一种铝合金龙骨自动加工生产线及加工方法与流程
1.本发明涉及一种生产线及其加工方法,具体地说,是涉及一种用于加工建筑幕墙施工中常见铝合金龙骨的自动加工生产线及其加工方法。
背景技术:
2.龙骨是建筑幕墙施工中的常见建筑材料,其类型主要有钢龙骨、铝合金龙骨等,施工时应根据建筑外观、室内装饰、荷载、安装方式、成本和安全等因素来合理选择龙骨类型。目前,因铝合金龙骨具有高强度、轻质、易加工、精度高和防腐等特性,其已被广泛应用于建筑幕墙施工工程中。面对各工程对铝合金龙骨造型等的要求不同,需对铝合金龙骨进行相关的切削加工。目前,对铝合金龙骨的切削加工仍是以人工方式为主,工人操控各种机加工设备,多台数控机床分开加工,加工过程主要包括原料切割、铣孔或冲孔、端铣、攻牙、角切、倒角等,从实际实施中可以发现,这种加工方式效率低、周期长、产品质量无法保障、加工过程中存在的安全隐患多,且占用场地大,不易推广。
技术实现要素:
3.本发明的目的在于提供一种铝合金龙骨自动加工生产线及加工方法,其实现了铝合金龙骨的自动加工生产,成本低,效率高,产品质量有保障。
4.为了实现上述目的,本发明采用了以下技术方案:
5.一种铝合金龙骨自动加工生产线,其特征在于:它包括产品输入设备,产品输入设备的输出口与下料切割设备的输入口对应设置,下料切割设备的输出口经由产品输送设备与数控端面铣切加工设备的输入口对应设置,产品输送设备的两侧设有机器人激光加工设备,产品输送设备上与机器人激光加工设备对应的位置间隔地设有旋转设备,数控端面铣切加工设备的输出口经由产品输出清理设备与产品收集设备的输入口对应设置,其中:产品输入设备的一侧间隔地设有上料设备,上料设备与产品输入设备相垂直设置;上料设备、产品输入设备、下料切割设备、产品输送设备、机器人激光加工设备、旋转设备、数控端面铣切加工设备、产品输出清理设备和产品收集设备与控制系统相连,受控制系统控制。
6.一种基于所述的铝合金龙骨自动加工生产线实现的铝合金龙骨自动加工方法,其特征在于,它包括步骤:
7.1)自动上料及切割:
8.1-1)未加工的铝合金龙骨经由所述上料设备被传输至所述产品输入设备上;
9.1-2)铝合金龙骨经由所述产品输入设备向所述下料切割设备输送,以使所述下料切割设备将铝合金龙骨裁切切割成多段,其中:当铝合金龙骨上的待切割部位移动至所述下料切割设备的切割刀下方时,停止所述产品输入设备对铝合金龙骨的输送;
10.2)机器人激光钻孔或铣钻加工:
11.2-1)切割成段的铝合金龙骨传输至所述产品输送设备上;
12.2-2)铝合金龙骨被所述旋转设备夹持并在所述旋转设备的带动下转动,以使所述
机器人激光加工设备对铝合金龙骨各面进行钻孔或铣钻加工;
13.3)数控机丝或端面铣切加工:
14.3-1)钻孔或铣钻加工后的铝合金龙骨向所述数控端面铣切加工设备传输,其中:铝合金龙骨被靠近所述数控端面铣切加工设备设置的所述旋转设备夹持并在所述旋转设备的带动下转动,以使所述数控端面铣切加工设备对铝合金龙骨各面进行机丝或端面铣切加工;
15.4)自动集料:
16.4-1)机丝或端面铣切加工后的铝合金龙骨被输出至所述产品输出清理设备上,以使所述产品输出清理设备对铝合金龙骨上的杂物进行吹扫清理;
17.4-2)吹扫清理干净的铝合金龙骨被输送至所述产品收集设备上,并被所述产品收集设备推齐并排放置,以完成收集作业。
18.本发明的优点是:
19.本发明实现了铝合金龙骨的自动加工生产,降低了人工成本和安全风险,提高了生产效率,缩短了加工周期,产品质量有保障,设备布局合理,有效提升了场地利用率且具备可扩充性,增强了企业竞争力,适于推广。
附图说明
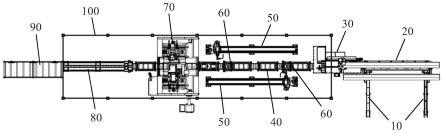
20.图1是本发明铝合金龙骨自动加工生产线的平面布置示意图。
21.图2是上料设备、产品输入设备与下料切割设备的布置示意图。
22.图3是产品输送设备及其上旋转设备与机器人激光加工设备的布置示意图。
23.图4是数控端面铣切加工设备的布置示意图。
24.图5是产品输出清理设备的布置示意图。
25.图6是产品收集设备的布置示意图。
26.图7是机器人激光加工设备的示意图。
27.图8是旋转设备的示意图。
具体实施方式
28.如图1至图8所示,本发明铝合金龙骨自动加工生产线包括产品输入设备20,产品输入设备20的输出口与下料切割设备30的输入口对应设置,下料切割设备30的输出口经由产品输送设备40与数控端面铣切加工设备70的输入口对应设置,产品输送设备40的两侧设有机器人激光加工设备50,产品输送设备40上与机器人激光加工设备50对应的位置间隔地设有旋转设备60(图3示出了设计有两个旋转设备60的情形),数控端面铣切加工设备70的输出口经由产品输出清理设备80与产品收集设备90的输入口对应设置,其中:产品输入设备20的一侧间隔地设有上料设备10,上料设备10与产品输入设备20相垂直设置;上料设备10、产品输入设备20、下料切割设备30、产品输送设备40、机器人激光加工设备50、旋转设备60、数控端面铣切加工设备70、产品输出清理设备80和产品收集设备90与控制系统(图中未示出)相连,受控制系统控制。
29.如图2,上料设备10包括平行设置的至少两个支承架11(图2示出了设计有两个支承架11的情形),各支承架11上安装有传输带12,传输带12的运转受传输带驱动电机(图中
未示出)控制,传输带驱动电机的控制端口与控制系统的相应控制端口连接,其中:上料设备10的所有传输带12用于共同将一铝合金龙骨200传输至产品输入设备20上。
30.进一步地,如图2,产品输入设备20包括设备架21,设备架21上安装有传输辊轮22,传输辊轮22的运转受传输辊轮驱动电机(图中未示出)控制,设备架21的一侧间隔地安装有多个挡杆装置23,挡杆装置23包括挡杆及用于控制挡杆移动的挡杆驱动器(图中未示出),传输辊轮驱动电机、挡杆驱动器的控制端口分别与控制系统的相应控制端口连接,其中:挡杆装置23与上料设备10分别位于设备架21的相对两侧;挡杆根据龙骨200的宽度来移动调整自身所在位置,以使龙骨200经由产品输入设备20正对地送入下料切割设备30的输入口,其中,龙骨200沿自身长度方向在产品输入设备20上传输。
31.在本发明中,下料切割设备30用于对铝合金龙骨200进行裁切切割,其采用本领域的熟知设备,不在这里详述。
32.如图3,产品输送设备40包括首尾相连设置的多个设备支架41,各设备支架41上独立安装有输送辊轮42,输送辊轮42的运转受输送辊轮驱动电机(图中未示出)控制,输送辊轮驱动电机的控制端口与控制系统的相应控制端口连接,其中:旋转设备60设于相邻的两个设备支架41之间。
33.如图8,详细地来说,旋转设备60包括机架65,机架65上设有伺服电机61,伺服电机61的出力轴上安装有主动齿轮62,主动齿轮62与一从动齿轮63啮合,从动齿轮63的直径远大于主动齿轮62的直径,从动齿轮63朝上伸出高于输送辊轮42,从动齿轮63上开设有允许铝合金龙骨200通过的贯通口630,在从动齿轮63上、位于贯通口630的两侧安装有夹具64,夹具64包括夹板及用于控制夹板移动的夹板驱动器(图中未示出),伺服电机61、夹板驱动器的控制端口分别与控制系统的相应控制端口连接,其中:当铝合金龙骨200被传输穿过贯通口630时,借由夹板驱动器控制一对夹板相向运动,以将铝合金龙骨200夹住,从而主动齿轮62在伺服电机61的驱动下转动并带动从动齿轮63及被夹住的铝合金龙骨200一起转动,以借由机器人激光加工设备50实现对铝合金龙骨200各面的钻孔或铣钻加工。
34.在本发明中,旋转设备60的设计实现了对铝合金龙骨的高自由度翻转加工,避免了工人在不同设备之间的人工搬运,夹具64的设计减少了二次定位误差,提高了加工精度。
35.进一步来说,如图3和图8,产品输送设备40的设备支架41上安装有用于挡住铝合金龙骨200来使铝合金龙骨200停止移动的限位挡板装置43,限位挡板装置43包括限位挡板及用于控制限位挡板升降的挡板驱动器(图中未示出),挡板驱动器的控制端口与控制系统的相应控制端口连接,其中:从动齿轮63的前后方分别至少设有一限位挡板装置43。
36.如图3,图中示出了下料切割设备30与数控端面铣切加工设备70之间设有四个设备支架41,每个设备支架41上安装两个限位挡板装置43的情形。在实际应用时,例如,设于从动齿轮63后方的限位挡板装置43用于当机器人激光加工设备50对被旋转设备60夹住的铝合金龙骨200进行加工时,挡住后面传输来的铝合金龙骨200,以避免其影响加工作业。又例如,设于从动齿轮63前方的限位挡板装置43用于当铝合金龙骨200贯穿于贯通口630内时将铝合金龙骨200挡住,以使旋转设备60能够对铝合金龙骨200进行稳定夹持。
37.如图7,机器人激光加工设备50包括与产品输送设备40平行设置的移动轨道51,移动轨道51上可移动地设有加工机器人52,加工机器人52的控制端口与控制系统的相应控制端口连接,其中,移动轨道51的两端设有防止加工机器人52脱离移动轨道51的限位块53。
38.在本发明中,加工机器人52用于对铝合金龙骨200进行钻孔或铣钻加工,其为本领域的熟知设备,不在这里详述。
39.在本发明中,数控端面铣切加工设备70用于对铝合金龙骨200进行机丝或端面铣切加工,其采用本领域的熟知设备,不在这里详述。
40.优选地,如图4,数控端面铣切加工设备70为立卧式cnc(计算机数字化控制,computerized numerical control的缩写)加工中心,立卧式cnc加工中心配设有铝屑及余料收集器71,铝屑及余料收集器71采用本领域的熟知设备,其中:设于产品输送设备40上的一旋转设备60靠近数控端面铣切加工设备70的输入口设置,以使数控端面铣切加工设备70借助此旋转设备60夹住并转动铝合金龙骨200来对铝合金龙骨200各面进行机丝或端面铣切加工。
41.如图5,产品输出清理设备80包括输出架81,输出架81上安装有输出辊轮82,输出辊轮82的运转受输出辊轮驱动电机(图中未示出)控制,输出架81上还安装有吹风清理装置83,输出辊轮驱动电机、吹风清理装置83的控制端口分别与控制系统的相应控制端口连接,其中:吹风清理装置83位于输出架81的前端,且吹风清理装置83的吹嘴位于输出辊轮82的上方。
42.在本发明中,吹风清理装置83包括吹嘴,其采用本领域的熟知装置,不在这里详述。
43.如图6,产品收集设备90包括收集架91,收集架91上安装有无动力辊轮92,收集架91的一侧间隔地安装有多个推齐装置93,推齐装置93包括推板及用于控制推板移动的推板驱动器(图中未示出),推板驱动器的控制端口与控制系统的相应控制端口连接,其中:各推板在各自推板驱动器的驱动下同步运动,以对先后送至收集架91上的各铝合金龙骨200实现推齐并排收集的目的。
44.如图1,在实际实施时,下料切割设备30、产品输送设备40、机器人激光加工设备50、旋转设备60、数控端面铣切加工设备70和产品输出清理设备80被防护围挡100围起,以降低加工碎屑对环境造成的污染。
45.在本发明中,控制系统可包括工控机或plc可编程控制器,控制系统的作用在于,控制并协调整条自动加工生产线上各设备的运行。待加工的铝合金龙骨200可通过机械手放至上料设备10上,整条自动加工生产线无需人工搬运、操控设备,自动化程度高。另外,通常地,本发明中的各设备均单独设有工控机来控制自身的运行。
46.在本发明中,以铝合金龙骨200的传输方向来定义前后方向,在这里,铝合金龙骨200朝前传输,铝合金龙骨200先到达的位置为前而后到达的位置为后。
47.基于上述本发明铝合金龙骨自动加工生产线,本发明还提出了一种铝合金龙骨自动加工方法,它包括如下步骤:
48.1)自动上料及切割:
49.1-1)未加工的铝合金龙骨200经由上料设备10被传输至产品输入设备20上;
50.1-2)铝合金龙骨200经由产品输入设备20向下料切割设备30输送,以使下料切割设备30将铝合金龙骨200裁切切割成多段,即进行断料加工,其中:当铝合金龙骨200上的待切割部位移动至下料切割设备30的切割刀下方时,停止产品输入设备20对铝合金龙骨200的输送;
51.2)机器人激光钻孔或铣钻加工:
52.2-1)切割成段的铝合金龙骨200传输至产品输送设备40上;
53.2-2)铝合金龙骨200被旋转设备60夹持并在旋转设备60的带动下转动,以使机器人激光加工设备50对铝合金龙骨200各面进行钻孔或铣钻加工,其中,铝合金龙骨200转动至设定角度后,机器人激光加工设备50对铝合金龙骨200相应面进行钻孔或铣钻加工;
54.3)数控机丝或端面铣切加工:
55.3-1)钻孔或铣钻加工后的铝合金龙骨200向数控端面铣切加工设备70传输,其中:铝合金龙骨200被靠近数控端面铣切加工设备70设置的旋转设备60夹持并在此旋转设备60的带动下转动,以使数控端面铣切加工设备70对铝合金龙骨200各面进行机丝或端面铣切加工;铝合金龙骨200转动至设定角度后,数控端面铣切加工设备70对铝合金龙骨200相应面进行机丝或端面铣切加工;
56.4)自动集料:
57.4-1)机丝或端面铣切加工后的铝合金龙骨200被输出至产品输出清理设备80上,以使产品输出清理设备80对铝合金龙骨200上的铝屑等杂物进行吹扫清理;
58.4-2)吹扫清理干净的铝合金龙骨200被输送至产品收集设备90上,并被产品收集设备90推齐并排放置,以完成收集作业。
59.在实际实施时,产品输送设备40两侧分别设计机器人激光加工设备50的做法,使得可快速对铝合金龙骨200完成钻孔或铣钻加工,其中,加工机器人52在移动轨道51上移动,以沿铝合金龙骨200长度方向对铝合金龙骨200进行加工。
60.本发明根据铝合金龙骨施工需求的多样化特点,提供了一套合理、高效、经济实用的自动生产线。本发明具有以下有益效果:
61.1、产能提升。与现有加工立柱、横梁龙骨的人工加工方式相比,本发明一条生产线,以每天加工10小时时间为例,产能可提高将近6倍左右。
62.2、人工成本减少。本发明一条生产线仅需要2人即可。同样产能下,现有的人工加工方式则需要10~12人,且近一半多都需要高水平的技术工人。
63.3、安全可靠。本发明生产线只需要工人输入必要参数即可,无需接触加工设备,而现有的人工加工方式则需要接触加工设备,需要多次搬运等,存在安全隐患。
64.4、质量可靠。现有的人工加工方式的产品质量取决于工人技术水平、工作状态及设备情况等,受限条件很多,而本发明生产线仅取决于设备养护,可谓产品质量有保障。
65.5、具备可扩充性。本发明可根据产量进行设备的增加,可扩充性强。
66.以上所述是本发明较佳实施例及其所运用的技术原理,对于本领域的技术人员来说,在不背离本发明的精神和范围的情况下,任何基于本发明技术方案基础上的等效变换、简单替换等显而易见的改变,均属于本发明保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1