于激光热源的四周;其中激光热源与用以提供tig电弧的钨极最低端间的距离为1mm~7mm;激光热源与钨极间的夹角为5°~60°。
7、作为本发明的一种优选方式,所述工艺参数包括:激光热源的功率、离焦量、焊接电流、送丝速度以及焊接速度;所述激光热源的功率为500w~4000w;离焦量为-20mm~20mm;焊接电流为50a~300a;送丝速度为2m/min~8m/min;焊接速度为0.1m/min~2.0m/min。
8、作为本发明的一种优选方式,所述激光热源为摆动式。
9、作为本发明的一种优选方式,所述激光热源的摆动方式为圆形摆动、垂直摆动、8字摆动或∞摆动;摆动频率为0hz~400hz;摆动幅度为0mm~8mm。
10、作为本发明的一种优选方式,增材制造过程中,采用氩气或氦气作为保护气,保护气的流量为5l/min~40l/min。
11、作为本发明的一种优选方式,所述焊丝的直径为0.8mm~2.4mm。
12、作为本发明的一种优选方式,
13、步骤1:根据目标金属结构件的尺寸选择基板,对基板的表面进行预处理后放置于工作台上,用夹具进行装夹固定;
14、步骤2:建立目标金属结构件的三维模型,对三维模型进行切片分层处理,获得增材制造的加工路径;
15、步骤3:选择焊丝,并设定增材制造的工艺参数;
16、步骤4:将用于发射激光光源的激光枪垂直于基板,并将多个tig电弧热源均匀间隔分布于激光热源的四周,然后在至少两个tig电弧热源的间隔之间各设置一根焊丝;
17、步骤5:按照步骤3设定的工艺参数对送入熔池的多根焊丝进行融化并在基板上铺展,并按照步骤2中的加工路径进行增材制造,得到目标金属结构件;
18、步骤6:通过冷加工手段将基板与目标金属结构件分离。
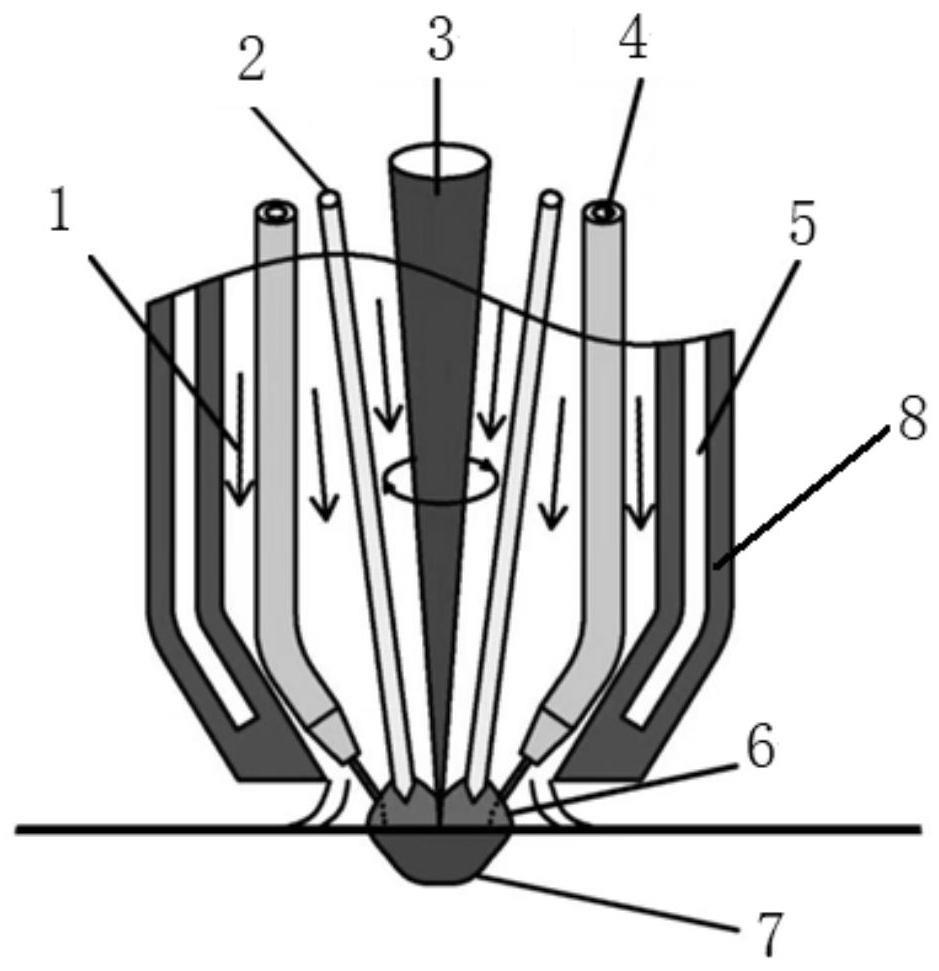
19、此外,本发明提供一种激光同轴诱导多tig电弧多丝的快速增材制造系统,包括:激光枪、多tig电弧同轴焊炬、内部设置有水冷通道的环形壳体、送丝机构、焊机控制器和激光控制器;
20、所述激光控制器控制所述激光枪发出激光束作为激光热源;
21、所述多tig电弧同轴焊炬具有多根钨极用于提供多tig电弧热源;
22、所述激光热源位于环形壳体的轴线上;多tig电弧同轴焊炬的多根钨极沿激光热源的周向均匀间隔分布;多根钨极位于同一锥形面上,该锥形面的中心轴与激光热源同轴;由此形成对称型复合热源;
23、所述送丝机构能够同时夹持多根焊丝并将其送入熔池稳定融化并在基板上铺展;多根焊丝沿激光热源的周向均匀间隔分布,且多根焊丝与多根钨极交替分布;
24、所述激光枪、多tig电弧同轴焊炬以及所述送丝机构固定在一起,保持同步运动;且使所述对称型复合热源和多根焊丝形成的焊丝组同轴位于所述环形壳体内部;
25、所述焊机控制器控制多tig电弧同轴焊炬进行电弧起弧,并控制所述送丝机构送丝。
26、有益效果:
27、(1)本发明的增材制造方法采用多热源多丝协同增材的方案,除采用激光同轴诱导外,还引入了多tig电弧,采用激光热源、多tig电弧热源、多根焊丝同轴输出的方式,多个tig电弧热源沿激光热源的周向交替均匀间隔分布,并在至少两个间隔之间各设置一根焊丝,使得每根焊丝均有与之配合的热源,在增材制造时能够提高每根焊丝的送丝速度,实现多热源多丝共熔池快速增材制造,提高焊丝沉积效率,进而能够实现大型复杂结构件增材制造。
28、(2)本发明的增材制造方法中激光热源与多tig电弧形成对称型复合热源,作用形式上为一个热源,激光热源在中心诱导多tig电弧,使多根焊丝共熔池同步熔化;多热源耦合作用机制,小功率激光束热源位于多热源中心诱导、多tig电弧均布在四周协同输出为主,沿焊接方向,位于激光热源前、后的电弧分别起到预热和后热的效果,并通过激光热源对tig电弧进行稳弧,突破了复合热源稳弧控制、高效熔敷、精准成形等关键核心技术;由此利用低功率激光热源与多tig电弧产生交互作用,并进一步通过激光对多电弧的稳定诱导实现多弧的稳定控制,实现多丝的稳定熔化和液态金属的均匀铺展,实现优质、稳定增材制造,解决大型复杂构件传统制造技术难题。
29、(3)本发明的增材制造方法利用tig电弧焊接热源为纯惰性气体保护焊的优质性,结合激光诱导多电弧热源耦合效应,同时熔化多根焊丝,弥补了单tig电弧焊接效率低的问题,从而兼顾了增材制造的效率和质量。
30、(4)本发明通过摆动激光束的引入,在保证高效、优质成形的同时,通过摆动激光对焊接熔池的搅动作用,引导了液态金属的规律流动,减少了热量累积,避免了层间未熔合、夹渣、气孔等缺陷的产生,改善了焊缝组织及其均匀性、降低了墙体变形量、提高了目标金属零件的力学性能,兼顾了增材质量和效率。由此,利用激光束对多tig电弧的诱导和稳弧作用、多热源交互作用及摆动激光的搅动作用,实现了多热源多丝共熔池增材制造形-性同步调控。
31、(5)激光枪、多tig电弧同轴焊炬以及所述送丝机构固定在一起,使其能够保持同步运动。