用于电火花线切割机的水循环系统及控制方式的制作方法
本发明属于电火花线切割机领域,涉及一种用于电火花线切割机的水循环系统及控制方式。
背景技术:
1、现有的电火花线切割机,包括相互配合的工作台、导向器组件、加工水箱、水丝分离组件、超清水槽、清水槽、污水槽;电极丝依次经过工作台、导向器组件、水丝分离组件进入废丝桶;水循环系统通过各部件连通加工水箱、超清水槽、清水槽、污水槽;包括相互配合的:喷流泵系统、送液泵系统、循环泵系统;其工作中存在的问题在于:
2、1、现有的电火花线切割机仅喷流泵采用变频控制,而加工液循环使用的循环泵,及送液系统用的送液泵还是按固定频率进行运作,使用固有频率,循环系统和送液系统其实不用满频率的工作,造成电力消耗的浪费。
3、2、现有的电火花线切割机未搭载液面控制系统,因液温导致工作台温度变化,影响加工精度。
4、3、现有电火花线切割机自动除锈装置未搭载浓度控制系统,只要开启该功能,自动除锈系统就一直在运转,导致自动除锈粉末过度浪费。
技术实现思路
1、本发明的目的在于提供一种用于电火花线切割机的水循环系统及控制方式,可节省能源,提高工作效率及加工工件的精度。
2、为达成上述目的,本发明采用如下技术方案:
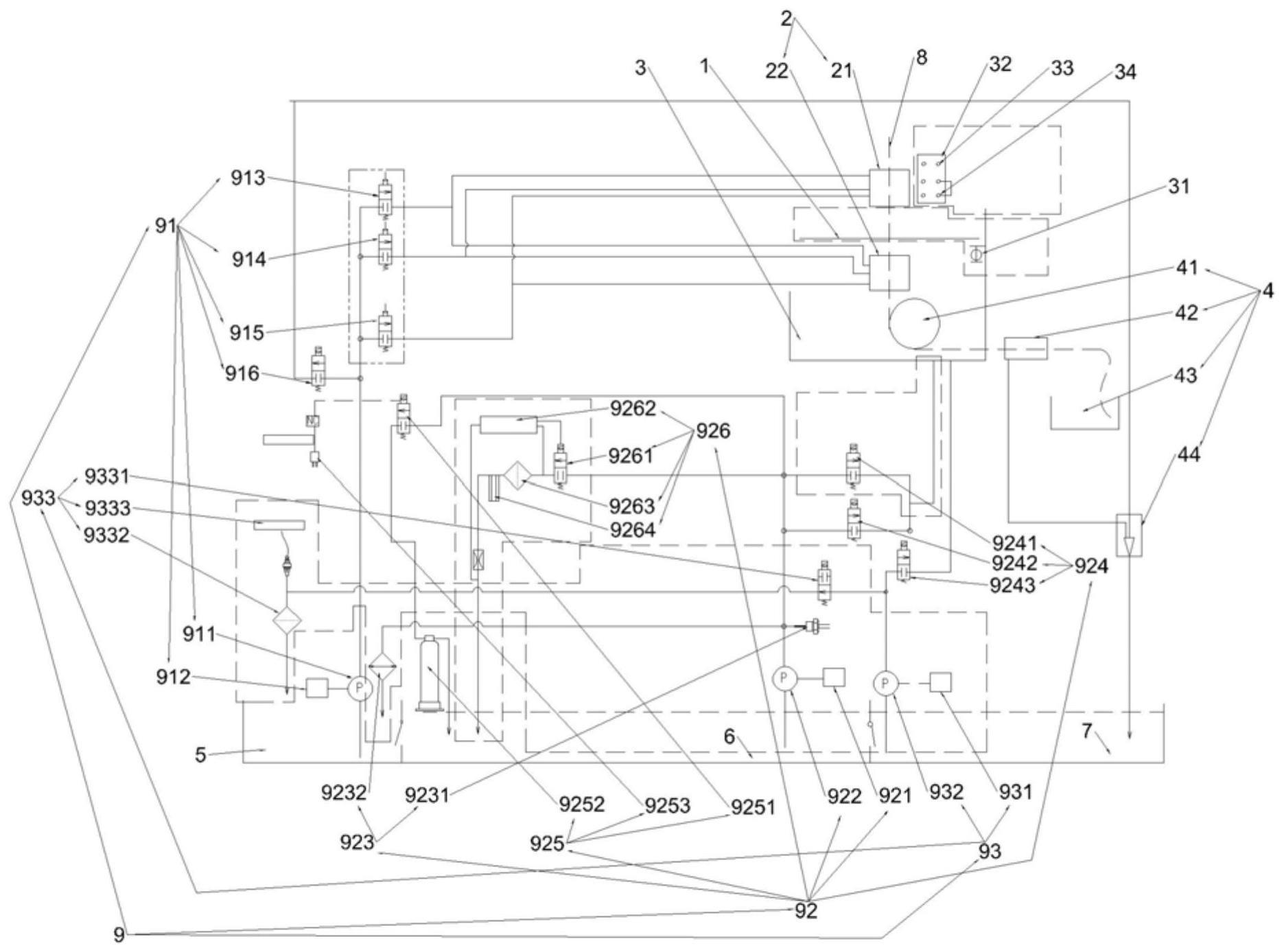
3、用于电火花线切割机的水循环系统,电火花线切割机包括相互配合的工作台、导向器组件、加工水箱、水丝分离组件、超清水槽、清水槽、污水槽;电极丝依次经过工作台、导向器组件、水丝分离组件进入废丝桶;水循环系统通过各部件连通加工水箱、超清水槽、清水槽、污水槽;包括相互配合的:喷流泵系统、送液泵系统、循环泵系统;其中:
4、喷流泵系统包括:设置在超清水槽内的设有喷流泵变频器的喷流泵,喷流泵连通两条支路;一条分别连通至并列设置的自动穿丝用喷水电磁阀、高压控制电磁阀、低压控制电磁阀,三个电磁阀分别连通至导向器组件;另一条连通水丝分离器电磁阀,进而与水丝分离器吸吸气泵连通,通过吸气泵将水丝分离器分分离的污水送进污水槽;
5、送液泵系统包括:设置在清水槽中的设有送液泵变频器的送液泵,送液泵连通四条支路,第一支路连通设置在超清水槽内的液温调节系统;第二支路连接液面控制系统;第三支路连接设置在清水槽内的电导率控制系统;第四支路连接清水槽内的浓度检测系统;
6、循环泵系统包括:设置在污水槽内的设有循环泵变频器的循环泵,循环泵连通两条支路,一条支路连通超清水槽中的过滤系统;另一条支路连通液面控制系统;
7、进一步,液温调节系统包括与送液泵连通的液温传感器,液温传感器与设置在超清水槽内的液温调节空调连通。
8、进一步,液面调节系统包括三条支路,第一支路负责开机加液及加工时液面低于下限位时补液,包括与送液泵连通的急送电磁阀一,急送电磁阀一连通至加工槽负责开机加液至加工槽内的浮子开关位置;第二支路负责加工前急送,包括与包括与送液泵连通的急送电磁阀一,与循环泵连通的急送电磁阀二,急送电磁阀一及急送电磁阀二分别连通至加工槽保证加工前液面处于加工槽上方的上下限位器之间位置;第三条支路负责中间液面调节,包括与送液泵连通的中间液面电磁阀,中间液面电磁阀连通至加工槽保证加工中液面处于加工槽上方的上下限位器之间位置。
9、进一步,电率控制系统包括与送液泵连通的电导率控制电磁阀,电导率控制电磁阀连接清水槽内离子树脂桶进入,电导率控制电磁阀另外连接电导率传感器。
10、进一步,浓度检测系统包括:与送液泵连通的浓度计控制电磁阀,浓度计控制电磁阀分别连通浓度检测系统及过滤器,过滤器连通至除锈粉末放置桶,除锈粉末放置桶通过定流阀连通至清水槽。
11、进一步,过滤系统包括与循环泵连通的过滤桶电磁阀,过滤桶电磁阀连通设置超清水槽中的过滤桶,过滤桶电磁阀另连通压力传感器。
12、进一步,喷流泵系统的控制方式:
13、喷流泵系统负责粗/精加工喷流液供给、自动穿丝时电极丝导向、电极丝排出时水分去除、导丝模清洗:
14、自动穿丝时,自动穿丝用喷水电磁阀开启,喷流泵在喷流泵电磁阀的控制下工作向导向器组件喷水,使电极丝从上导向器导向至下导向器,完成穿丝,水最终流向加工槽。
15、导丝模清洗机能,完成加工时,低压控制电磁阀开启,喷流泵在喷流泵电磁阀的控制下工作向导向器组件喷水,完成导丝模清洗,为下一个加工做准备,水最终流向加工槽。
16、加工时,首先进行第一、二刀加工即粗加工,高压电磁阀开启,喷流泵运转频率63hz,去除加工时产生的大量排出物,提高加工速度,并可以有效防止断丝,水最终流向加工槽;
17、加工时,进行第三、四加工即精加工,低压电磁阀开启,喷流泵运转频率30hz,去除精加工时产生的排出物,提高加工面品质,并可以有效防止断丝,水最终流向加工槽;
18、加工时,电极丝排出时,水丝分离电磁阀开启,喷流泵在喷流泵电磁阀的控制下工作向导向器组件喷水,在吸气泵作用下,水与电极丝混合通过水丝分离器分离,从而去除电极丝残留的水分,电极丝流向废丝桶,水最终流向污水槽。
19、进一步,送液泵系统的控制方式:
20、送液泵系统负责液温调节空调循环、电导率系统送液、与循环泵一起负责液面调节、除锈装置供液、工作台预热处理送液:
21、液温调节空调循环,水最终流向超清水槽;
22、电导率系统送液,当电导率传感器感知储水箱电导率值低下时,电导率控制电磁阀开启,送液至离子树脂桶,水最终流向清水槽;
23、液面调节:开机时,急送电磁阀一开启,频率30hz,往加工槽送液至浮子开关处停止,可以保证在加工时,工作台面温度变化将至最低;加工时中间液面补液,为了维持加工时,中间液面电磁阀开启,防止因加工槽漏液导致加工中断;加工时,低于下限位时,急送电磁阀一开启,送液至液面开关中间位置;加工时,因加工槽间隙部分水会漏到污水槽,当液面开关中间位置信号消失,中间液面电磁阀开启,送液泵送液,当到达中间位置时信号开启,电磁阀关闭;
24、除锈装置供液,浓度检测系统检测到清水槽除锈粉末浓度低于设定值时,浓度计控制电磁阀开启,水最终流向清水槽;
25、进一步,循环泵系统的控制方式:
26、循环泵系统负责污水过滤,并与送液泵一起负责液面调节:
27、污水过滤时,常开的过滤桶电磁阀关闭,并通过过滤器处的压力传感器感知压力,从而控制循环泵变频器的频率。
28、液面调节:开机时,急送液电磁阀二开启、常开的过滤桶电磁阀开启,循环泵与送液泵一起往加工槽送液至浮子开关处停止;加工时,加工液面低于下限位时,急送电磁阀二开启,循环泵与送液泵一起送液至液面开关中间位置。
29、采用上述技术方案,本发明具有如下优点:
30、循环泵采用变频器控制,并加装压力传感器,通过压力传感器的压力变化,反馈到控制系统,从而控制变频器的运行频率。达到省电力目的。
31、送液泵采用变频器控制,变频器频率减小至60~70%,从而减少不必要能力消耗。
32、除锈装置系统中开发了独立的浓度检测装置,实时监控储液箱除锈剂的浓度,从而减少除锈粉末使用。
33、增加液面调节系统,设置工件位置等的工序准备阶段开始在加工槽内先存留加工液,从而可以抑制主机的温度变化。提高工作台面因液温变化导致精度变化。提高加工精度。通过预留加工液,可以缩短加工开始时的加工送液时间,提高准备工作效率。并且可以减少液温调节空调动作频率,减少液温调节空调的电力消耗。
34、加工时,喷流系统,加工中根据加工条件不同(高压喷流、低压喷流),从超清水槽流入加工槽。并从送液泵流入约30升/mi n的清水。导致加工槽的水过剩。在这中情况下,控制系统可以通过喷流泵输出的频率值,去控制送液泵的变频器变频值约(70~85%)。
- 还没有人留言评论。精彩留言会获得点赞!