一种可微调模具冲头的冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,具体为一种可微调模具冲头的冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.现有的冲压模具,存在使用,由于加工的位置较为固定,从而在物件需要多位置冲压时,不能进行微调,从而使用时具有一定的局限性的问题,为此,我们提出一种可微调模具冲头的冲压模具。
技术实现要素:
4.本实用新型的目的在于提供一种可微调模具冲头的冲压模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种可微调模具冲头的冲压模具,包括收扩机构和替换机构,所述收扩机构的上方两侧设置有用于对合定位的定位机构,用于快速更换的所述替换机构安装于定位机构的中部下方,且替换机构的内侧后方连接有用于位置微调的调节机构,所述收扩机构的两侧内部设置有用于减小阻力的润滑机构,所述替换机构包括安装座、滑块、冲头、固定弹柱和插接杆,所述安装座的上方两侧固定有滑块,且安装座的下方中部设置有冲头,所述安装座的两侧内部固定有固定弹柱,且固定弹柱的中部连接有插接杆,所述调节机构包括转动电机、第二螺杆和滑套,所述转动电机的输出端连接有第二螺杆,且第二螺杆的中部设置有滑套。
6.进一步的,所述收扩机构包括下托板、双头电机和第一螺杆,所述下托板的内部下方安装有双头电机,且双头电机的输出端连接有第一螺杆。
7.进一步的,所述收扩机构还包括下模座、连通槽和波纹罩,所述下模座设置在第一螺杆的上方,且下模座的中部开设有连通槽,所述下模座的上方两侧连接有波纹罩。
8.进一步的,所述定位机构包括上托板、定位杆和弹簧,所述上托板的下方两侧固定有定位杆,且定位杆的中部设置有弹簧。
9.进一步的,所述定位机构还包括上模座和导向杆,所述上模座安装在弹簧在下方,且上模座的上方两侧固定有导向杆。
10.进一步的,所述润滑机构包括定位槽、油筒和导油道,所述定位槽的一侧开设有油筒,且油筒的一面连接有导油道。
11.进一步的,所述润滑机构还包括密封塞,且密封塞安装在油筒的一侧上方。
12.与现有技术相比,本实用新型提供了一种可微调模具冲头的冲压模具,具备以下有益效果:该冲压模具,可以根据物件的大小来调整下模座之间的间距,从而使得装置利用
率更高,且可以防止压力过大对装置自身以及物件产生损坏,同时可以满足对需要多位置冲压的物件进行加工。
13.1.本实用新型通过下模座和连通槽,可以对待加工的物件进行放置,同时连通槽为前后连通的凹槽,可以在加工前后方便对物件进行放置以及拿取,并且可以提高加工的面积,通过双头电机,可以带动第一螺杆进行转动,从而可以使下模座在下托板上进行滑动,以此在加工时可以根据物件的大小来调整下模座之间的间距,从而使得装置利用率更高,通过波纹罩,在保持伸缩弹性的同时,可以对下模座两侧的间隙进行盖合,避免杂质落入底部不便清理;
14.2.本实用新型通过定位杆和导向杆,可以在上托板带动上模座进行上下对合加工时与定位槽配合,从而可以保证上下一定的精确度,通过弹簧,可以使得上模座与上托板之间具有一定的弹性缓冲力,从而在下压加工时可以防止压力过大对装置自身以及物件产生损坏,通过油筒,可以将润滑油从导油道流入定位槽中,从而可以在定位杆对合时保持润滑性,从而可以减少加工的阻力,提高流畅性;
15.3.本实用新型通过为伺服电机的转动电机,可以精确的带动第二螺杆进行转动,从而可以使得滑套带动冲头进行前后移动,进而在加工时,可以对冲头的位置进行微调,以此可以满足对需要多位置冲压的物件进行加工,从而可以使得整体装置使用时更加的灵活,减少对物件位置调整的麻烦性,通过滑块,可以提高安装座前后移动时的稳定性,通过拉动插接杆,可以使其脱离冲头,以此可以快速的将冲头取下更换,来对不同类型的冲头进行更换,同时在安装时由于固定弹柱的弹力,可以自动将插接杆与冲头插接固定。
附图说明
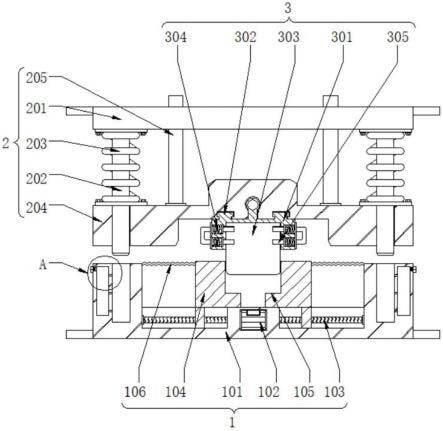
16.图1为本实用新型整体正视内部结构示意图;
17.图2为本实用新型调节机构左视内部结构示意图;
18.图3为本实用新型图1中a处放大结构示意图。
19.图中:1、收扩机构;101、下托板;102、双头电机;103、第一螺杆;104、下模座;105、连通槽;106、波纹罩;2、定位机构;201、上托板;202、定位杆;203、弹簧;204、上模座;205、导向杆;3、替换机构;301、安装座;302、滑块;303、冲头;304、固定弹柱;305、插接杆;4、调节机构;401、转动电机;402、第二螺杆;403、滑套;5、润滑机构;501、定位槽;502、油筒;503、导油道;504、密封塞。
具体实施方式
20.如图1所示,一种可微调模具冲头的冲压模具,包括收扩机构1和替换机构3,收扩机构1的上方两侧设置有用于对合定位的定位机构2,下托板101、双头电机102和第一螺杆103,下托板101的内部下方安装有双头电机102,且双头电机102的输出端连接有第一螺杆103,下模座104、连通槽105和波纹罩106,下模座104设置在第一螺杆103的上方,且下模座104的中部开设有连通槽105,下模座104的上方两侧连接有波纹罩106,通过下模座104和连通槽105,可以对待加工的物件进行放置,同时连通槽105为前后连通的凹槽,可以在加工前后方便对物件进行放置以及拿取,并且可以提高加工的面积,通过双头电机102,可以带动第一螺杆103进行转动,从而可以使下模座104在下托板101上进行滑动,以此在加工时可以
根据物件的大小来调整下模座104之间的间距,从而使得装置利用率更高,通过波纹罩106,在保持伸缩弹性的同时,可以对下模座104两侧的间隙进行盖合,避免杂质落入底部不便清理,上托板201、定位杆202和弹簧203,上托板201的下方两侧固定有定位杆202,且定位杆202的中部设置有弹簧203,上模座204和导向杆205,上模座204安装在弹簧203在下方,且上模座204的上方两侧固定有导向杆205,通过定位杆202和导向杆205,可以在上托板201带动上模座204进行上下对合加工时与定位槽501配合,从而可以保证上下一定的精确度,通过弹簧203,可以使得上模座204与上托板201之间具有一定的弹性缓冲力,从而在下压加工时可以防止压力过大对装置自身以及物件产生损坏;
21.如图1-3所示,快速更换的替换机构3安装于定位机构2的中部下方,且替换机构3的内侧后方连接有用于位置微调的调节机构4,收扩机构1的两侧内部设置有用于减小阻力的润滑机构5,替换机构3包括安装座301、滑块302、冲头303、固定弹柱304和插接杆305,安装座301的上方两侧固定有滑块302,且安装座301的下方中部设置有冲头303,安装座301的两侧内部固定有固定弹柱304,且固定弹柱304的中部连接有插接杆305,调节机构4包括转动电机401、第二螺杆402和滑套403,转动电机401的输出端连接有第二螺杆402,且第二螺杆402的中部设置有滑套403,通过为伺服电机的转动电机401,可以精确的带动第二螺杆402进行转动,从而可以使得滑套403带动冲头303进行前后移动,进而在加工时,可以对冲头303的位置进行微调,以此可以满足对需要多位置冲压的物件进行加工,从而可以使得整体装置使用时更加的灵活,减少对物件位置调整的麻烦性,通过滑块302,可以提高安装座301前后移动时的稳定性,通过拉动插接杆305,可以使其脱离冲头303,以此可以快速的将冲头303取下更换,来对不同类型的冲头303进行更换,同时在安装时由于固定弹柱304的弹力,可以自动将插接杆305与冲头303插接固定,定位槽501、油筒502和导油道503,定位槽501的一侧开设有油筒502,且油筒502的一面连接有导油道503,密封塞504,且密封塞504安装在油筒502的一侧上方,通过油筒502,可以将润滑油从导油道503流入定位槽501中,从而可以在定位杆202对合时保持润滑性,从而可以减少加工的阻力,提高流畅性。
22.工作原理:在使用该冲压模具,首先通过下模座104和连通槽105,可以对待加工的物件进行放置,同时连通槽105为前后连通的凹槽,可以在加工前后方便对物件进行放置以及拿取,并且可以提高加工的面积,随后通过双头电机102,可以带动第一螺杆103进行转动,从而可以使下模座104在下托板101上进行滑动,以此在加工时可以根据物件的大小来调整下模座104之间的间距,从而使得装置利用率更高,在通过波纹罩106,在保持伸缩弹性的同时,可以对下模座104两侧的间隙进行盖合,避免杂质落入底部不便清理,此时通过为伺服电机的转动电机401,可以精确的带动第二螺杆402进行转动,从而可以使得滑套403带动冲头303进行前后移动,进而在加工时,可以对冲头303的位置进行微调,以此可以满足对需要多位置冲压的物件进行加工,从而可以使得整体装置使用时更加的灵活,减少对物件位置调整的麻烦性,然后通过滑块302,可以提高安装座301前后移动时的稳定性,在通过拉动插接杆305,可以使其脱离冲头303,以此可以快速的将冲头303取下更换,来对不同类型的冲头303进行更换,同时在安装时由于固定弹柱304的弹力,可以自动将插接杆305与冲头303插接固定,此时通过定位杆202和导向杆205,可以在上托板201带动上模座204进行上下对合加工时与定位槽501配合,从而可以保证上下一定的精确度,随后通过弹簧203,可以使得上模座204与上托板201之间具有一定的弹性缓冲力,从而在下压加工时可以防止压力过
大对装置自身以及物件产生损坏,最后通过油筒502,可以将润滑油从导油道503流入定位槽501中,从而可以在定位杆202对合时保持润滑性,从而可以减少加工的阻力,提高流畅性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1