一种钢管埋弧焊焊接调节装置的制作方法
1.本实用新型涉及钢管焊接技术领域,具体是一种钢管埋弧焊焊接调节装置。
背景技术:
2.埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法,近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响,从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%,且多年来一直变化不大。
3.现有部分大型钢管在人工焊接时,经常会出现焊接位置处发生偏移的现象,所以会通过埋弧焊进行焊接,但现有埋弧焊焊接机在使用时,无法对钢管进行便捷水平微调,导致焊接效率不高,并且用于焊接的焊接头无法随着钢管的大小进行便捷升降调节,不利于使用。
技术实现要素:
4.本实用新型的目的在于:为了解决无法对钢管水平焊接和不能对焊接头便捷升降的问题,提供一种钢管埋弧焊焊接调节装置。
5.为实现上述目的,本实用新型提供如下技术方案:一种钢管埋弧焊焊接调节装置,包括:
6.主体;
7.放置底座,设置在主体一端的两侧;
8.升降滑板,设置在主体的一端,且贯穿至主体的内部;
9.焊接头,安装在升降滑板的底端,且位于两个放置底座的上方;
10.具有升降螺纹杆的升降机构,安装在主体的一侧,且贯穿至主体的内部与升降滑板相互套接,用于对升降滑板进行升降调节;
11.具有第一双向螺纹杆的调节机构,分布于主体的一侧和放置底座的顶端,并延伸至主体的内部与放置底座的内部,并与放置底座固定连接,用于对钢管进行微调对接。
12.如此,通过将两个钢管分别放置在两个放置底座的上表面,此时通过调节机构分别对两个钢管进行升降微调,从而使得两个钢管进行水平对接,然后通过升降机构使得升降滑板带动焊接头下降至两个钢管焊接位置处对两个钢管进行埋弧焊焊接,此时两个放置底座的两侧顶端设置有与钢管相接触的旋转设备,通过旋转设备可使得两个钢管进行稳定旋转,从而实现钢管埋弧焊的稳定焊接效率。
13.作为本实用新型再进一步的方案:所述升降机构包括升降螺纹杆、棘轮、限位卡块、弹簧、移动推杆、转盘、联动转杆、第一锥齿轮以及第二锥齿轮,所述转盘设置在主体的一侧,所述棘轮固定在转盘的一侧,且位于主体的内部,所述限位卡块设置在棘轮的一端,所述移动推杆固定在限位卡块的一侧,且贯穿至主体的一侧外壁,所述弹簧设置在限位卡
块远离棘轮的一侧,所述联动转杆固定在棘轮远离转盘的一侧,所述第一锥齿轮固定在联动转杆远离棘轮的一侧,所述第二锥齿轮设置在第一锥齿轮远离联动转杆的一侧上表面,所述升降螺纹杆固定在第二锥齿轮的顶端,且与升降滑板相互套接。
14.如此,通过将旋转把手拉动转盘进行旋转,此时棘轮通过转轴在转盘的带动下,带动联动转杆使得第一锥齿轮在主体的内部进行旋转,同时限位卡块在棘轮的旋转挤压下,带动移动推杆在主体的内部进行滑动,并通过限位滑杆对弹簧进行限位挤压,然后弹簧通过受压反弹推动第二双向螺纹杆复位,并对棘轮进行卡合限位,从而对棘轮进行旋转限位,同时第二锥齿轮通过齿块啮合在第一锥齿轮的旋转带动下,带动升降螺纹杆在主体的内部进行旋转,同时升降滑板在升降螺纹杆的旋转带动下,带动焊接头与输送软管在主体的一端进行升降,从而使得焊接头对钢管焊接位置处进行稳定焊接。
15.作为本实用新型再进一步的方案:所述调节机构包括第一电机、第一双向螺纹杆、移动滑块、第二双向螺纹杆、限位滚轴、调节滑板以及第二电机,所述第二电机设置有两个,两个所述第二电机分别安装在放置底座远离主体的一端,所述第二双向螺纹杆固定在第二电机的输出端,且贯穿至放置底座的内部,所述调节滑板设置有两组,两组所述调节滑板分别设置在两个放置底座的两端内部,且与第二双向螺纹杆相互套接,所述限位滚轴安装在调节滑板的顶端,且位于放置底座的上方,所述移动滑块设置有两个,两个所述移动滑块分别固定在两个放置底座一端,相互靠近的一侧,并贯穿至主体的内部,所述第一电机安装在主体的一侧下端,所述第一双向螺纹杆固定在第一电机的输出端,且贯穿至主体的内部,并与两个移动滑块相互套接。
16.如此,将需要焊接的两个钢管分别放置在放置底座的上表面,此时分别启动两个第二电机带动第二双向螺纹杆在放置底座的内部进行旋转,此时两组调节滑板在第二双向螺纹杆外壁螺纹的带动下,通过转轴带动限位滚轴相互靠近,并通过滑动滚轮进行稳定滑动,此时一个放置在放置底座上表面的钢管在一组限位滚轴的挤压下,进行上升微调,同时另一个钢管在另一组限位滚轴的挤压下,进行上升微调,此时两个钢管在两组限位滚轴的微调下,使得焊接位置处逐步对齐,然后停止第二电机启动第一电机带动第一双向螺纹杆使得两个移动滑块在主体的内部进行滑动,此时两个放置底座通过多个移动滚轮在移动滑块的带动下,带动钢管进行水平对接,从而有效避免钢管焊接位置处发生偏移的现象。
17.作为本实用新型再进一步的方案:所述升降滑板位于焊接头的顶端设置有输送软管,所述限位卡块远离棘轮的一端设置有与弹簧相互套接的限位滑杆。
18.如此,通过输送软管使得主体向焊接头的内部输送颗粒焊剂,便于对钢管的便捷焊接。
19.作为本实用新型再进一步的方案:所述第一锥齿轮与第二锥齿轮通过齿块啮合连接,所述转盘与棘轮通过转轴转动连接,所述转盘远离棘轮的一侧下端设置有旋转把手。
20.如此,通过旋转把手使得转盘通过转轴带动棘轮进行旋转。
21.作为本实用新型再进一步的方案:所述放置底座的底端设置有多个移动滚轮,所述第二电机的输出端与放置底座通过轴承转动连接。
22.如此,通过多个移动滚轮放置底座在移动滑块的带动下进行稳定滑动。
23.作为本实用新型再进一步的方案:所述第一电机的输出端与主体通过轴承转动连接,所述限位滚轴与调节滑板通过转轴转动连接,所述调节滑板的两侧设置有与放置底座
相互套接的滑动滚轮,所述主体的内部设置有与移动滑块的外壁相互匹配的限位滑槽。
24.如此,通过滑动滚轮使得两组调节滑板在放置底座的内部对钢管进行升降微调,从而使得两个钢管进行水平对接。
25.与现有技术相比,本实用新型的有益效果是:
26.1、通过设置升降机构,此机构可实现对焊接头的稳定升降,通过旋转把手拉动转盘使得棘轮,通过联动转杆带动第一锥齿轮旋转,同时限位卡块通过挤压带动移动推杆滑动,并对弹簧限位挤压,然后弹簧通过受压反弹推动第二双向螺纹杆并对棘轮卡合限位,同时第二锥齿轮通过齿块啮合在第一锥齿轮的旋转带动下,带动升降螺纹杆旋转,并通过升降滑板带动焊接头进行升降,从而实现焊接头对钢管焊接位置处稳定焊接现;
27.2、通过设置调节机构,此机构可实现对两个钢管的水平对接,通过启动两个第二电机带动第二双向螺纹杆旋转,此时两组调节滑板在第二双向螺纹杆的带动下,带动限位滚轴相互靠近,此时一个钢管通过一组限位滚轴的挤压进行上升微调,同时另一个钢管通过另一组限位滚轴的挤压进行上升微调,此时两个钢管通过微调,使得焊接位置水平对齐,然后停止第二电机启动第一电机带动第一双向螺纹杆,使得两个移动滑块带动两个放置底座通过多个滑动滚轮进行滑动,使得两个钢管水平对接,从而有效避免钢管焊接位置处发生偏移的现象。
附图说明
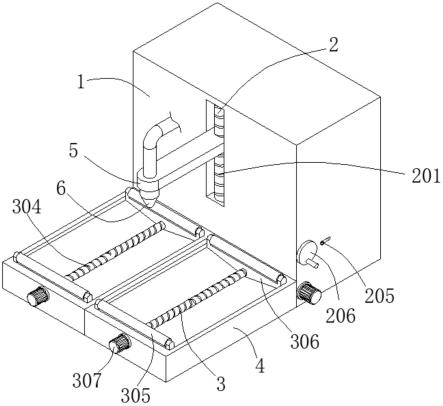
28.图1为本实用新型的结构示意图;
29.图2为本实用新型的升降机构和调节机构剖面示意图;
30.图3为本实用新型的a处局部放大示意图;
31.图4为本实用新型的b处局部放大示意图。
32.图中:1、主体;2、升降机构;201、升降螺纹杆;202、棘轮;203、限位卡块;204、弹簧;205、移动推杆;206、转盘;207、联动转杆;208、第一锥齿轮;209、第二锥齿轮;3、调节机构;301、第一电机;302、第一双向螺纹杆;303、移动滑块;304、第二双向螺纹杆;305、限位滚轴;306、调节滑板;307、第二电机;4、放置底座;5、升降滑板;6、焊接头。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.请参阅图1~4,本实用新型实施例中,一种钢管埋弧焊焊接调节装置,包括:
35.主体1;
36.放置底座4,设置在主体1一端的两侧;
37.升降滑板5,设置在主体1的一端,且贯穿至主体1的内部;
38.焊接头6,安装在升降滑板5的底端,且位于两个放置底座4的上方;
39.具有升降螺纹杆201的升降机构2,安装在主体1的一侧,且贯穿至主体1的内部与升降滑板5相互套接,用于对升降滑板5进行升降调节;
40.具有第一双向螺纹杆302的调节机构3,分布于主体1的一侧和放置底座4的顶端,并延伸至主体1的内部与放置底座4的内部,并与放置底座4固定连接,用于对钢管进行微调对接。
41.在本实施例中:通过将两个钢管分别放置在两个放置底座4的上表面,此时通过调节机构3分别对两个钢管进行升降微调,从而使得两个钢管进行水平对接,然后通过升降机构2使得升降滑板5带动焊接头6下降至两个钢管焊接位置处对两个钢管进行埋弧焊焊接,此时两个放置底座4的两侧顶端设置有与钢管相接触的旋转设备,通过旋转设备可使得两个钢管进行稳定旋转,从而实现钢管埋弧焊的稳定焊接效率。
42.请着重参阅图1~4,升降机构2包括升降螺纹杆201、棘轮202、限位卡块203、弹簧204、移动推杆205、转盘206、联动转杆207、第一锥齿轮208以及第二锥齿轮209,转盘206设置在主体1的一侧,棘轮202固定在转盘206的一侧,且位于主体1的内部,限位卡块203设置在棘轮202的一端,移动推杆205固定在限位卡块203的一侧,且贯穿至主体1的一侧外壁,弹簧204设置在限位卡块203远离棘轮202的一侧,联动转杆207固定在棘轮202远离转盘206的一侧,第一锥齿轮208固定在联动转杆207远离棘轮202的一侧,第二锥齿轮209设置在第一锥齿轮208远离联动转杆207的一侧上表面,升降螺纹杆201固定在第二锥齿轮209的顶端,且与升降滑板5相互套接。
43.在本实施例中:通过将旋转把手拉动转盘206进行旋转,此时棘轮202通过转轴在转盘206的带动下,带动联动转杆207使得第一锥齿轮208在主体1的内部进行旋转,同时限位卡块203在棘轮202的旋转挤压下,带动移动推杆205在主体1的内部进行滑动,并通过限位滑杆对弹簧204进行限位挤压,然后弹簧204通过受压反弹推动第二双向螺纹杆304复位,并对棘轮202进行卡合限位,从而对棘轮202进行旋转限位,同时第二锥齿轮209通过齿块啮合在第一锥齿轮208的旋转带动下,带动升降螺纹杆201在主体1的内部进行旋转,同时升降滑板5在升降螺纹杆201的旋转带动下,带动焊接头6与输送软管在主体1的一端进行升降,从而使得焊接头6对钢管焊接位置处进行稳定焊接。
44.请着重参阅图1~2,调节机构3包括第一电机301、第一双向螺纹杆302、移动滑块303、第二双向螺纹杆304、限位滚轴305、调节滑板306以及第二电机307,第二电机307设置有两个,两个第二电机307分别安装在放置底座4远离主体1的一端,第二双向螺纹杆304固定在第二电机307的输出端,且贯穿至放置底座4的内部,调节滑板306设置有两组,两组调节滑板306分别设置在两个放置底座4的两端内部,且与第二双向螺纹杆304相互套接,限位滚轴305安装在调节滑板306的顶端,且位于放置底座4的上方,移动滑块303设置有两个,两个移动滑块303分别固定在两个放置底座4一端,相互靠近的一侧,并贯穿至主体1的内部,第一电机301安装在主体1的一侧下端,第一双向螺纹杆302固定在第一电机301的输出端,且贯穿至主体1的内部,并与两个移动滑块303相互套接。
45.在本实施例中:将需要焊接的两个钢管分别放置在放置底座4的上表面,此时分别启动两个第二电机307带动第二双向螺纹杆304在放置底座4的内部进行旋转,此时两组调节滑板306在第二双向螺纹杆304外壁螺纹的带动下,通过转轴带动限位滚轴305相互靠近,并通过滑动滚轮进行稳定滑动,此时一个放置在放置底座4上表面的钢管在一组限位滚轴305的挤压下,进行上升微调,同时另一个钢管在另一组限位滚轴305的挤压下,进行上升微调,此时两个钢管在两组限位滚轴305的微调下,使得焊接位置处逐步对齐,然后停止第二
电机307启动第一电机301带动第一双向螺纹杆302使得两个移动滑块303在主体1的内部进行滑动,此时两个放置底座4通过多个移动滚轮在移动滑块303的带动下,带动钢管进行水平对接,从而有效避免钢管焊接位置处发生偏移的现象。
46.请着重参阅图2~4,升降滑板5位于焊接头6的顶端设置有输送软管,限位卡块203远离棘轮202的一端设置有与弹簧204相互套接的限位滑杆。
47.在本实施例中:通过输送软管使得主体1向焊接头6的内部输送颗粒焊剂,便于对钢管的便捷焊接。
48.请着重参阅图2~4,第一锥齿轮208与第二锥齿轮209通过齿块啮合连接,转盘206与棘轮202通过转轴转动连接,转盘206远离棘轮202的一侧下端设置有旋转把手。
49.在本实施例中:通过旋转把手使得转盘206通过转轴带动棘轮202进行旋转。
50.请着重参阅图1~2,放置底座4的底端设置有多个移动滚轮,第二电机307的输出端与放置底座4通过轴承转动连接。
51.在本实施例中:通过多个移动滚轮放置底座4在移动滑块303的带动下进行稳定滑动。
52.请着重参阅图1~2,第一电机301的输出端与主体1通过轴承转动连接,限位滚轴305与调节滑板306通过转轴转动连接,调节滑板306的两侧设置有与放置底座4相互套接的滑动滚轮,主体1的内部设置有与移动滑块303的外壁相互匹配的限位滑槽。
53.在本实施例中:通过滑动滚轮使得两组调节滑板306在放置底座4的内部对钢管进行升降微调,从而使得两个钢管进行水平对接。
54.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1