极片裁切装置的制作方法
1.本发明涉及锂电池生产技术领域,具体地说是一种极片裁切装置。
背景技术:
2.现有的工艺,在裁切极片时,极片必须停止输送运动,否则会造成后续的极片凸起变形而影响下次裁切的极片质量,因而相关的输送机构要周期性地停止、启动,停止极片的输送势必会导致裁切极片效率降低。
3.为了提高效率,实现连续裁切,现有的方案是设置一个驱动件带动上切刀上下升降来实现裁切,另一个驱动件带动切刀组件水平往复移动,使切刀在裁切极片时,可以和极片保持水平方向相对静止,实现极片的不间断输送。但是上述技术方案需要两个驱动件来实现切刀两个方向上的运动以实现极片的裁切,运动过程复杂,出故障的几率提升,需要维护时,也存在操作繁琐,动作稳定性差的问题。
技术实现要素:
4.本发明针对现有的极片裁切装置的问题,提供一种结构简单可靠、裁切效率高的极片裁切装置。
5.本发明中的极片裁切装置的技术方案如下:一种极片裁切装置包括驱动机构、切刀机构、安装架及支撑架,其中:驱动机构包括驱动件、偏心轮和连接组件,驱动件的固定端与支撑架固定连接,驱动件的活动端安装有偏心轮,偏心轮与连接组件的第一端连接;切刀机构包括上切刀组件和下切刀组件,上切刀组件的与连接组件的第二端固定连接,并被配置为在驱动件的带动下升降;下切刀组件固定安装在安装架上;安装架横向滑动安装在支撑架上,连接组件与安装架竖向滑动连接,安装架被配置为在驱动件的带动下沿极片的输送方向运动。
6.通过驱动件与偏心轮带动切刀同时在水平和竖直方向上运动,实现追切极片的效果。
7.可选的,驱动机构为两组,两组驱动机构对称设置于支撑架的两侧,上切刀组件的两端分别与对应的驱动机构固定连接,两组驱动机构被配置为同步带动上切刀组件升降。
8.通过设置两组对称的驱动机构使切刀机构两端同步运动,更加稳定。
9.可选的,连接组件包括转动板和固定板,转动板的第一端与固定板固定连接,转动板的第二端与偏心轮连接,上切刀组件与固定板固定连接,转动板和固定板通过支撑轴固定连接,转动板、固定板以及支撑轴之间形成有供安装架的侧板通过的空间。
10.转动板和固定板的设计结构简单,同时又能实现将电机的圆周运动转换为水平方向上的直线运动的效果。
11.可选的,安装架的侧板通过竖直设置的第一滑动组件滑动安装在固定板上,连接组件被配置为沿着第一滑动组件在侧板上升降。
12.通过第一滑动组件将电机的圆周运动转换为竖直方向上的直线运动。
13.可选的,偏心轮上设置有凸轮,转动板上设置有与凸轮对应的限位孔,凸轮被配置为在限位孔中转动。
14.通过限位孔和凸轮的设计将电机和转动板还有连接组件形成一个整体。
15.可选的,上切刀组件包括上模座和上切刀,上切刀固定安装在上模座上,上模座与连接组件固定连接;下切刀组件包括下切刀和下模座,下切刀固定安装在下模座上,下模座固定安装在安装架上;切刀机构还包括导杆和弹簧,其中:导杆的下端与下模座固定连接,上模座套设于导杆的上端并被配置为可在导杆上滑动升降;弹簧套设在导杆上,弹簧的一端与上模座抵接,弹簧的另一端与下模座抵接。
16.通过导杆对上模座进行导向,弹簧对上模座进行缓冲,使上切刀组件裁切更加平稳,效果好。
17.可选的,极片裁切装置还包括位于切刀机构后道工位的压紧组件,压紧组件包括上压板、弹性导向杆和下压板,其中:下压板固定安装在下切刀组件上并位于上压板的下方;弹性导向杆的一端与上压板固定连接,弹性导向杆的另一端与上切刀组件连接;上压板被配置为在上切刀组件的带动下靠近和远离下压板运动,弹性导向杆被配置为能在上压板的运动方向上收缩;上压板和下压板配合夹紧位于上压板和下压板之间的极片。
18.通过设置压紧组件,在裁切前对极片进行压紧,也在裁切后推送极片。
19.可选的,下压板设置有第一清理部,第一清理部朝向切刀机构的切割位置设置,和/或,上压板设置有第二清理部,第二清理部朝向切刀机构的切割位置设置;第一清理部或第二清理部配置为清理切割位置处的粉尘。
20.通过第一清理部将切割位置的粉尘清理干净,避免设备污染。
21.可选的,极片裁切装置还包括位于切刀机构前道的导向组件,导向组件包括上下设置的上导向板与下导向板,上导向板与下导向板之间形成由供极片通过的导向空隙。
22.通过导向组件对极片进行导向,保证极片能够顺利进料,提高裁切效果。
23.可选的,驱动件驱动安装架沿极片的输送方向运动时,安装架的运动速度与极片的输送速度相同。
24.通过将安装架的运动速度与极片的输送速度设置为相同,到达极片在输送过程中被切断的效果。
附图说明
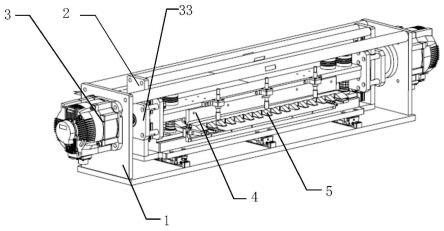
25.图1为本发明中的一种可选实施例的极片裁切装置的立体结构示意图;
26.图2为图1中驱动机构、安装架和支撑架的结构示意图;
27.图3为本发明中的一种可选实施例的驱动机构的立体结构示意图;
28.图4为图1中切刀机构的结构示意图;
29.图5为本发明中的压紧组件的立体结构示意图;
30.图6为本发明中的导向组件的立体结构示意图。
具体实施方式
31.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
32.在锂电池电芯制造过程中需要将成卷的极片带经过整形后裁切成固定宽度的极片,现有的裁切工艺中,通常是通过切刀将极片带切断,而且在裁切时,极片带是停止输送的,否则会造成后续的极片凸起变形而影响下次裁切的极片质量,因而相关的输送机构要周期性地停止、启动,停止极片的输送势必会导致裁切极片效率降低。
33.鉴于此,本发明提供了一种能够实现在极片的输送过程中同步完成裁切的极片裁切装置。如图1-图3所示,本技术提供的一种极片裁切装置包括支撑架1、安装架2、驱动机构3及切刀机构4,其中:驱动机构3包括驱动件31、偏心轮32和连接组件33,驱动件31的固定端与支撑架1固定连接,驱动件31的活动端安装有偏心轮32,偏心轮32与连接组件33的第一端连接;安装架2横向滑动安装在支撑架1上,连接组件33与安装架2竖向滑动连接,安装架2通过滑块滑动安装在支撑架1的滑轨上,并被配置为在驱动件31的带动下沿极片的输送方向往复运动。通过驱动件31与偏心轮32带动切刀机构4同时在水平和竖直方向上运动,实现追切极片的效果。
34.如图4所示,在一种可实现的实施方式中,切刀机构4包括上切刀组件41和下切刀组件42,上切刀组件41的与连接组件33的第二端固定连接,并被配置为在驱动件31的带动下升降,可选的,驱动件31可以是伺服电机也可以是dd马达;下切刀组件42固定安装在安装架2上。可选的,上切刀组件41包括上模座411和上切刀412,上切刀412固定安装在上模座411上,上模座411与连接组件33固定连接;下切刀组件42包括下切刀422和下模座421,下切刀422固定安装在下模座421上,下模座421固定安装在安装架2上;切刀机构4还包括导杆43和弹簧44,其中:导杆43的下端与下模座421固定连接,上模座411套设于导杆43的上端并被配置为可在导杆43上滑动升降;弹簧44套设在导杆43上,弹簧44的一端与上模座411抵接,弹簧44的另一端与下模座421抵接。通过导杆43对上模座411进行导向,弹簧44对上模座411下降过程进行缓冲,使上切刀组件41裁切更加平稳,效果好。
35.在本实施例中,驱动机构3为两组,两组驱动机构3对称设置于支撑架1的两侧,上切刀组件41的两端分别与对应的驱动机构3固定连接,两组驱动机构3被配置为同步带动上切刀组件41升降。
36.再参见图3,在一种可实现的实施方式中,连接组件33包括转动板331和固定板332,转动板331的第一端与固定板332固定连接,转动板331的第二端与偏心轮32连接,上切刀组件41与固定板332固定连接,转动板331和固定板332通过支撑轴333固定连接,转动板331、固定板332以及支撑轴333之间形成有供安装架2的侧板21通过的空间。转动板332和固定板332的设计结构简单,通过滑块和滑轨的配合能够同时实现将电机的圆周运动转换为水平方向上的直线运动的效果。可选的,偏心轮32上设置有凸轮321,转动板331上设置有与凸轮321对应的限位孔,凸轮321被配置为在限位孔中转动。通过限位孔和凸轮321的设计将电机和转动板332还有连接组件33形成一个整体。
37.在本实施例中,安装架2的侧板21通过竖直设置的第一滑动组件22滑动安装在固定板332上,连接组件33被配置为沿着第一滑动组件22在侧板21上升降。可选的,第一滑动组件包括滑块和滑轨。
38.如图5所示,在一种可实现的实施方式中,极片裁切装置还包括位于切刀机构4后道工位的压紧组件5,压紧组件5包括上压板51、弹性导向杆53和下压板52,其中:下压板52固定安装在下切刀组件42上并位于上压板51的下方;弹性导向杆53的一端与上压板51固定
连接,弹性导向杆53的另一端与上切刀组件41连接;上压板51被配置为在上切刀组件41的带动下靠近和远离下压板52运动,弹性导向杆53被配置为能在上压板51的运动方向上收缩;上压板51和下压板52配合夹紧位于上压板51和下压板52之间的极片。在实现极片裁切过程中,上切刀组件41下降过程中,上压板51先接触极片,继续下降运动,弹性导向杆53收缩同时弹性导向杆53给上压板51提供向下的弹力,以使上压板51将极片压紧于下压板52,然后继续下降,直到上切刀12与下切刀22对接完成对极片的裁切。完成极片裁切后,上切刀组件41上升,上切刀412与下切刀422先分离,接着弹性导向杆53回原位,最后上压板51与下压板52分离。在极片裁切前先通过上压板51与下压板52将极片压紧的设计,能够上切刀412和下切刀422在裁切极片时极片保证不动,提高裁切精度和质量。
39.可选的,下压板52设置有第一清理部,第一清理部朝向切刀机构4的切割位置设置,和/或,上压板51设置有第二清理部,第二清理部朝向切刀机构4的切割位置设置;第一清理部或第二清理部被配置为清理切割位置处的粉尘。第一清理部包括吸尘腔和吸附槽,吸附腔与吸附槽连通,吸附腔前道连通真空发生器,吸附槽通过真空发生器产生的吸力将切割位置处残留的杂质吸走。
40.如图6所示,在一种可实现的实施方式中,极片裁切装置还包括位于切刀机构4前道的导向组件6,导向组件6包括上下设置的上导向板61与下导向板62,上导向板61与下导向板62之间形成由供极片通过的导向空隙。通过导向组件对极片进行导向,保证极片能够顺利进料,提高裁切效果。
41.在本实施例中,驱动件31驱动安装架2沿极片的输送方向运动时,安装架2的运动速度与极片的输送速度相同。通过将安装架2的运动速度与极片的输送速度设置为相同,达到极片在输送过程中被切断的效果。可选的,安装架2通过横向设置的第二滑动组件滑动安装在支撑架1上,所述第二滑动组件的延伸方向与极片的输送方向相同。
42.上文对本发明进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本发明的真实精神和范围的前提下做出所有改变都应该属于本发明的保护范围。本发明所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1