汽车扶手支架焊接工装的定位结构的制作方法
1.本实用新型涉及汽车扶手支架工装领域。
背景技术:
2.汽车扶手支架由多个零件焊接组装而成,在进行汽车扶手支架的焊接时,需要将多个零件先进行固定,然后再进行焊接,在正确的位置进行准确的焊接,这样焊接完成后将能很好的对汽车扶手支架进行安装,避免安装不上的情况发生;通常需要将焊接的零件进行定位安装固定,然后通过工装上的夹紧装置进行夹紧,进而避免在焊接时,容易造成零件的移动。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种汽车扶手支架焊接工装的定位结构能有效的将u型管进行定位限定,避免焊接时发生移动的效果。
4.技术方案:为实现上述目的,本实用新型的技术方案如下:
5.汽车扶手支架焊接工装的定位结构,包括定位结构;多个所述定位结构呈等腰三角形状间距分布;等腰三角形底边对应的顶点上的多个所述定位结构远离等腰三角形腰边对应的顶点上的定位结构一侧间距设置有多个抵紧结构;u型管对应通过多个定位结构限位设置,且所述u型管两端分别通过抵紧结构抵紧设置。
6.进一步的,还包括底板;所述底板中部上对应设置呈等腰三角形分布的定位结构;所述底板上贯通开设有通槽;所述通槽靠近于等腰三角形底边位置设置,且所述抵紧结构相应间距于定位结构设置于通槽两内壁上。
7.进一步的,所述定位结构包括竖向设置在底板上的定位条块;多个所述定位条块间距平行排列设置;所述定位条块顶端中部贯通开设有卡槽,且所述u型管对应卡设于卡槽内;同一所述定位结构上的多个卡槽间距贯通设置;处于所述u型管中端的卡槽槽口与u型管两端对应的卡槽槽口相互垂直。
8.进一步的,所述定位结构还包括按压结构;所述按压结构包括支撑板和摆动压紧结构;所述底板上多个定位条块相互远离一侧固设支撑板;所述支撑板上气缸驱动端与摆动压紧结构驱动结构;所述摆动压紧结构压紧端相应按压于卡槽上。
9.进一步的,所述摆动压紧结构包括拉杆、压臂和转轴;所述转轴一端与压臂中部铰接设置,所述转轴另一端与支撑板顶部转动结构;所述压臂一端活动连接有拉杆,且所述支撑板上气缸驱动端与拉杆远离压臂一端驱动连接;所述压臂远离拉杆一端相应摆动。
10.进一步的,所述摆动压紧结构还包括横条和压块;所述压臂远离拉杆一端上固设横条,形成一体t字型结构;所述横条上间距固设有压块;所述压块远离压臂一端向外延伸为按压端;所述按压端按压于对应的卡槽上限制于u型管。
11.进一步的,所述摆动压紧结构还包括l型按压块;处于所述u型管两端位置的横条两端上固设l型按压块;所述l型按压块弯折一端向下延伸按压于对应的卡槽上。
12.进一步的,所述抵紧结构包括抵柱;所述通槽内壁上间距固设有卡块;相邻所述卡块之间形成滑槽;所述抵柱对应活动设置于滑槽内;所述底板底部对应通槽位置上的气缸驱动端与抵柱另一端驱动连接;所述抵柱一端向上延伸为抵触端;所述抵触端侧壁相应抵触于u型管端壁上。
13.有益效果:本实用新型能稳固的将需要焊接的零件进行固定,避免移动;包括但不限于以下有益效果:
14.1)u型管间距于底板设置,并且u型管相应卡设在多个卡槽内,起到将u型管进行定位卡紧的作用;并且若干定位条块适应u型管u形投影分布,起到相对应稳固的作用;
15.2)先通过定位结构进行卡紧,然后在通过摆动压紧结构分别对u型管中部以及两端进行压紧,之后再通过抵紧结构抵在u型管两端端面上,进而更好的对u型管进行限位固定,便于焊接。
附图说明
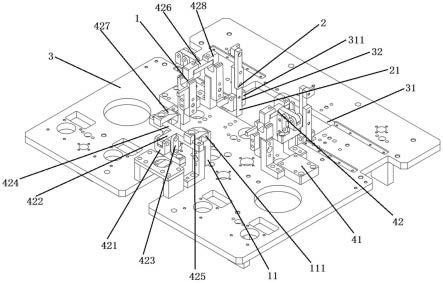
16.附图1为定位结构图;
17.附图2为抵紧结构图。
具体实施方式
18.下面结合附图对本实用新型作更进一步的说明。
19.如附图1-2:汽车扶手支架焊接工装的定位结构,包括定位结构1;多个所述定位结构1呈等腰三角形状间距分布;等腰三角形底边对应的顶点上的多个所述定位结构1远离等腰三角形腰边对应的顶点上的定位结构1一侧间距设置有多个抵紧结构2;u型管对应通过多个定位结构1限位设置,且所述u型管两端分别通过抵紧结构2抵紧设置。通过定位结构对u型管进行定位夹紧,然后再通过抵紧结构对u型管的两端进行抵紧,进而保证u型管能被夹紧稳固,避免焊接时u型管发生移动,造成焊接错位,产生误差,便于将零件焊接到u型管上,方便安装。
20.还包括底板3;所述底板3中部上对应设置呈等腰三角形分布的定位结构1;所述底板3上贯通开设有通槽31;所述通槽31靠近于等腰三角形底边位置设置,且所述抵紧结构2相应间距于定位结构1设置于通槽31两内壁上。抵紧结构设置在通槽位置内,能方便的对抵紧结构进行维修更换,同时拆装抵紧结构时,不容易对定位结构造成影响。
21.所述定位结构1包括竖向设置在底板3上的定位条块11;多个所述定位条块11间距平行排列设置;所述定位条块11顶端中部贯通开设有卡槽111,且所述u型管对应卡设于卡槽111内;同一所述定位结构1上的多个卡槽111间距贯通设置;处于所述u型管中端的卡槽111槽口与u型管两端对应的卡槽111槽口相互垂直。u型管间距于底板设置,并且u型管相应卡设在多个卡槽内,起到将u型管进行定位卡紧的作用;并且若干定位条块适应u型管u形投影分布,起到相对应稳固的作用。
22.所述定位结构1还包括按压结构4;所述按压结构4包括支撑板41和摆动压紧结构42;所述底板3上多个定位条块11相互远离一侧固设支撑板41;所述支撑板41上气缸驱动端与摆动压紧结构42驱动结构;所述摆动压紧结构42压紧端相应按压于卡槽111上。先通过定位条块对u型管进行定位卡紧,然后再通过摆动压紧结构将u型管压紧卡在卡槽内,进而在
焊接时能避免u型管移动,避免造成焊接位置不正的情况发生。
23.所述摆动压紧结构42包括拉杆421、压臂422和转轴423;所述转轴423一端与压臂422中部铰接设置,所述转轴423另一端与支撑板41顶部转动结构;所述压臂422一端活动连接有拉杆421,且所述支撑板41上气缸驱动端与拉杆421远离压臂422一端驱动连接;所述压臂422远离拉杆421一端相应摆动。气缸驱动端驱动拉杆带动压臂摆动,压臂摆动一端相应的能按压在卡槽上对u型管进行压紧,从而避免焊接时u型管发生移动。
24.所述摆动压紧结构42还包括横条424和压块425;所述压臂422远离拉杆421一端上固设横条424,形成一体t字型结构426;所述横条424上间距固设有压块425;所述压块425远离压臂422一端向外延伸为按压端427;所述按压端427按压于对应的卡槽111上限制于u型管。压臂通过横条带动压块摆动,进而能通过按压端按压在卡槽上,对u型管中部位置进行限位,避免u型管移动。
25.所述摆动压紧结构42还包括l型按压块428;处于所述u型管两端位置的横条424两端上固设l型按压块428;所述l型按压块428弯折一端向下延伸按压于对应的卡槽111上。压臂通过横条带动l型按压块按压于u型管两端的位置,通过分别对u型管中部段以及u型管两端进行卡紧后再压紧的操作,能更好的将u型管进行稳固。
26.所述抵紧结构2包括抵柱21;所述通槽31内壁上间距固设有卡块311;相邻所述卡块311之间形成滑槽32;所述抵柱21对应活动设置于滑槽32内;所述底板3底部对应通槽31位置上的气缸驱动端与抵柱21另一端驱动连接;所述抵柱21一端向上延伸为抵触端211;所述抵触端211侧壁相应抵触于u型管端壁上。气缸驱动端驱动抵柱上下运动抵触于u型管两端端面上;先通过定位结构进行卡紧,然后在通过摆动压紧结构分别对u型管中部以及两端进行压紧,之后再通过抵紧结构抵在u型管两端端面上,进而更好的对u型管进行限位固定,便于焊接。
27.以上仅为本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型上述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应同样视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1