一种水冷式氩焊机的制作方法
1.本实用新型涉及氩焊机技术领域,特别是一种水冷式氩焊机。
背景技术:
2.氩焊机一般指氩弧焊机,氩弧焊机是使用氩弧焊的机器,采用高压击穿的起弧方式,氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称tig,一般用于6~lomm的薄板焊接及厚板单面焊双面成形的封底焊,其中氩弧焊机按照电极的不同分为熔化极氩弧焊机和非熔化极氩弧焊机两种,非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体;
3.氩焊机在起弧过程中需利用高压电源器件与驱动电路的配合制动,来完成电弧的保护,整个过程中电弧的产生与输出都对驱动电路等电源器件稳定性存在影响,在连续作业过程中驱动电路的过热将影响制动功率,对起弧产生影响,现有氩焊机通常采用风冷组件来完成主机内部电路的冷却,其冷却效果与效率受限于工作环境的温度,适用性较差。
技术实现要素:
4.本实用新型的目的是,针对上述问题,提供一种水冷式氩焊机,包括主机、辅助箱与驱动电源盒,所述驱动电源盒设置于主机下端,所述辅助箱设置于驱动电源盒右侧;
5.所述主机与驱动电源盒内侧之间设置有散热片,所述散热片外侧环形布置有一圈换热管,且换热管其中一端设置有接头,所述散热片底端设置有与所述驱动电源盒内侧互通的导流扇;
6.所述辅助箱中设置有水冷头,所述水冷头与驱动电源盒之间插接有导流管,且导流管与接头相连,所述水冷头下端连接有环流管。
7.进一步的,所述主机正面嵌装有电控屏,所述电控屏左下端设置有安全开关,所述电控屏内侧下端与散热片之间设置有悬架。
8.进一步的,所述驱动电源盒中设置有辅助电源,所述辅助电源正面插接有接口端板。
9.进一步的,所述辅助电源上端串联有驱动电路板,所述驱动电路板位于导流扇下端。
10.进一步的,所述主机与驱动电源盒之间正面设置有窗槽,且窗槽内侧与散热片相邻。
11.进一步的,所述环流管内侧填充有冷却液。
12.由于采用上述技术方案,本实用新型具有以下有益效果:
13.本方案中的一种水冷式氩焊机,该氩焊机基于现有的氩焊起弧原理,通过内部驱动电路与辅助电源的配合来在电极针与工件间加以高频高压,并在过程中击穿氩气,使之
导电,供给持续的电流保证电弧稳定,起弧过程中,驱动电路与辅助电源的制动将开启散热片下的导流扇,驱动电路板与辅助电源产生的热量将随着导流扇搅动的气流而流入散热片中,利用散热片金属导热性能来吸附气流中的热量,而后,水冷头工作并压缩环流管中的冷却液,来将冷却液沿换流管、导流管、接头压缩至换热管中,此时冷却液将在换热管中循环流动,在冷却液流经散热片时,通过换热管与散热片的物理接触,来利用冷却液与散热片进行换热,以带离散热片表面的热量,最后通过冷却液循环流动时的自然冷却来完成氩焊机内部电路的散热;
14.该氩焊机焊接时采用焊条和工件接触引燃电弧的方式,通过提起焊条并保持一定距离,在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧,产生高温,焊条和焊件局部加热到融化状态,焊条端部熔化的金属和被熔化的焊件金属熔合在一起,形成熔池,在焊接中,电弧随焊条移动,熔池中的液态金属逐步冷却结晶后便形成焊缝,两焊件被焊接在一起,相比于传统的氩焊机散热方式在连续作业过程中冷却效果与效率受限于工作环境的温度,适用性较差,驱动电路的过热影响制动功率,对起弧产生影响的情况,该氩焊机利用密封设置的环形水冷管路来完成内部电路的散热,在保证安全性的情况下,其冷却液的导热、散热方式相比于传统的风冷,避免了周围环境温度对冷却效果的影响,进而避免了氩焊机在长期高强度作业时内部温度报警,影响内部驱动电路正常工作的情况,提高了该氩焊机的稳定性与适用性。
附图说明
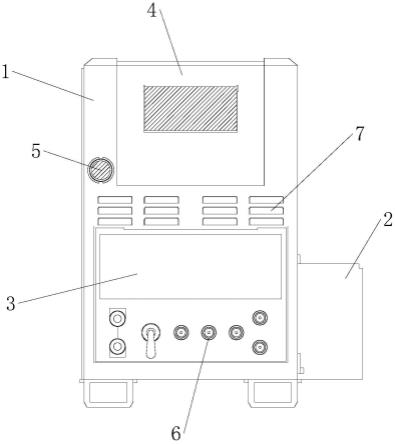
15.图1是本实用新型整体结构示意图。
16.图2是本实用新型内部结构示意图。
17.图3是本实用新型散热片侧视内部结构示意图。
18.附图中,1-主机、2-辅助箱、3-驱动电源盒、4-电控屏、5-安全开关、6-接口端板、7-窗槽、8-驱动电路板、9-辅助电源、10-悬架、11-散热片、12-导流管、13-水冷头、14-环流管、15-换热管、16-导流扇、17-接头。
具体实施方式
19.结合图1-图3,本实用新型公开了一种水冷式氩焊机,包括主机1、辅助箱2与驱动电源盒3,驱动电源盒3设置于主机1下端,辅助箱2设置于驱动电源盒3右侧;
20.主机1正面嵌装有电控屏4,电控屏4左下端设置有安全开关5,电控屏4内侧下端与散热片11之间设置有悬架10;
21.该氩焊机基于现有氩弧焊工作原理,其氩焊机包括的各类控制组件与控制原理基于现有氩弧焊机制动控制方式,氩弧焊的起弧为高压击穿的起弧方式,先在电极针与工件间加以高频高压,来击穿氩气,使之导电,然后供给持续的电流,保证电弧稳定,驱动电源盒3中设置有辅助电源9,辅助电源9正面插接有接口端板6,辅助电源9上端串联有驱动电路板8,在上述基础上,接口端板6表面设置有用于连接气源、电源等外接线路的各个规格接口,其接口规格符合现有氩弧焊机的接口规格标准,同时主机1主回路、辅助电源9、驱动电路板8驱动电路等方面的工作原理基于传统手弧焊机工作方式,具体为焊接时采用焊条和工件接触引燃电弧,然后提起焊条并保持一定距离,在焊接电源提供合适电弧电压和焊接电流
下电弧稳定燃烧,产生高温,焊条和焊件局部加热到融化状态,焊条端部熔化的金属和被熔化的焊件金属熔合在一起,形成熔池,同时主机1、辅助电源9与驱动电路板8在氩弧焊输出端的正负极间接有压敏电阻与电容,其对于高频高压电流来说明相当于短路同时,正负端都接有抗高频的电感线圈,使得氩弧焊机在作业时控制了高频高压电流反窜到二次整流的电路中,只在输出端形成回路,在焊接中,电弧随焊条移动,熔池中的液态金属逐步冷却结晶后便形成焊缝,两焊件被焊接在一起;
22.其中电弧在非熔化极和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体常用氩气,形成一个保护气罩,使钨极端部、电弧和熔池及邻近热影响区的高温金属不与空气接触,能防止氧化和吸收有害气体;
23.主机1与驱动电源盒3内侧之间设置有散热片11,散热片11外侧环形布置有一圈换热管15,且换热管15其中一端设置有接头17,散热片11底端设置有与驱动电源盒3内侧互通的导流扇16;
24.辅助箱2中设置有水冷头13,水冷头13与驱动电源盒3之间插接有导流管12,且导流管12与接头17相连,水冷头13下端连接有环流管14;
25.主机1与驱动电源盒3之间正面设置有窗槽7,且窗槽7内侧与散热片11相邻;
26.该氩焊机在起弧过程中,驱动电路与辅助电源9的制动将开启散热片11下的导流扇16,过程中驱动电路板8与辅助电源9产生的热量将随着导流扇16搅动的气流而流入散热片11中,其中散热片11为横向等间距分布的铜片,利用其金属导热性能来吸附气流中的热量,环流管14内侧填充有冷却液,而后,水冷头13工作并压缩环流管14中的冷却液,来将冷却液沿换流管14、导流管12、接头17压缩至换热管15中,此时冷却液将在换热管15循环流动,在冷却液流经散热片11时,通过换热管15与散热片11的物理接触,来利用冷却液与散热片11进行换热,以带离散热片11表面的热量,最后通过冷却液循环流动时的自然冷却来完成氩焊机内部电路的散热;
27.相比于传统的氩焊机散热方式,该氩焊机利用密封设置的环形水冷管路来完成内部电路的散热,在保证安全性的情况下,其冷却液的导热、散热方式相比于传统的风冷,避免了周围环境温度对冷却效果的影响,进而避免了氩焊机在长期高强度作业时内部温度报警,影响内部驱动电路正常工作的情况,提高了该氩焊机的稳定性与适用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1