一种用于掘进机保持架加工的装夹工装的制作方法
1.本实用新型涉及轴承加工技术领域,具体涉及一种用于掘进机保持架加工的装夹工装。
背景技术:
2.掘进机全名叫盾构隧道掘进机,是一种隧道掘进的专用工程机械,具有开挖切削土体、输送土渣、拼装隧道衬砌、测量导向纠偏等功能。
3.掘进机主轴承是使用在主驱动系统上的低速重载轴承,一般结构形式为三排圆柱滚子轴承。掘进机一般工作在地底隧道,环境恶劣,并且掘进机在掘进过程中受到轴向力、径向力和倾覆力矩影响,为了使掘进机在服役期间正常运转,作为核心部件的掘进机主轴承必须有优良的性能和可靠的寿命。
4.掘进机主轴承的核心部件之一是保持架。三排圆柱滚子轴承一般有两组轴向保持架和一组径向保持架。如果保持架的精度达不到相关要求,就可能造成滚动体卡死,加速掘进机主轴承失效。
5.掘进机主轴承保持架目前有两种主流的结构形式。第一种为分段式全铜保持架,这种类型的保持架加工精度和可靠性都比较高,但是价格高昂,铸造困难,很难应用于大直径掘进机主轴承。第二种为钢-铜焊接保持架,钢作为保持架主体以达到高的强度,铜块以焊接的方式与钢连接,铜块作为接触面与主轴承套圈接触,减少掘进机主轴承运转过程中产生的摩擦。钢-铜焊接保持架价格便宜,使用寿命可满足掘进机服役要求,但是钢-铜焊接保持架在焊接和后续加工中有较大的残余应力,并且钢-铜保持架为薄壁零件,在加工装夹过程中极易产生变形,难以达到所需要的表面精度和形位精度。
6.综上所述,急需一种钢-铜保持架的加工装夹工装以解决现有技术中存在的问题。
技术实现要素:
7.本实用新型目的在于提供一种用于掘进机保持架加工的装夹工装,具体技术方案如下:
8.一种用于掘进机保持架加工的装夹工装包括第一装夹组件,第一装夹组件包括组合实现对保持架进行装夹的垫块、外径顶块和内径顶块,所述垫块位于所述外径顶块和保持架之间,垫块的接触面为连续曲面且与保持架外壁完全贴合;内径顶块与外径顶块对应设置,且内径顶块的接触面为连续曲面且曲率为保持架内壁曲率的0.85-0.95倍。
9.所述装夹工装还包括第二装夹组件,第二装夹组件包括组合实现对保持架进行装夹的外径粘贴块和内径粘贴块,所述外径粘贴块与内径粘贴块相对应设置,外径粘贴块的接触面为连续曲面且与保持架外壁完全贴合,内径粘贴块的接触面为连续曲面且与保持架内壁完全贴合。
10.进一步的,装夹工装可拆卸式设置在机床工作台上。
11.作为优选,所述内径粘贴块和外径粘贴块通过工业胶安装在机床工作台上。
12.作为优选,所述外径顶块固定在机床工作台上,所述内径顶块可拆卸式设置在机床工作台上。
13.进一步的,第一装夹组件对保持架的夹紧力以及第二装夹组件对保持架的夹紧力均垂直于保持架的内壁。
14.作为优选,所述第一装夹组件以及第二装夹组件均位于保持架刚性最大位置。
15.作为优选,沿保持架的周向,并列设置多组第一装夹组件和第二装夹组件,相邻的第一装夹组件之间至少设有一组第二装夹组件。
16.作为优选,所述外径顶块和内径顶块的材质均为碳钢;所述垫块为树脂垫块。
17.作为优选,所述内径粘贴块和外径粘贴块通过工业胶与保持架贴合。
18.保持架加工时,外径粘贴块和内径粘贴块通过工业胶与保持架相连接,保证保持架自然状态可以放置于机床工作台上,不受保持架底部支脚平面度差影响,同时提供小部分夹持力;树脂垫块和外径顶块刚性连接,和内径顶块一起夹紧保持架,夹持在保持架刚性最大的位置的两端,防止保持架产生变形,并提供大部分夹持力。
19.应用本实用新型的技术方案,具有以下有益效果:
20.1、本实用新型提供的掘进机保持架装夹工装可以最大限度地降低保持架装夹过程中产生的变形。
21.2、本实用新型提供的掘进机保持架装夹工装可以实现一次装夹,加工所有精加工表面,减少了多次装夹时间,避免了重复装夹产生的定位误差。
22.3、本实用新型提供的掘进机保持架装夹工装部分零件可适用于不同规格保持架的加工,互换性强。
23.4、本实用新型提供的掘进机保持架装夹工装零件使用材料为常用材料,制造成本低。
24.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
25.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
26.图1是钢-铜保持架的结构示意图;
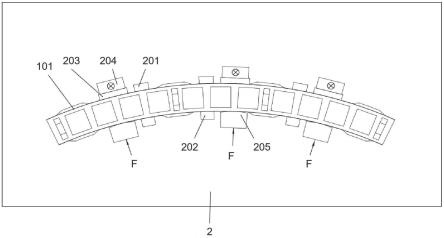
27.图2是装夹工装装夹钢-铜保持架时的示意图。
28.其中,101-钢结构本体,102-外径铜块,103-内径铜块,104-铜支脚,201-外径粘贴块,202-内径粘贴块,203-树脂垫块,204-外径顶块、205-内径顶块,2-机床工作台。
具体实施方式
29.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以根据权利要求限定和覆盖的多种不同方式实施。
30.如图1所示,本实施例提供了一种掘进机主轴承钢-铜保持架,所述掘进机主轴承钢-铜保持架包括一个钢结构本体101,三个外径铜块102,三个内径铜块103和八个铜支脚
104。
31.具体的,铜支脚前后左右各两个,所述铜块或支脚通过焊接方式与保持架钢体连接。保持架左右对称,前后对称。其中,内外铜块圆弧面、支脚平面、兜孔和保持架钢体两端面为加工面。
32.其中,所述钢结构本体101为带有兜孔的圆弧结构,兜孔之间设置兜孔梁,兜孔梁的俩端为保持架刚性最大的位置的两端,所述外径铜块102安装在钢结构本体101外壁,所述内径铜块103安装在钢结构本体101内壁,所述铜支脚104安装在钢结构本体101底面。
33.进一步的,外径铜块102,内径铜块103和铜支脚104通过焊接方式与钢结构本体101联结。
34.如图2所示的一种用于轴承钢-铜保持架加工的装夹工装,包括三个或者三个以上外径粘贴块201,三个或者三个以上内径粘贴块202,三个树脂垫块203,三个外径顶块204和三个内径顶块205。
35.其中,所述外径粘贴块201与保持架钢结构本体101外壁接触,树脂垫块203的接触面为连续曲面且与保持架外壁完全贴合,内径顶块205的接触面为连续曲面且曲率为保持架内壁曲率的0.85-0.95倍;
36.进一步的,所述外径粘贴块201与内径粘贴块202配合实现对圆弧形保持架的装夹,外径粘贴块201的接触面为连续曲面且与保持架外壁完全贴合,内径粘贴块202的接触面为连续曲面且与保持架内壁完全贴合。
37.需要说明的是,树脂垫块203具有微小塑性变形的特点,在夹紧力的作用下可与保持架钢结构本体101外壁紧密贴合。
38.进一步的,所述外径顶块204通过压板固定在机床工作台2上,外径顶块204与树脂垫块203联结,提高夹持刚性。
39.作为优选,外径顶块204材质为碳钢,有较强的刚性。
40.与之相对的,所述内径顶块205与保持架钢结构本体101内壁接触,内径顶块205与保持架钢结构本体101内壁接触面的曲率为保持架钢结构本体101内径面的曲率的0.85-0.95倍,目的是为了防止外径顶块204和内径顶块205共同加持下造成钢-铜保持架圆弧变形。
41.本实施例的应用于轴承保持架加工工艺的具体方式如下:
42.钢-铜保持架加工时,外径粘贴块201和内径粘贴块202通过工业胶与钢-铜保持架相连接,保证钢-铜保持架自然状态可以放置于机床工作台2上,不受保持架底部支脚平面度差影响,同时提供小部分夹持力。树脂垫块203和外径顶块204固定连接,和内径顶块205一起夹紧保持架,夹持在钢-铜保持架兜孔梁的两端,防止保持架产生变形,并提供大部分夹持力。
43.本实施例的应用于上述掘进机主轴承钢-铜保持架的加工工艺流程如下:
44.第一步,将钢-铜保持架放置在工作台上,通过工业胶将外径粘贴块201和内径粘贴块202分别粘在钢结构本体101的外壁和内壁,内外径粘贴块201底部通过工业胶粘贴在机床工作台2上。
45.第二步,将树脂垫块203靠紧钢-铜保持架外径面,外径顶块204靠紧顶紧块并用压板固定在机床工作台2上,树脂垫块203有一定的刚性且有适量的塑性变形量,可以使钢结
构本体101的外壁和树脂垫块203紧密贴合,以此提供足够的摩擦力,并且不会受到保持架外径圆弧表面质量不佳的影响。
46.第三步,将内径顶块205靠紧钢结构本体101的内壁,保证外径顶块204与内径顶块205在同一角度,并且内径顶块205与保持架内径圆弧面内相切于钢结构本体101兜孔梁的位置(内径顶块205采用可拆卸式设计,便于根据不同产品调节夹紧力)。内径顶块205与钢结构本体101接触面的曲率为钢结构内壁圆弧的曲率的0.85-0.95倍。钢结构本体101兜孔梁位置刚性较大,可以保证保持架圆弧不会因为夹紧产生变形。通过螺栓顶紧内径顶块205,顶紧力要适当,保证保持架加工中固定良好即可。
47.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1