一种铲雪齿的焊接工装的制作方法
1.本实用新型涉及一种焊接工装设备,具体涉及一种铲雪齿的焊接工装。
背景技术:
2.现有的铲雪齿的焊接工装当半成品铲雪齿模具放入时,一般是采用员工手或钳子固定模具,安全风险大、稳定性差,成品质量不一;另压制时因模具固定有偏差,导致其受到的冲压力度不一,导致模具易被压坏,成品率低。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种冲压稳定、安全性高、成品率高,成品质量统一的铲雪齿焊接工装。
4.本实用新型是通过以下技术方案予以实现的:
5.一种铲雪齿的焊接工装,包括底座、定位装置、限位模块,所述底座包括底板、弧形板,所述弧形板设置在底板上,所述底座上安装有定位装置,所述定位装置包括定位板、定位滚轮单元、限位卡槽,所述定位板安装在弧形板两侧,所述定位滚轮单元设置在定位板的内侧面,所述限位卡槽设置在定位板的上端,所述限位模块位于定位装置上。
6.优选的,所述底板为方形或圆形金属板块,所述弧形板通过焊接等方式垂直安装在底板中心位置。
7.优选的,所述弧形板为四边形板块,所述弧形板采用钢等金属制作,所述弧形板顶部为弧形,所述弧形板底部焊接在底板上,所述弧形板用于半成品铲雪齿的压制。
8.优选的,所述弧形板顶部为中间高、两侧低的弧形边,所述弧形边的中间最高点与两侧最低点相差2.5-3.5mm。
9.优选的,所述定位板包括左定位板、右定位板,所述左定位板、右定位板通过焊接等方式垂直对称安装在弧形板两侧,所述定位板比弧形板高一倍,所述定位板采用钢等金属制作。
10.优选的,所述定位滚轮单元共四组,左、右定位板各安装两组,所述定位滚轮单元分上下安装在定位板内侧面上,所述定位滚轮单元用于定位半成品半成品铲雪齿。
11.优选的,所述定位滚轮单元包括转动轴、滚轮、固定支架,所述转动轴上装有滚轮,所述转动轴两端安装在固定支架上,所述固定支架通过焊接等方式安装在定位板内侧面上,所述转动轴可在固定支架上转动。
12.优选的,所述滚轮为金属、橡胶或其他弹性材料制作的圆柱体,所述转动轴为金属材料的圆棒,所述固定支架采用金属材料制作。
13.优选的,所述定位板上端设有限位卡槽,所述限位卡槽底部设有缓冲弹簧,所述缓冲弹簧焊有多个,采用金属制作,所述缓冲弹簧焊接在限位卡槽底部,缓冲冲压时的力度。
14.优选的,所述限位模块包括顶板、限位板,所述顶板与外部液压设备连接,所述限位板通过焊接等方式垂直安装在顶板下面,所述限位板的安装位置与限位卡槽相对应。
15.优选的,所述顶板为方形的金属板块,所述限位板为与限位卡槽大小相适配的金属板。
16.本实用新型具有以下有益效果:
17.本实用新型安装的定位装置,能在保证半成品产品的位置一致。定位滚轮单元能固定半成品产品并在其向下压制时平稳的下压,避免了员工手部或其他工具介入保持半成品产品的位置,大大提高了生产安全性、与稳定性。本实用新型安装的限位装置能保证冲压时受力均匀,冲压深度一致,使用成品质量一致,成品率更高。
附图说明
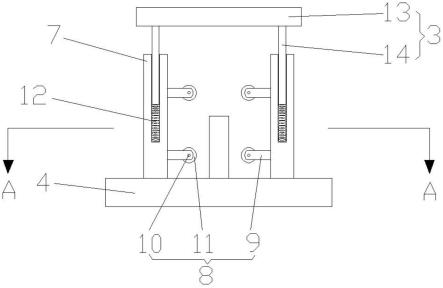
18.图1为本实用新型的整体结构示意图。
19.图2为底板、定位装置的立体图。
20.图3为限位模块的立体图。
21.图4为图1中a-a剖视图。
22.附图中:1-底座、2-定位装置、3-限位模块、4-底板、5-弧形板、6-限位卡槽、7-定位板、8-定位滚轮单元、9-固定支架、10-转动轴、11-滚轮、12-缓冲弹簧、13-顶板、14-限位板、15-左定位板、16-右定位板。
具体实施方式
23.为了便于理解本实用新型,下面结合具体实施方式对本实用新型作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;实施例中的上下、两端、顶部等关于位置的描述,只是为了方便举例说明,不能理解为对本实用新型实际位置的约束和限制,对本领域技术人员来说,实施例中某些公知结构及技术说明可能省略是可以理解的。
24.如图1所示,一种铲雪齿的焊接工装,包括底座1、定位装置2、限位模块3,所述底座1包括底板4、弧形板5,所述弧形板5设置在底板4上,所述底座1上安装有定位装置2,所述定位装置2包括定位板7、定位滚轮单元8、限位卡槽6,所述定位板7安装在弧形板2两侧,所述定位滚轮单元8设置在定位板7的内侧面,所述限位卡槽6设置在定位板7的上端,所述限位模块3位于定位装置2上。
25.如图1、图2所示,所述底板3为方形或圆形金属板块,所述弧形板4通过焊接等方式垂直安装在底板3中心位置。
26.如图1、图2所示,所述弧形板4为四边形板块,所述弧形板4采用钢等金属制作,所述弧形板4顶部为弧形,所述弧形板4底部焊接在底板3上,所述弧形板4用于半成品铲雪齿的压制。
27.如图1、图4所示,所述弧形板4顶部为中间高、两侧低的弧形边,所述弧形边的中间最高点与两侧最低点相差2.5-3.5mm。
28.如图2所示,所述定位板7包括左定位板15、右定位板16,所述左定位板15、右定位板16通过焊接等方式垂直对称安装在弧形板5两侧,所述定位板7高于弧形板5,所述定位板7采用钢等金属制作。
29.如图1、图2、图4所示,所述定位滚轮单元8共四组,左、右定位板各安装两组,所述定位滚轮单元8分上下安装在定位板7内侧面上,所述定位滚轮单元8用于定位半成品半成品铲雪齿。所述定位滚轮单元8包括转动轴10、滚轮11、固定支架9,所述转动轴10上装有滚轮11,所述转动轴10两端安装在固定支架9上,所述固定支架9焊接安装在定位板7内侧面上,所述转动轴10可在固定支架9上转动。所述滚轮11为金属、橡胶或其他弹性材料制作的圆柱体,所述转动轴10为金属材料的圆棒,所述固定支架9采用金属材料制作。
30.如图1所示,所述定位板7上端设有限位卡槽6,所述限位卡槽6底部设有缓冲弹簧12,所述缓冲弹簧12焊有多个,采用金属制作,所述缓冲弹簧12焊接在限位卡槽6底部,缓冲冲压时的力度。
31.如图1、图3所示,所述限位模块3包括顶板13、限位板14,所述顶板13与外部液压设备连接,所述限位板14通过焊接等方式垂直安装在顶板13下面,所述限位板14的安装位置与限位卡槽6相对应,所述顶板13为方形的金属板块,所述限位板14为与限位卡槽6大小相适配的金属板。
32.本实用新型工作过程:先启动铲雪齿焊接工装,限位模块3上升,将半成品铲雪齿模具插入定位装置2,由定位装置2中的定位滚轮单元8固定,限位模块3下降,冲压半成品铲雪齿模具,半成品铲雪齿模具受到向下力由定位滚轮单元8中的滚轮11带动向下运动,半成品铲雪齿模具下部顶住弧形板5,限位模块3继续下压,限位模块3中的限位板14插入限位卡槽6中,由缓冲弹簧12减压降至至底部,弧形板5对模具完成压制,限位模块3下降停止并回升,取出冲压好的铲雪齿,继续下一半成品的冲压。
33.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些都应视为本实用新型的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1