一种大落差薄板型钛合金复杂模锻件的自由锻的制坯方法与流程
1.本发明属于钛合金锻造领域,特别涉及一种大落差薄板型钛合金复杂模锻件的自由锻的制坯方法。
背景技术:
2.钛合金具有比强度高、耐高温和耐蚀性好等特点广泛应用于航空、航天、高铁、兵器、船舶等领域。钛合金属于难变形合金,主要采用锻造为主的成型方式,锻件荒形设计对最终模锻件成型具有重要影响。对于大落差(落差比>4),薄板厚度尺寸≤40mm结构复杂的锻件,传统的制造工序是多火次预锻-火次间机加-终锻,但其锻造工艺复杂、材料利用率低、锻造成本高等缺点,进一步限制其应用。
技术实现要素:
3.本发明的目的在于针对上述现有技术的不足,提出一种简单制坯成形的锻造方法,通过采用成型工装,采用自由锻造技术完成坯料锻造,为后续模锻件锻造能有效的提高生产效率,且简单可行,为该类型模锻件制荒提供参考。
4.技术方案:
5.一种大落差薄板型钛合金复杂模锻件的自由锻的制坯方法,包括:
6.步骤一:下料;
7.步骤二:将棒料置于电阻炉中加热,加热温度tβ-20℃~tβ-60℃,保温系数为0.8~1.2min/mm;将棒料置于自由锻锤上进行锻造,先沿流线方向进行镦粗,收方整形后再沿垂直于流线方向镦粗,收方后再沿流线方向进行拔长整形,使坯料高度达到锻件高度的85%~95%,长度达到锻件的65%~75%,宽度达到锻件的85%~95%;tβ为相变温度;
8.步骤三:将坯料进行加热,置于电阻炉中,加热温度tβ-20℃~tβ-60℃,保温系数为0.8~1.2min/mm;将坯料置于自由锻锤上进行锻造,使用圆柱状工装在方坯上压制,锻造出所需的大半径圆角;再使用长度小于坯料最终尺寸宽度的平压板沿所需薄板的方向压制成型,使得压出的薄板与大半径圆角相切;
9.重复步骤三进行多次圆柱状工装压制和平压板压制,直到达到最终薄板所需尺寸;
10.步骤四:整形。
11.使用圆柱状工装和平压板的首次下压量a1为:
12.之后每次下压量ai为:
13.柱形工装轴心距离锻件薄厚板分界线的初始偏移量b为:
14.平压板工装宽度t为:
15.其中,l为坯料总长度;l1为厚板长度;h为坯料厚度;h1为薄板厚度;i为下压次数;r
为柱形工装半径;s为平压板工装进给次数。
16.步骤二过程允许多火次完成,每火次变形量控制在30%~35%。
17.步骤三后最终坯料长度达到锻件的90%~95%,落差达到锻件的55%~65%,且落差比>2.5。
18.步骤三允许多火次完成,每火次变形量控制在20%~30%。
19.整形,包括:
20.置于电阻炉中进行加热,加热温度为tβ-20℃~tβ-60℃,保温系数为0.8~1.0min/mm;
21.将坯料置于自由锻锤上,将锻件局部进行镦粗整形,得到最终符合要求的坯料。
22.下料,包括:
23.根据锻件尺寸需求,选择合适的棒料规格进行下料,并对两端头进行倒圆角。
24.有益效果:本发明通过上述方法实现了大落差薄板型钛合金模锻件的坯料生产,本方法具有工艺简单、费用少、锻造时长短等的优点,实现了大落差薄板型钛合金模锻件的合格生产。
附图说明
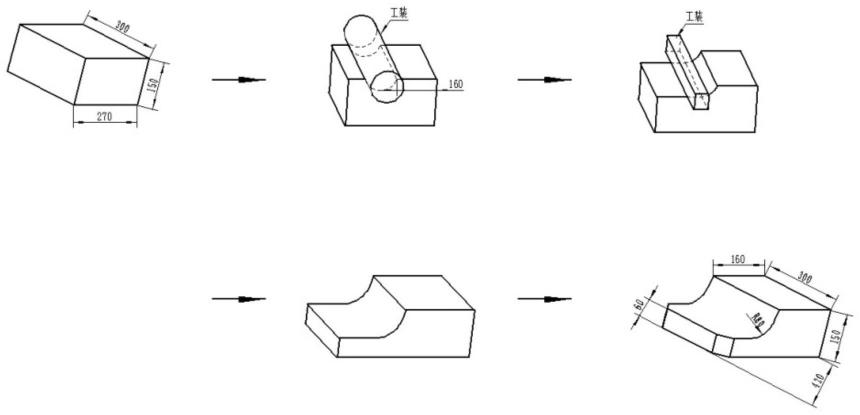
25.图1为工艺路线图。
26.图2为每锤砧下压示意图。
具体实施方式
27.实施例1:
28.锻件材料:ta18钛合金,相变点950℃,锻件外廓尺寸445
×
340
×
202mm,锻件的宽度方向两侧均缺角,薄板高度尺寸为40mm,落差比为5.05。其工艺路线如图1所示,包括:
29.步骤一:下料。根据锻件尺寸需求,选择φ200
×
375mm的棒料规格进行下料,并对两端头进行倒圆角r10。
30.步骤二:将上述步骤一所述棒料进行加热,置于电阻炉中,加热温度930℃,保温时间160min。将棒料置于3t自由锻锤上进行锻造,先沿流线方向进行镦粗至收方整形至口210
×
267后再沿垂直于流线方向镦粗至口240
×
204,收方后再沿第三向进行拔长整形,使坯料尺寸达到270
×
300
×
150mm,在3火次内完成锻造。
31.步骤三:将上述步骤二所述坯料进行加热,置于电阻炉中,加热温度930℃,保温时间150min。将坯料置于3t自由锻锤上进行锻造,将弧形柱体工装用于方坯长度上方,保证最终荒形高处部位不发生变形,如图2所示。锻造出所需的r≥80mm圆角;再使用平压板进行压制实现坯料轴向拔长,重复步骤三的操作,坯料长度380,此过程2火次完成。
32.其中i=5,h=150;h1=60,s=10;l=420;l1=160;
33.如图2所示,根据公式可知:如图2所示,根据公式可知:
34.步骤四:将上述步骤三所述坯料进行加热,置于电阻炉中,加热温度930℃,保温时
间120min。将坯料置于3t自由锻锤上进行锻造,将坯件薄板前端两角局部进行镦粗整形,最终坯料长度420mm,薄板厚度60mm,落差比2.5,得到合格的坯料。
35.实施例2:
36.锻件材料:tc4钛合金,相变点1005℃,锻件外廓尺寸648
×
501
×
300mm,锻件的宽度方向两侧均缺角,薄板高度尺寸为40mm,落差比为6。
37.步骤一:下料。根据锻件尺寸需求,选择的棒料规格进行下料,并对两端头进行倒圆角r10。
38.步骤二:将上述步骤一所述棒料进行加热,置于电阻炉中,加热温度950℃,保温时间280min。将棒料置于16mn油压机上进行锻造,先沿流线方向进行镦粗至收方整形至
□
380
×
477mm后再沿垂直于流线方向镦粗至
□
410
×
410mm,收方后再沿第三向进行拔长整形,使坯料尺寸达到490(长)
×
470(宽)
×
300mm(高),3火次完成。
39.步骤三:将上述步骤二所述坯料进行加热,置于电阻炉中,加热温度955℃,保温时间300min。将坯料置于2500t油压机上进行锻造,将弧形柱体工装用于方坯长度上方,保证最终荒形高处部位不发生变形,如附图所示。锻造出所需的r≥120mm圆角;再使用平压板进行压制实现坯料轴向拔长,并将坯料翻转90
°
,沿垂直于轴线方向进行压制。重复操作,最终坯料长度580mm,此过程2火次完成。
40.其中i=10,h=300;h1=60;s=13;l=620;l1=240;r=120mm;
41.如图2所示,根据公式可知:如图2所示,根据公式可知:
42.步骤四:将上述步骤三所述坯料进行加热,置于电阻炉中,加热温度960℃,保温时间为240min。将坯料置于2500t油压机上进行锻造,将坯件薄板前端两角局部进行镦粗整形,最终坯料长度620mm,薄板厚度60mm,落差比为5,得到符合需求的合格坯料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1