铝合金复合材料的热轧方法及铝合金复合材料与流程
铝合金复合材料的热轧方法及铝合金复合材料
【技术领域】
1.本发明涉及铝加工技术领域,尤其是涉及一种铝合金复合材料的热轧方法及铝合金复合材料。
背景技术:
2.铝合金复合材料广泛用于汽车、空分设备及空调的热交换器等领域,其在热轧的加工过程中,需将多块皮材与芯材一起进行复合,以获得复合材料的热轧坯料。
3.传统的铝合金复合材料的热轧工艺是先将准备好的皮材覆到芯材的上表面和下表面,然后采用钢带进行捆绑并推入加热炉中进行加热保温;出炉进行热轧复合时,当辊缝接触到复合铸锭表面静压到一定的轧制力后,再根据预先制定的各复合道次压下量,从复合铸锭的一端开始压到另一端的尾部后抛出。
4.以上铝合金复合材料的热轧工艺由于温度、厚差及轧制力波动等因素的影响,极易导致轧制过程中上皮材和下皮材跑偏而无法继续轧制的情况,最终只能吊出报废,使得生产效率和成品率相对较低。
技术实现要素:
5.本发明实施例的目的在于提供一种铝合金复合材料的热轧方法,以解决现有的铝合金复合材料的热轧工艺容易导致轧制过程中上皮材和下皮材跑偏而无法继续轧制的情况,最终只能吊出报废,使得生产效率和成品率相对较低的问题。
6.为了解决上述技术问题,第一方面,本发明实施例提供了一种铝合金复合材料的热轧方法,其包括以下步骤:
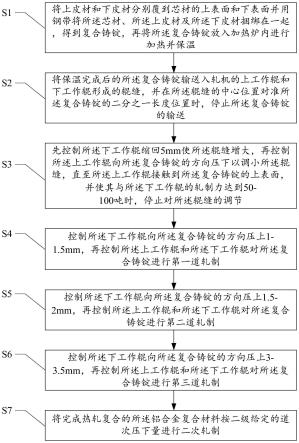
7.步骤s1、将上皮材和下皮材分别覆到芯材的上表面和下表面并用钢带将所述芯材、所述上皮材及所述下皮材捆绑在一起,得到复合铸锭,再将所述复合铸锭放入加热炉内进行加热并保温;
8.步骤s2、将保温完成后的所述复合铸锭输送入轧机的上工作辊和下工作辊形成的辊缝,并在所述辊缝的中心位置对准所述复合铸锭的二分之一长度位置时,停止所述复合铸锭的输送;
9.步骤s3、先控制所述下工作辊缩回5mm使所述辊缝增大,再控制所述上工作辊向所述复合铸锭的方向压下以调小所述辊缝,直至所述上工作辊接触到所述复合铸锭的上表面,并使其与所述下工作辊的轧制力达到50-100吨时,停止对所述辊缝的调节;
10.步骤s4、控制所述下工作辊向所述复合铸锭的方向压上1-1.5mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第一道轧制;其中,所述复合铸锭先由其二分之一长度位置往所述轧机的出口方向轧制至所述复合铸锭的尾端,再由所述复合铸锭的尾端往所述轧机的入口方向轧制至所述复合铸锭的首端,之后由所述复合铸锭的首端往所述轧机的出口方向轧制至所述复合铸锭的二分之一长度位置,并使所述辊缝停留在所述复合铸锭的二分之一长度位置;所述第一道轧制工序中,所述复合铸锭始终位于所述辊缝中;
11.步骤s5、控制所述下工作辊向所述复合铸锭的方向压上1.5-2mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第二道轧制;其中,所述复合铸锭先由其二分之一长度位置往所述轧机的出口方向轧制至所述复合铸锭的尾端,再由所述复合铸锭的尾端往所述轧机的入口方向轧制至所述复合铸锭的首端;所述第二道轧制工序中,所述复合铸锭始终位于所述辊缝中;
12.步骤s6、控制所述下工作辊向所述复合铸锭的方向压上3-3.5mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第三道轧制;其中,所述复合铸锭由其首端往所述轧机的出口方向轧制至所述复合铸锭的尾端,直至所述复合铸锭离开所述辊缝,从而完成铝合金复合材料的热轧复合;
13.s7、将完成热轧复合的所述铝合金复合材料按二级给定的道次压下量进行二次轧制。
14.优选的,所述步骤s1前还包括:对所述芯材的上表面和下表面进行铣面处理,对贴设于所述芯材的所述上皮材和所述下皮材进行打磨处理。
15.优选的,所述步骤s2中,停止所述复合铸锭的输送后还包括步骤:关闭所述轧机的乳液喷淋。
16.优选的,所述步骤s4中,控制所述上工作辊和所述下工作辊对所述复合铸锭进行第一道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为0.2-0.3m/s。
17.优选的,所述步骤s5中,控制所述上工作辊和所述下工作辊对所述复合铸锭进行第二道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为0.2-0.3m/s。
18.优选的,所述步骤s6中,控制所述上工作辊和所述下工作辊对所述复合铸锭进行第三道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为1.5-1.5m/s。
19.优选的,所述步骤s7进行前,先开启所述轧机的乳液喷淋。
20.优选的,所述下工作辊通过液压压上缸控制其缩回与压上,所述上工作辊通过丝杆控制其压下。
21.优选的,所述步骤s7中,二级给定的道次压下量为20-40mm。
22.第二方面,本发明实施例提供了一种铝合金复合材料,所述铝合金复合材料由上述铝合金复合材料的热轧方法制成。
23.与现有技术相比,本发明中的铝合金复合材料的热轧方法通过从复合铸锭的二分之一长度位置向其两端进行不出辊缝轧制,从而解决了传统的铝合金复合材料的热轧工艺由于温度、厚差及轧制力波动等因素的影响,导致轧制过程中上皮材和下皮材跑偏而无法继续轧制的情况,提高了铝合金复合材料的生产效率和成品率。
【附图说明】
24.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
25.图1为本发明实施列提供的一种铝合金复合材料的热轧方法的步骤流程示意图。
【具体实施方式】
26.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
27.结合附图1所示,本发明实施例提供了一种铝合金复合材料的热轧方法,其包括以下步骤:
28.步骤s1、将上皮材和下皮材分别覆到芯材的上表面和下表面并用钢带将所述芯材、所述上皮材及所述下皮材捆绑在一起,得到复合铸锭,再将所述复合铸锭放入加热炉内进行加热并保温。
29.其中,覆到所述芯材的上表面的皮材为上皮材,覆到所述芯材的下表面的皮材为下皮材,
30.通过钢带将分别覆到芯材的上表面和下表面的皮材捆绑在一起之前还包括步骤:对所述芯材的上表面和下表面进行铣面处理,对贴设于所述芯材的所述上皮材和所述下皮材进行打磨处理。这样可以保证所述上皮材和所述下皮材更好的覆到所述芯材的上表面和下表面。
31.步骤s2、将保温完成后的所述复合铸锭输送入轧机的上工作辊和下工作辊形成的辊缝,并在所述辊缝的中心位置对准所述复合铸锭的二分之一长度位置时,停止所述复合铸锭的输送。
32.其中,停止所述复合铸锭的输送后还包括步骤:关闭所述轧机的乳液喷淋。这样当所述复合铸锭进行轧制时,可以避免乳液进入所述上皮材和所述芯材之间,也可以避免乳液进入下皮材和所述芯材之间,影响所述复合铸锭的热轧复合。
33.步骤s3、先控制所述下工作辊缩回5mm使所述辊缝增大,再控制所述上工作辊向所述复合铸锭的方向压下以调小所述辊缝,直至所述上工作辊接触到所述复合铸锭的上表面,并使其与所述下工作辊的轧制力达到50-100吨时,停止对所述辊缝的调节。
34.步骤s4、控制所述下工作辊向所述复合铸锭的方向压上1-1.5mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第一道轧制。
35.其中,所述复合铸锭先由其二分之一长度位置往所述轧机的出口方向轧制至所述复合铸锭的尾端,再由所述复合铸锭的尾端往所述轧机的入口方向轧制至所述复合铸锭的首端,之后由所述复合铸锭的首端往所述轧机的出口方向轧制至所述复合铸锭的二分之一长度位置,并使所述辊缝停留在所述复合铸锭的二分之一长度位置。
36.所述第一道轧制工序中,所述复合铸锭始终位于所述辊缝中;即所述第一道轧制的工序中,所述复合铸锭轧制至首端时,保持其首端处于所述辊缝内,所述复合铸锭轧制至尾端时,保持其尾端处于所述辊缝内。
37.控制所述上工作辊和所述下工作辊对所述复合铸锭进行第一道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为0.2-0.3m/s。
38.步骤s5、控制所述下工作辊向所述复合铸锭的方向压上1.5-2mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第二道轧制。
39.其中,所述复合铸锭先由其二分之一长度位置往所述轧机的出口方向轧制至所述
复合铸锭的尾端,再由所述复合铸锭的尾端往所述轧机的入口方向轧制至所述复合铸锭的首端。
40.所述第二道轧制工序中,所述复合铸锭始终位于所述辊缝中;即所述第一道轧制的工序中,所述复合铸锭轧制至首端时,保持其首端处于所述辊缝内,所述复合铸锭轧制至尾端时,保持其尾端处于所述辊缝内。
41.控制所述上工作辊和所述下工作辊对所述复合铸锭进行第二道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为0.2-0.3m/s。
42.步骤s6、控制所述下工作辊向所述复合铸锭的方向压上3-3.5mm,再控制所述上工作辊和所述下工作辊对所述复合铸锭进行第三道轧制。
43.其中,所述复合铸锭由其首端往所述轧机的出口方向轧制至所述复合铸锭的尾端,直至所述复合铸锭离开所述辊缝,从而完成铝合金复合材料的热轧复合。
44.控制所述上工作辊和所述下工作辊对所述复合铸锭进行第三道轧制时,保持所述上工作辊和所述下工作辊的轧制速度为1.5-1.5m/s。
45.步骤s7,将完成热轧复合的所述铝合金复合材料按二级给定的道次压下量进行二次轧制。
46.即当完成所述铝合金复合材料的热轧复合后,所述复合铸锭便可以按二级给定的道次压下量进行正常的轧制;所述二级给定的道次压下量为20-40mm。
47.其中,在进行所述二次轧制时,先开启所述轧机的乳液喷淋。这样可以为所述铝合金复合材料提供润滑效果,以便于进行正常轧制。
48.本实施例中,所述上工作辊通过丝杆(丝杆机构)控制其压下与之后步骤的缩回,所述下工作辊通过液压压上缸(液压机构)控制其缩回与压上;即在控制所述上工作辊时,也相当于控制丝杆以实现所述上工作辊的控制,在控制所述下工作辊时,也相当于控制液压机构的压上缸以实现所述下工作辊的控制。因为丝杆机构由电机控制,所以其控制的所述上工作辊的轧制力有限,之后为了增加轧制力度,则只能通过由液压机构控制的所述下工作辊来实现。当然,若不考虑设备成本,所述上工作辊也可以通过液压压上缸控制其压下与之后步骤的缩回。
49.与现有技术相比,本实施例中的铝合金复合材料的热轧方法通过从复合铸锭的二分之一长度位置向其两端进行不出辊缝轧制,从而解决了传统的铝合金复合材料的热轧工艺由于温度、厚差及轧制力波动等因素的影响,导致轧制过程中上皮材和下皮材跑偏而无法继续轧制的情况,提高了铝合金复合材料的生产效率和成品率。另外,由于轧制过程中上皮材和下皮材未出现跑偏而无法继续轧制的情况,因此还降低了所述铝合金复合材料报废的概率,避免了额外的浪费。
50.经过一年的现场生产严重,采用本实施例中铝合金复合材料的热轧方法生产1200卷以上的复合材料,均未出现上皮材和/或下皮材跑偏的问题,相对于传统的工艺而言,生产效率提升了35%。
51.本发明还提供了一种铝合金复合材料的实施例,该铝合金复合材料由上述实施例中铝合金复合材料的热轧方法制成。
52.由于本实施例中的铝合金复合材料由上述实施例中铝合金复合材料的热轧方法制成,因此其也能达到上述实施例中铝合金复合材料的热轧方法所达到的技术问题。
53.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1