一种板式换热器自动送豆机构的制作方法
1.本实用新型涉及一种板式换热器自动送豆机构,属于石油、化工、冶金、电力等行业使用的板式换热器片组生产加工设备技术领域。
背景技术:
2.板式换热器已广泛应用于冶金、矿山、石油、化工、电力、医药、食品、化纤、造纸、轻纺、船舶、供热等部门,可用于加热、冷却、蒸发、冷凝、杀菌消毒、余热回收等各种情况。豆钉式板式换热器,具有换热效率高、压力损失小等优点,在行业中,得到广范应用。
3.换热器板片是板式换热器的重要零件,它由上板片、下板片和豆丁组成,上板片、下板片平行相对,多个豆丁均布在上板片和下板片之间,豆丁与上板片、下板片焊接连接。在豆钉式板式换热器单片组的生产过程中,先将豆钉按一定规律,焊接到下板片上,再将上板片盖住豆钉,依次完成上板片与豆钉的焊接,上、下板片以豆钉间隔,形成一个单体流道,此工序需要使换热器多点阻焊设备。所谓的“豆钉”,是一个小圆柱体,上、下板片为冲压件,焊接位置为平面,焊接位置如图7所示。在焊接豆钉与下板片时,需要操作者人工将豆钉装夹到焊接机头上,然后按启动按钮,机头加压,将豆钉压紧在下板片上,设备通电焊接,完成一个豆钉的焊接。由于中间需要人工上豆钉,所以,设备无法实现完全自动化生产,影响生产效率;同时,操作者需要将手伸入机头中间,存在安全隐患,增加劳动强度。豆钉式板式换热器的使用量非常大,因此有必要大幅度地提高其生产效率,满足生产发展的需要。
技术实现要素:
4.本实用新型的目的是提供一种板式换热器自动送豆机构,能够将豆钉自动输送至焊接机头位置,为自动焊接打下良好基础,保证自动焊接顺利进行,提高生产效率及操作安全性,降低操作者技能要求和劳动强度,进而降低生产成本,解决背景技术存在的上述问题。
5.本实用新型的技术方案是:
6.一种板式换热器自动送豆机构,包含直线导轨副、连接件、滑板、升降气缸、豆钉导管、推料气缸、豆钉滑道、气缸安装架和推料杆,所述连接件通过螺栓与焊接机头连接,升降气缸的缸体和直线导轨副从下至上设置在连接件上,直线导轨副的滑块滑动设置在滑板上,升降气缸的缸杆向上设置并与滑板连接,豆钉导管垂直设置在滑板上,豆钉导管底部设有水平设置的豆钉滑道,气缸安装架通过螺栓与豆钉滑道连接,推料气缸安装在气缸安装架上,推料气缸与豆钉滑道相互平行,推料杆设置在豆钉滑道上方,推料杆与推料气缸的缸杆连接,推料杆随着推料气缸缸杆的伸缩在豆钉滑道上方移动。
7.所述推料杆的端部通过连接耳与推料气缸的缸杆连接。
8.所述滑板为由相互连接的竖板和横板组成的l形板,竖板的一侧与直线导轨副的滑块滑动连接,竖板的另一侧与豆钉导管上部固连,升降气缸的缸杆与横板底部固连。
9.所述豆钉导管内设有多个从上至下依次设置的豆钉,豆钉滑道为两端开口的矩形
槽,豆钉滑道上端面固定在豆钉导管底部,矩形槽的上端槽壁上设有与豆钉导管内部相连通的开口,开口的尺寸略大于豆钉尺寸,矩形槽的槽高略大于豆钉的高度。位于最下面的豆钉与豆钉滑道接触,推料气缸的杠杆回位,带动推料杆向前移动,推料杆推动位于最下面的豆钉沿矩形槽内部移动直至到焊接位置。
10.所述豆钉导管内设有多个从上至下依次设置的豆钉,豆钉滑道为凹形槽,豆钉滑道两侧槽壁上端面固定在豆钉导管底部,豆钉滑道的槽高略大于豆钉的高度,位于最下面的豆钉与豆钉滑道接触,推料气缸的杠杆回位,带动推料杆向前移动,推料杆推动位于最下面的豆钉沿凹形槽内部移动到焊接位置。
11.本实用新型的有益效果是:本实用新型结构合理、动作简单、运行稳定,提高生产效率及产品的焊接质量,降低操作者技能要求和劳动强度,进而降低生产成本,对满足生产快速发展的需要提供了有力的支持,有推广使用的价值。
附图说明
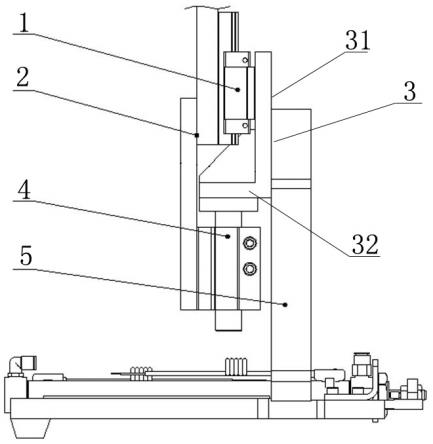
12.图1为本实用新型侧视结构示意图;
13.图2为本实用新型俯视结构示意图;
14.图3为本实用新型实施例一正视结构示意图;
15.图4为图3a-a剖视图;
16.图5为本实用新型实施例二正视结构示意图;
17.图6为图5b-b剖视图;
18.图7为本实用新型豆钉焊接位置示意图;
19.图中:直线导轨副1、连接件2、滑板3、竖板31、横板32、升降气缸4、豆钉导管5、推料气缸6、豆钉滑道7、气缸安装架8、推料杆9、连接耳10、豆钉11、下板片12。
具体实施方式
20.下面结合附图和实施例对本实用新型做进一步的说明:
21.一种板式换热器自动送豆机构,包含直线导轨副1、连接件2、滑板3、升降气缸4、豆钉导管5、推料气缸6、豆钉滑道7、气缸安装架8和推料杆9,所述连接件2通过螺栓与焊接机头连接,升降气缸4的缸体和直线导轨副1从下至上设置在连接件2上,直线导轨副1的滑块滑动设置在滑板3上,升降气缸4的缸杆向上设置并与滑板3连接,豆钉导管5垂直设置在滑板3上,豆钉导管5底部设有水平设置的豆钉滑道7,气缸安装架8通过螺栓与豆钉滑道7连接,推料气缸6安装在气缸安装架8上,推料气缸6与豆钉滑道7相互平行,推料杆9设置在豆钉滑道7上方,推料杆9与推料气缸6的缸杆连接,推料杆9随着推料气缸6缸杆的伸缩在豆钉滑道7上方移动。
22.所述推料杆9的端部通过连接耳10与推料气缸6的缸杆连接。
23.所述滑板3为由相互连接的竖板31和横板32组成的l形板,竖板31的一侧与直线导轨副1的滑块滑动连接,竖板31的另一侧与豆钉导管5上部固连,升降气缸4的缸杆与横板32底部固连。
24.结合附图3和4,实施例一为:所述豆钉导管5内设有多个从上至下依次设置的豆钉,豆钉滑道7为两端开口的矩形槽,豆钉滑道7上端面固定在豆钉导管5底部,矩形槽的上
端槽壁上设有与豆钉导管5内部相连通的开口,开口的尺寸略大于豆钉尺寸,矩形槽的槽高略大于豆钉的高度。位于最下面的豆钉与豆钉滑道接触,推料气缸的杠杆回位,带动推料杆9向前移动,推料杆9推动位于最下面的豆钉沿矩形槽内部移动直至到焊接位置。
25.所述豆钉导管5和豆钉滑道7通过可通过螺栓连接,也可以直接焊接。
26.结合附图5和6,实施例二为:所述豆钉导管5内设有多个从上至下依次设置的豆钉,豆钉滑道7为凹形槽,豆钉滑道7两侧槽壁上端面固定在豆钉导管5底部,豆钉滑道7的槽高略大于豆钉的高度,位于最下面的豆钉与豆钉滑道接触,推料气缸的杠杆回位,带动推料杆9向前移动,推料杆9推动位于最下面的豆钉沿凹形槽内部移动到焊接位置。
27.所述豆钉导管5和豆钉滑道7通过可通过螺栓连接,也可以直接焊接。
28.所述连接件2是本机构的基础件,它通过螺栓与焊接机头连接;直线导轨副1和升降气缸4通过螺栓与连接件2相连;滑板3将直线导轨副1的滑块与升降气缸4的缸杆连接在一起,豆钉导管5安装在滑板3背面;豆钉导管5为内部设有圆柱形空腔的矩形结构,豆钉滑道7通过螺栓与豆钉导管5底部连接;气缸安装架8通过螺栓与豆钉滑道7连接,气缸安装架8与豆钉滑道7并排设置;推料气缸6安装在气缸安装架8上;推料杆9一端通过连接耳10与推料气缸6的缸杆连接,另一端设置在豆钉滑道7内。
29.本实用新型的工作过程如下:
30.当多点阻焊设备带动下板片12运行至焊接位置时,升降气缸4的杠杆下落,带动豆钉导管5和豆钉滑道7等部件下降至与下板片距离4mm左右的位置,推料气缸6回位,带动推料杆9将位于豆钉滑道7内的豆钉11推至豆钉滑道7前端落入下板片焊接位置,随后推料气缸6的杠杆顶出,带动推料杆退出豆钉滑道7,而豆钉导管5内最下端的豆钉会落入豆钉滑道7内,由于豆钉滑道高度仅比豆钉略高,所以,每次仅有一个豆钉落下,其余豆钉还位于豆钉导管5内,焊接机头加压焊接,将落入到焊接位置的豆钉焊接到下板片12上;然后,重复上述过程,完成所有豆钉的焊接。使用时可根据多点阻焊设备机头数量,配置适当数量的自动送豆机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1