LED自动组装设备的制作方法
led自动组装设备
技术领域
1.本实用新型应用于led组装技术领域,特别涉及一种led自动组装设备。
背景技术:
2.led是一种发光二极管,被称为第四代照明光源或绿色光源,具有节能、环保、寿命长、体积小等特点,广泛应用于各种指示、显示、装饰、背光源、普通照明和城市夜景等领域。目前,在led的组装工艺中,需要将led灯珠装配在灯座上,以往都是通过人工手动的方式进行组装,但是效率低,不适用于工厂的大批量生产,而且劳动强度和人工失误率比较高,保证不了led的组装质量。如能设计出一种结构简单、工作效率高并且能够保证组装质量的led自动组装设备,则能够很好地解决上述问题。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、工作效率高并且能够保证组装质量的led自动组装设备。
4.本实用新型所采用的技术方案是:本实用新型包括料盘模组、转盘模组、插装模组以及机械手,所述机械手将所述料盘模组上的灯珠和灯座分别取放到所述插装模组和所述转盘模组上,所述插装模组包括底座、推动气缸、升降气缸以及夹持有灯珠的夹爪气缸,所述推动气缸设置在所述底座上,所述升降气缸与所述推动气缸的输出端相连,所述夹爪气缸与所述升降气缸的输出端相连。
5.由上述方案可见,所述机械手将所述料盘模组上的灯珠和灯座分别取放到所述插装模组和所述转盘模组上,其中,led灯珠被夹持在所述夹爪气缸上。通过所述转盘模组的驱动,将灯座带动到组装工位上,然后通过所述升降气缸的驱动,夹持有灯珠的所述夹爪气缸向上移动一段距离,使灯珠与灯座相对位,再通过所述推动气缸的驱动,所述灯珠向前移动一段距离,使灯珠插装在灯座上,从而完成led灯珠和灯座的组装操作,最后通过所述夹爪气缸、所述升降气缸以及所述推动气缸的相继驱动,所述夹爪气缸松开灯珠后复回原位,准备夹持下一颗led灯珠。因此,本实用新型不仅结构简单,而且自动化程度比较高,实现了led灯珠和灯座的自动化组装,大大地提高了工作效率,保证了led的组装质量,可靠性高,适用于工厂的大批量生产。
6.进一步地,所述插装模组还包括安装板和底板,所述安装板与所述推动气缸的输出端相连,所述安装板滑动配合在所述底座上,所述升降气缸设置在所述安装板上,所述底板与所述升降气缸的输出端相连,所述夹爪气缸设置在所述底板上。由此可见,通过所述推动气缸的驱动,所述安装板滑动配合在所述底座上,从而带动所述升降气缸进行前后移动,通过所述升降气缸的驱动,可以带动所述夹爪气缸进行上下移动,自动化程度比较高。
7.进一步地,所述转盘模组包括固定座、凸轮分割器、转盘以及若干个载具,所述凸轮分割器设置在所述固定座上,所述转盘设置在所述凸轮分割器的输出端,若干个所述载具环绕设置在所述转盘上,所述机械手将所述料盘模组上的灯座取放到所述载具上,所述
载具上设有两个定位槽。由此可见,led灯座适配在所述定位槽中,通过所述凸轮分割器的驱动,可以实现转盘的间歇式转动,带动所述载具依次通过灯座上料工位、灯珠插装工位以及led下料工位,大大地提高了led的组装效率。
8.进一步地,所述料盘模组包括装放有灯珠的第一振动盘和装放有灯座的第二振动盘,所述机械手包括第一上料机械手、第二上料机械手以及下料机械手,所述led自动组装设备还包括收集模组,所述收集模组包括收集箱、支撑架以及排料槽,所述排料槽设置在所述支撑架上,所述排料槽位于所述收集箱的上方,所述第一上料机械手将灯座取放到所述转盘模组上,所述第二上料机械手将灯珠取放到所述夹爪气缸上,所述下料机械手将组装好的产品取放到所述排料槽上。由此可见,所述第一振动盘和所述第二振动盘分别对灯珠和灯座进行送料,当物料被输送到指定位置后,所述第一上料机械手将灯座取放到所述转盘模组上,所述第二上料机械手将灯珠取放到所述夹爪气缸上,从而实现灯珠和灯座的自动化上料;当完成组装的led被所述转盘模组带动到下料工位后,所述下料机械手将组装好的产品取放到所述排料槽上,产品在自身重力的作用下,从所述排料槽滚落到所述收集箱中,实现了产品的自动化下料。
9.进一步地,所述第一上料机械手包括第一支撑座、第一xz轴直线模组以及第一吸盘模组,所述第一xz轴直线模组设置在所述第一支撑座上,所述第一吸盘模组包括支撑板、调距气缸、固定块、滑块、第一吸盘以及第二吸盘,所述支撑板设置在所述第一xyz三轴直线模组的活动端,所述固定块和所述调距气缸均设置在所述支撑板上,所述第一吸盘设置在所述固定块上,所述滑块与所述调距气缸传动连接后滑动配合在所述支撑板上,所述第二吸盘设置在所述滑块上。由此可见,通过所述第一xz轴直线模组的驱动,可以实现所述第一吸盘模组在x轴和z轴方向上的直线移动,使所述第一吸盘和所述第二吸盘都能够吸取到灯座,实现自动化上料。其中,通过所述调距气缸的驱动,所述第二吸盘能够进行y轴方向的直线移动,以此来调节所述第一吸盘和所述第二吸盘之间的间距,从而适应不同间距的两个灯座。
10.进一步地,所述第二上料机械手包括龙门架、第二xz轴直线模组、固定板以及两个吸嘴模组,所述第二xz轴直线模组设置在所述龙门架上,所述固定板设置在所述第二xz轴直线模组的活动端,两个所述吸嘴模组均设置在所述固定板上,所述吸嘴模组包括送料气缸、滑动板以及吸嘴,所述送料气缸设置在所述固定板上,所述滑动板与所述送料气缸传动连接后滑动配合在所述固定板上,所述吸嘴设置在所述滑动板上,所述吸嘴位于所述夹爪气缸的上方。由此可见,通过所述第二xz轴直线模组的驱动,可以实现所述吸嘴模组在x轴和z轴方向上的直线移动,通过两个所述送料气缸的驱动,使两个所述吸嘴都能够进行上下移动,从而吸取到灯珠,将灯珠输送至所述夹爪气缸的夹紧端,实现自动化上料。
11.进一步地,所述下料机械手包括第二支撑座、第三xz轴直线模组、安装块以及两个第三吸盘,所述第三xz轴直线模组设置在所述第二支撑座上,所述安装块设置在所述第三xz轴直线模组的活动端,两个所述第三吸盘均设置在所述安装块上。由此可见,通过所述第三xz轴直线模组的驱动,可以实现两个所述第三吸盘在x轴和z轴方向上的直线移动,使两个所述第三吸盘对完成组装的led进行下料。
12.进一步地,所述led自动组装设备还包括下压模组,所述下压模组包括固定架、下压气缸以及压板,所述下压气缸设置在所述固定架上,所述压板设置在所述下压气缸的输
出端,所述压板位于所述载具的上方。由此可见,通过所述下压气缸的驱动,所述压板向下移动,使所述压板下压在所述载具上,然后再进行灯珠的插装操作,避免在插装的过程中灯座出现偏位的问题。
附图说明
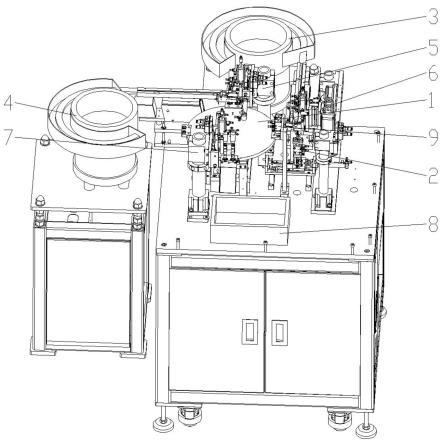
13.图1是本实用新型的立体图;
14.图2是所述插装模组的立体图;
15.图3是所述转盘模组的立体图;
16.图4是所述第一上料机械手的立体图;
17.图5是所述第二上料机械手的立体图;
18.图6是所述下料机械手的立体图;
19.图7是所述下压模组的立体图;
20.图8是所述收集模组的立体图;
21.图9是灯珠和灯座的装配示意图。
具体实施方式
22.如图1至图9所示,在本实施例中,本实用新型包括料盘模组、转盘模组1、插装模组2以及机械手,所述机械手将所述料盘模组上的灯珠和灯座分别取放到所述插装模组2和所述转盘模组1上,所述插装模组2包括底座21、推动气缸22、升降气缸23以及夹持有灯珠的夹爪气缸24,所述推动气缸22设置在所述底座21上,所述升降气缸23与所述推动气缸22的输出端相连,所述夹爪气缸24与所述升降气缸23的输出端相连。
23.在本实施例中,所述插装模组2还包括安装板25和底板26,所述安装板25与所述推动气缸22的输出端相连,所述安装板25滑动配合在所述底座21上,所述升降气缸23设置在所述安装板25上,所述底板26与所述升降气缸23的输出端相连,所述夹爪气缸24设置在所述底板26上。
24.在本实施例中,所述转盘模组1包括固定座11、凸轮分割器12、转盘13以及若干个载具14,所述凸轮分割器12设置在所述固定座11上,所述转盘13设置在所述凸轮分割器12的输出端,若干个所述载具14环绕设置在所述转盘13上,所述机械手将所述料盘模组上的灯座取放到所述载具14上,所述载具14上设有两个定位槽15。
25.在本实施例中,所述料盘模组包括装放有灯珠的第一振动盘3和装放有灯座的第二振动盘4,所述机械手包括第一上料机械手5、第二上料机械手6以及下料机械手7,所述led自动组装设备还包括收集模组8,所述收集模组8包括收集箱81、支撑架82以及排料槽83,所述排料槽83设置在所述支撑架82上,所述排料槽83位于所述收集箱81的上方,所述第一上料机械手5将灯座取放到所述转盘模组1上,所述第二上料机械手6将灯珠取放到所述夹爪气缸24上,所述下料机械手7将组装好的产品取放到所述排料槽83上。
26.在本实施例中,所述第一上料机械手5包括第一支撑座51、第一xz轴直线模组52以及第一吸盘模组,所述第一xz轴直线模组52设置在所述第一支撑座51上,所述第一吸盘模组包括支撑板53、调距气缸54、固定块55、滑块56、第一吸盘57以及第二吸盘58,所述支撑板53设置在所述第一xz轴直线模组52的活动端,所述固定块55和所述调距气缸54均设置在所
述支撑板53上,所述第一吸盘57设置在所述固定块55上,所述滑块56与所述调距气缸54传动连接后滑动配合在所述支撑板53上,所述第二吸盘58设置在所述滑块56上。
27.在本实施例中,所述第二上料机械手6包括龙门架61、第二xz轴直线模组62、固定板63以及两个吸嘴模组,所述第二xz轴直线模组62设置在所述龙门架61上,所述固定板63设置在所述第二xz轴直线模组62的活动端,两个所述吸嘴模组均设置在所述固定板63上,所述吸嘴模组包括送料气缸64、滑动板65以及吸嘴66,所述送料气缸64设置在所述固定板63上,所述滑动板65与所述送料气缸64传动连接后滑动配合在所述固定板63上,所述吸嘴66设置在所述滑动板65上,所述吸嘴66位于所述夹爪气缸24的上方。
28.在本实施例中,所述下料机械手7包括第二支撑座71、第三xz轴直线模组72、安装块73以及两个第三吸盘74,所述第三xz轴直线模组72设置在所述第二支撑座71上,所述安装块73设置在所述第三xz轴直线模组72的活动端,两个所述第三吸盘74均设置在所述安装块73上。
29.在本实施例中,所述led自动组装设备还包括下压模组9,所述下压模组9包括固定架91、下压气缸92以及压板93,所述下压气缸92设置在所述固定架91上,所述压板93设置在所述下压气缸92的输出端,所述压板93位于所述载具14的上方。
30.在本实施例中,本实用新型的工作原理如下:
31.所述第一振动盘3和所述第二振动盘4分别对灯珠16和灯座17进行送料,当物料被输送到指定位置后,所述第一上料机械手5将灯座17取放到所述载具14上,所述第二上料机械手6将灯珠16取放到所述夹爪气缸24上,从而实现灯珠16和灯座17的自动化上料。
32.通过所述凸轮分割器12的驱动,所述转盘13将灯座17带动到组装工位上,然后通过所述升降气缸23的驱动,夹持有灯珠16的所述夹爪气缸24向上移动一段距离,使灯珠16与灯座17相对位,再通过所述推动气缸22的驱动,所述灯珠16向前移动一段距离,使灯珠16插装在灯座17上,从而完成led灯珠16和灯座17的组装操作,最后通过所述夹爪气缸24、所述升降气缸23以及所述推动气缸22的相继驱动,所述夹爪气缸24松开灯珠16后复回原位,准备夹持下一颗led灯珠。
33.当完成组装的led被所述转盘13带动到下料工位后,所述下料机械手7将组装好的产品取放到所述排料槽83上,产品在自身重力的作用下,从所述排料槽83滚落到所述收集箱81中,实现了产品的自动化下料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1