一种全自动铆接加工生产设备的制作方法
1.本技术涉及铆接的技术领域,尤其是涉及一种全自动铆接加工生产设备。
背景技术:
2.母线槽是以铜或铝作为导体、用非烯性绝缘支撑,然后装在槽体中,形成一种封闭的金属装置,母线槽用来为分散系统各个元件分配较大功率,广泛应用在现代化工程设施和装备中。
3.在母线槽的生产过程中,槽体包括有上盖板和下盖板,操作人员通常借助铆接设备把上盖板和下盖板铆接起来,由于母线槽的长度尺寸较大,操作人员需要移动母线槽,使铆接设备对准母线槽的不同位置、再打铆钉。
4.但在实际应用时,人工很难对上盖板与下盖板进行定位,容易造成铆接质量不稳定,需要操作人员的操作经验丰富,造成母线槽生产成本高,效率低。
技术实现要素:
5.为了提高母线槽铆接精度,本技术提供一种全自动铆接加工生产设备,能够降低操作人员的劳动强度,降低母线槽铆接成本,提高母线槽铆接效率。
6.本技术提供的一种全自动铆接加工生产设备,采用如下的技术方案:一种全自动铆接加工生产设备,包括:基座;辊筒组,所述辊筒组转动连接在所述基座的中部,槽体放置在所述辊筒组的顶面;托座,所述托座设置在所述基座内;托座驱动组件,所述托座驱动组件装配在所述托座的底部,所述托座驱动组件用于驱动所述托座沿所述基座的宽度方向进行移动;移动座,所述移动座滑动安装在所述基座上;移动座驱动组件,所述移动座驱动组件设置在所述基座的顶部,所述移动座驱动组件用于驱动所述移动座沿所述基座的长度方向进行移动;压紧机构,所述压紧机构设置在所述移动座的中部,所述压紧机构用于把所述槽体锁定在所述托座的顶面;铆枪,所述铆枪安装在所述移动座的侧壁。
7.通过采用上述技术方案,槽体通过辊筒组向前运输,无需操作人员搬动,有利于减轻操作人员的劳动强度,启动托座驱动组件,使托座向靠近基座中心线的方向运动,槽体置于托座的顶面,启动移动座驱动组件、启动压紧机构,使压紧机构对准槽体的正上方,压紧机构把槽体锁定在托座的顶面,实现槽体的定位和锁紧,通过铆枪对槽体进行铆接,完成槽体的铆接工序,与现有技术相比较,减轻了操作人员转运槽体的工作负担,槽体在铆接的过程无需人工定位,槽体的铆接精度高、铆接效率高,有利于节约生产成本,符合生产需求。
8.优选的,所述托座驱动组件包括:固定在所述基座内的托座驱动气缸;装配在所述
托座驱动气缸输出端的安装块;铰接在所述安装块中部的第一连接杆;铰接在所述安装块中部的第二连接杆;以及分别铰接在所述第一连接杆端部、所述第二连接杆端部的固定块,其中,所述托座安装在所述固定块的顶面,设置在所述第一连接杆上的所述托座与设置在所述第二连接杆上的所述托座分布在同一水平线上。
9.通过采用上述技术方案,在托座驱动气缸的作用下,能够驱动安装块向下运动,同时,第一连接杆和第二连接杆做相互靠近的运动,使两个托座均向靠近基座中心线的方向运动,进而能够将槽体承托起,对槽体起到止速的作用,使槽体在铆接时更加平稳可靠,有利于提高槽体的铆接精度。
10.优选的,所述基座的输入端顶面安装有托板,所述托板贯穿开设有若干个穿槽,所述辊筒组包括有若干个辊筒,所述辊筒顶部伸出在所述穿槽外。
11.通过采用上述技术方案,辊筒为槽体的运输过程提供牵引的作用,使槽体轻松向前传输,通过在基座的输出端顶面安装有托板,减少槽体从相邻两个辊筒之间的间隙处掉落,进而减少堵料的现象出现,能够保证槽体运输过程的畅通性,保证槽体的生产质量。
12.优选的,所述基座上滑动连接有输料座,所述基座上设置有输料座驱动组件,所述槽体放置在所述输料座中部,所述输料座驱动组件驱动所述输料座沿所述基座的长度方向进行移动。
13.通过采用上述技术方案,在输料座驱动组件的作用下,输料座可以沿着基座的长度方向进行移动,即,可以把槽体运输到托座的顶面,无需操作人员搬动,有利于减轻操作人员的劳动强度,提高生产效率。
14.优选的,所述压紧机构包括压头组件,所述压头组件包括:设置在所述移动座顶壁底部的固定座;安装在所述固定座顶面的上压紧座驱动气缸;设置在所述固定座底部的导向杆组;滑动连接在所述导向杆组的上压紧座;以及滑动连接在上压紧座底部的上压紧块,其中,所述上压紧座驱动气缸的输出端与所述上压紧座相装配。
15.通过采用上述技术方案,在上压紧座驱动气缸的作用下,上压紧座能够进行竖直向下的运动,导向杆组为上压紧座的运动过程提供导向作用,有利于提高上压紧座的运动平稳性,使上压紧块抵压在置于托座顶面的槽体上,实现对槽体位置的锁定。
16.优选的,所述压紧组件包括有两组压座组件,所述压座组件包括:固定在所述移动座侧壁的侧压驱动气缸;安装在所述侧压驱动气缸输出端的侧压块,其中,两组压座组件沿基座的中心线对称分布,所述侧压块的移动方向与所述槽体的运输方向相垂直。
17.通过采用上述技术方案,在侧压驱动气缸的作用下,两个侧压块可以同时压紧在槽体的两相背长边上,能够提高槽体的安装稳定性,从而进一步提高槽体的铆接稳定性,提升槽体的铆接精度。
18.优选的,所述侧压块远离所述侧压驱动气缸的一侧设置有两个缓冲压板,两所述缓冲压板分别设置在所述侧压块的顶部和底部,所述侧压块与两所述缓冲压板相装配后形成“匚”字的结构体。
19.通过采用上述技术方案,当侧压块压紧在槽体的侧壁时,由于缓冲压板具有良好的弹性,能够对槽体提供良好缓冲减震的作用,有效地保护槽体的侧壁而不被刮损,而且,侧压块与两个缓冲压板相装配后形成“匚”字的结构体,可以减少槽体与缓冲压板之间的接触面积,使槽体的传输过程更加畅顺,有利于提高生产效率。
20.优选的,所述移动座的侧壁固定有传动滑轨,所述传动滑轨上滑动连接有铆枪基座,所述铆枪安装在所述铆枪基座的底部,所述铆枪基座上设置有竖向移动组件,所述竖向移动组件用于驱动所述铆枪基座进行竖直方向的运动。
21.通过采用上述技术方案,在竖向移动组件的作用下,铆枪基座能够沿着传动滑轨进行竖直方向的运动,使铆枪的自冲枪头能够更好地适配不同高度的槽体,提高了铆枪的生产适配性。
22.优选的,所述铆枪基座的顶部转动连接有第一丝杆,所述第一丝杆的延伸方向与所述槽体的运输方向相垂直,第一丝杆上螺纹连接有移动块,所述铆枪安装在所述移动块的底部,所述铆枪基座靠近所述第一丝杆的一端安装有第一丝杆启动电机,所述第一丝杆启动电机的输出端与所述第一丝杆相装配。
23.通过采用上述技术方案,对槽体进行铆接时,在第一丝杆启动电机的作用下,第一丝杆能够进行转动,移动块沿着第一丝杆长度方向移动,使铆枪可以沿着基座的宽度方向进行移动,便于后续铆枪对槽体的侧壁进行铆接。
24.优选的,所述移动块的底壁固定有铆枪支座,所述铆枪支座的底部开设有u形槽,所述铆枪支座上安装有铆枪启动气缸,所述铆枪启动气缸的输出端与所述铆枪相装配,所述铆枪的自冲枪头置于所述u形槽内。
25.通过采用上述技术方案,操作人员把槽体穿插在铆枪支座底部的u形槽中时,开启铆枪启动气缸,铆枪可以在u形槽内移动,进而对槽体的侧壁进行铆接。
26.综上所述,本技术包括以下至少一种有益技术效果:1、与现有技术相比较,减轻了操作人员转运槽体的工作负担,槽体在铆接的过程无需人工定位,槽体的铆接精度高、铆接效率高,有利于节约生产成本,符合生产需求;2、在上压紧座驱动气缸的作用下,上压紧座能够进行竖直向下的运动,导向杆组为上压紧座的运动过程提供导向作用,有利于提高上压紧座的运动平稳性,使上压紧块抵压在置于托座顶面的槽体上,实现对槽体位置的锁定。
附图说明
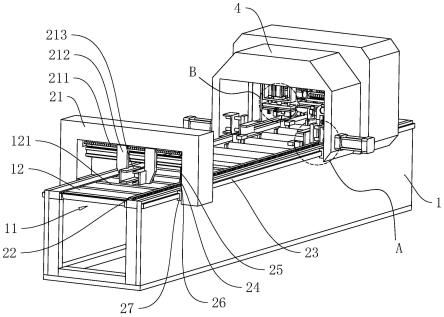
27.图1是本技术实施例的整体结构示意图。
28.图2是图1中a的放大图。
29.图3是图1中b的放大图。
30.图4是图1的后视图。
31.图5是图4中c的放大图。
32.附图标记说明:1、基座;11、辊筒组;12、托板;121、穿槽;21、输料座;211、装配螺杆;212、输料夹手;213、抵接板;22、传输齿条;23、传输滑轨;24、固定板;25、输料座驱动电机;26、转动齿轮;27、传输滑块;31、托座;32、托座驱动气缸;33、安装块;34、第一连接杆;35、第二连接杆;36、固定块;4、移动座;51、压头组件;511、固定座;512、上压紧座驱动气缸;513、上压紧座;514、导向杆组;515、上压紧块;52、压座组件;521、侧压驱动气缸;522、侧压块;523、缓冲压板;61、传动滑轨;62、铆枪基座;631、第二丝杆;64、移动块;65、第一丝杆;66、第一丝杆启动电机;67、铆枪启动气缸;68、铆枪支座;681、u形槽;682、安装部;683、抵接部;684、挂装部;69、铆枪。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种全自动铆接加工生产设备。
35.参照图1,一种全自动铆接加工生产设备,包括有基座1,基座1安装在工作地面上,在基座1的中部转动连接有辊筒组11,辊筒组11包括有辊筒,在本技术实施例中,若干个辊筒沿基座1的长度方向、等距地进行分布,基座1的输入端顶面安装有托板12,托板12与基座1通过螺栓连接的方式进行固定,托板12的上表面涂抹有油漆,使托板12的上表面形成一层光滑的保护层,而且能够提高托板12的防腐性,在托板12贯穿开设有若干个穿槽121,辊筒顶部伸出在穿槽121外,槽体放置在辊筒组11的顶面,槽体借助辊筒组11向前运输时,不易落入相邻两个辊筒之间的间隙中,保证槽体的运输畅通性。
36.参照图1,基座1上滑动连接有输料座21和移动座4,基座1靠近输料座21处设置有输料驱动组件,基座1靠近移动座4处设置有移动座驱动组件,操作人员把槽体放置在输料座21中部,输料座驱动组件驱动输料座21沿基座1的长度方向进行移动,即,输料座21能够把槽体从基座1的输出端运输到移动座4的中部。
37.参照图1和图4,输料座21的截面呈“冂”形,输料座21的中部、沿宽度方向转动连接有装配螺杆211,装配螺杆211的两端分别开设有左螺纹和右螺纹,装配螺纹的两端分别螺纹连接有输料夹手212,输料夹手212的侧面安装有两个抵接板213,输料夹手212与两个抵接板213相装配后形成“匚”字的结构体,输料座21靠近装配螺杆211的一端安装有螺杆驱动电机,使螺杆驱动电机的输出端与装配螺杆211相装配。
38.操作人员把槽体放置在输料座21中部,启动螺杆驱动电机,装配螺杆211能够进行转动,两个输料夹手212做相靠近的运动,能够把槽体夹持住。
39.参照图1和图4,输料驱动组件包括传输齿条22、传输滑轨23、固定板24、输料座驱动电机25、转动齿轮26、以及传输滑块27,其中,传输齿条22固定在基座1的一条长边侧壁,传输滑轨23固定在基座1的另一长边侧壁,传输滑块27固定在输料座21靠近传输滑轨23的一侧,传输滑块27的侧壁开设有滑槽,传输滑块27通过滑槽与传输滑轨23进行滑动连接,固定板24焊接在传输滑块27靠近传输齿条22的一侧,输料座驱动电机25安装在固定板24的顶面,转动齿轮26转动连接在固定板24的底部,使输料座驱动电机25的输出端与转动齿轮26相装配,转动齿轮26与传输齿条22相啮合。
40.输料驱动组件与移动座驱动组件的结构相一致,在本技术实施例中不进行重复的赘述,操作人员启动输料座驱动电机25,转动齿轮26能够进行转动,进而驱动输料座21沿着传输齿条22进行运动,同时,传输滑块27与传输轨道的配合可以提高输料座21的运动稳定性。
41.参照图1和图4,基座1的中部设置有托座31,托座31的底部设置托座驱动组件,通过托座驱动组件驱动托座31沿基座1的宽度方向进行移动,托座驱动组件包括托座驱动气缸32、安装块33、第一连接杆34、第二连接杆35、以及固定块36,其中,托座驱动气缸32固定在基座1内,安装块33装配在托座驱动气缸32的输出端,安装块33包括有转动在其内部的连接转轴,第一连接杆34和第二连接杆35为形状结构相一致的杆体,第一连接杆34转动连接在连接转轴上,第二连接杆35也转动连接在连接转轴上,固定块36有两个,两个固定块36分别铰接在第一连接杆34的端部和第二连接杆35的端部,并且,使设置在第一连接杆34上的
托座31与设置在第二连接杆35上的托座31分布在同一水平线上,托座31的高度大于辊筒的高度。
42.操作人员启动托座驱动气缸32,安装块33能够向下运动,同时,第一连接杆34和第二连接杆35做相互靠近的运动,使两个托座31均向靠近基座1中心线的方向运动,进而能够将槽体承托起,对槽体起到止速的作用,为了进一步提高槽体铆接时的平稳性,在本技术实施例中,托座驱动组件有两组,一组托座驱动组件上设置有两个托座31,当槽体同时置于两组托座驱动组件上的托座31顶面上时,才对槽体进行铆接工作,进而槽体在铆接时平稳性,反之,两个托座31均向远离基座1中心线的方向运动,槽体落在辊筒上,然后继续向前输送槽体。
43.为了进一步提高槽体铆接时的平稳性,参照图1和图2,在移动座4的中部设置有压紧机构,通过压紧机构能够把槽体锁定在托座31的顶面,其中,压紧机构包括压头组件51和压座组件52,在本技术实施例中,压座组件52有两组,两组压座组件52沿基座1中心线对称分布,具体地,压座组件52包括侧压驱动气缸521和侧压块522,侧压驱动气缸521固定在移动座4的侧壁,侧压块522安装在侧压驱动气缸521的输出端,并且,在侧压块522远离侧压驱动气缸521的一侧设置有两个缓冲压板523,缓冲压板523为橡胶板,使得缓冲压板523具有良好的耐磨性和缓冲能力,两个缓冲压板523分别设置在侧压块522的顶部和底部,在本技术实施例中,缓冲压板523通过胶水粘合的方式与侧压块522相固定,使侧压块522与两缓冲压板523相装配后形成“匚”字的结构体。
44.操作人员启动侧压驱动气缸521,侧压块522能够沿基座1的宽度方向进行移动,即,侧压块522的移动方向与槽体的运输方向相垂直,在两个侧压块522的作用下,能够把槽体夹持在托座31的顶面。
45.更具体地,参照图1和图3,压头组件51包括固定座511、上压紧座驱动气缸512、上压紧座513、导向杆组514、以及上压紧块515,其中,固定座511安装在移动座4顶壁的底部,上压紧座驱动气缸512安装在固定座511的顶面,使得上压紧座驱动气缸512的输出端与上压紧座513相装配,导向杆组514固定在固定座511的底部,导向杆组514包括两个导向杆,两个导向杆沿固定座511的宽度中心线对称设置,上压紧座513同时滑动连接在两个导向杆上,在本技术实施例中,上压紧座513的两相背长边分别开设有移动槽,上压紧块515同时滑动连接两个移动槽,而且,上压紧块515同样为橡胶块,操作人员滑动上压紧块515,调整上压紧块515的位置,启动上压紧座驱动气缸512,使上压紧座513带动上压紧块515向下运动,直至抵压在槽体的顶面,从而实现槽体的位置锁定,提高了槽体铆接时的平稳性。
46.参照图4和图5,移动座4的侧壁固定有传动滑轨61,传动滑轨61上滑动连接有铆枪基座62,铆枪基座62上设置有竖向移动组件,通过竖向移动组件可以驱动铆枪基座62进行竖直方向的运动,竖向移动组件包括第二丝杆631启动电机(图中未示出)和第二丝杆631,在本技术实施例中,第二丝杆631启动电机固定在移动座4的顶壁,第二丝杆631一端与第二丝杆631启动电机的输出端相装配,另一端穿过铆枪基座62、并与铆枪基座62进行螺纹连接,操作人员启动第二丝杆631启动电机,第二丝杆631能够进行转动,使铆枪基座62沿着传动滑轨61进行竖直方向的运动。
47.参照图4和图5,铆枪基座62的顶部转动连接有第一丝杆65,第一丝杆65的延伸方向与槽体的运输方向相垂直,铆枪基座62靠近第一丝杆65的一端安装有第一丝杆启动电机
66,使第一丝杆启动电机66的输出端与第一丝杆65相装配第一丝杆65上螺纹连接有移动块64,移动块64的底壁固定有铆枪支座68,具体地,铆枪支座68的底部开设有u形槽681,铆枪支座68包括有安装部682、抵接部683和挂装部684,安装部682与移动块64焊接固定,抵接部683和挂装部684分别固定在安装部682的底壁,u形槽681形成在安装部682、抵接部683和挂装部684围成的腔体内,在挂装部684上固定有铆枪启动气缸67,铆枪启动气缸67的输出端装配有铆枪69,使铆枪69的自冲枪头置于u形槽681内。
48.操作人员把槽体穿插在铆枪支座68底部的u形槽681中,开启第一丝杆启动电机66,使铆枪支座68的抵接部683靠近槽体的一侧与槽体的侧壁相抵接,然后,开启铆枪启动气缸67,铆枪69可以在u形槽681内移动,实现对槽体的侧壁进行铆接。
49.本技术实施例一种全自动铆接加工生产设备的实施原理为:操作人员把槽体放置在输料座21中部,启动螺杆驱动电机,装配螺杆211能够进行转动,两个输料夹手212做相靠近的运动,能够把槽体夹持住。
50.启动输料座驱动电机25,转动齿轮26能够进行转动,进而驱动输料座21沿着传输齿条22进行运动,输料座21把槽体从基座1的输出端运输到移动座4的中部。
51.启动托座驱动气缸32,安装块33能够向下运动,同时,第一连接杆34和第二连接杆35做相互靠近的运动,使两个托座31均向靠近基座1中心线的方向运动,能够将槽体承托起,对槽体起到止速的作用。
52.接着,启动侧压驱动气缸521,侧压块522能够沿基座1的宽度方向进行移动,在两个侧压块522的作用下,能够把槽体夹持在托座31的顶面,同时,启动上压紧座驱动气缸512,使上压紧座513带动上压紧块515向下运动,直至抵压在槽体的顶面,从而实现槽体的位置锁定。
53.然后,启动第二丝杆631启动电机,第二丝杆631能够进行转动,使铆枪基座62沿着传动滑轨61进行竖直向下运动,找准槽体需要铆接的位置。
54.开启第一丝杆启动电机66,使铆枪支座68的抵接部683靠近槽体的一侧与槽体的侧壁相抵接,最后,开启铆枪启动气缸67,铆枪69可以在u形槽681内移动,实现对槽体的侧壁进行铆接。
55.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1