一种刹车壳体铣槽用工装的制作方法
1.本技术涉及固定工装技术领域,尤其是涉及一种刹车壳体铣槽用工装。
背景技术:
2.飞机在降落时,需要降低飞机的行驶速度,一般降低行驶速度的方式有三种,第一种是通过飞机的引擎反推;第二种是通过机翼上的反推板与空气配合提供减速反推;第三种是通过刹车系统对机轮进行制动;三种减速方法共同作用使飞机减速。
3.在使用刹车系统对机轮制动时需要使用刹车壳体,刹车壳体包括底座、筒体以及内环,底座、筒体以及内环均同轴设置,底座边沿开设有波浪状缺口,每一波浪状缺口的波峰处开设有一通孔,多个通孔沿筒体的周向均匀开设;筒体外侧壁上一体连接有多条加强肋,多条加强肋沿筒体的周向均匀分布,每条加强肋上需要铣安装槽,安装槽沿加强肋的长度方向开设;内环与筒体内侧壁一体连接,内环上开设有多个让位孔,多个让位孔沿内环的周向均匀分布;筒体的内侧壁靠近顶壁处一体连接有多个延伸块,多个延伸块沿筒体的周侧均匀分布,且每一延伸块上开设有螺纹孔,螺纹孔的轴向与筒体的轴向平行设置。
4.针对上述中的相关技术,发明人认为将刹车壳体放置于铣床上,在铣刀与刹车壳体对位后,铣床的铣刀在刹车壳体的加强肋上铣安装槽时可能导致刹车壳体的位置发生变化,影响安装槽的加工精度。
技术实现要素:
5.为了提高安装槽的加工精度,本技术提供一种刹车壳体铣槽用工装,采用如下的技术方案:
6.一种刹车壳体铣槽用工装,下承板、连接螺栓、上压板以及防转机构;
7.刹车壳体位于所述下承板与所述上压板之间;
8.所述连接螺栓穿过所述上压板设置,且所述连接螺栓与所述上压板滑动连接;所述连接螺栓穿过所述下承板设置,且所述连接螺栓与所述下承板螺纹连接;
9.所述防转机构用于防止刹车壳体与所述下承板发生相对转动。
10.通过采用上述技术方案,将下承板放置于铣床上固定,然后将刹车壳体放置于下承板上,将上压板放置于刹车壳体上,然后拧动连接螺栓,连接螺栓穿过上压板和刹车壳体中部空腔与下承板螺纹连接,上压板、连接螺栓和下承板配合将刹车壳体压紧,然后再调节防转机构,防转机构对刹车壳体进一步固定,防止刹车壳体与下承板发生相对转动,然后调节铣刀的位置开始加工即可;设计的刹车壳体洗槽用工装,通过下承板、上压板以及连接螺栓便于将刹车壳体压紧,通过防转机构便于与上压板和连接螺栓配合实现刹车壳体的完全固定,进而便于铣床对刹车壳体上的加强肋进行安装槽的铣削加工,提高了安装槽的加工精度。
11.可选的,所述防转机构包括至少两个限位柱;
12.所述限位柱与所述下承板连接,所述限位柱穿过通孔设置,且所述限位柱与刹车
壳体滑动连接。
13.通过采用上述技术方案,将底座上的其中两个通孔对准下承板上的两个限位柱,然后向刹车壳体施力,使得限位柱插入通孔内腔中,然后将上压板放置于筒体顶壁上,再拧紧连接螺栓将刹车壳体压紧即可;设计的防转机构,通过两个限位柱可以防止刹车壳体与下承板发生相对转动,进而与上压板、下承板和连接螺栓配合实现刹车壳体的完全固定。
14.可选的,所述防转机构包括多组防转组件,所述防转组件包括仿形块和至少两个用于固定所述仿形块的固定件;
15.所述下承板上开设有用于放置所述仿形块的放置腔,所述仿形块与底座的波浪状缺口贴合。
16.通过采用上述技术方案,将刹车壳体放置于下承板上,然后将上压板放置于筒体顶壁上,拧动连接螺栓将刹车壳体压紧,然后将仿形块放置于放置腔中,此时仿形块与底座的波浪状缺口贴合,再调节固定件将仿形块与下承板固定即可;设计的防转机构,通过仿形板便于抵紧刹车壳体,防止刹车壳体与下承板发生相对转动,通过固定件便于固定仿形块。
17.可选的,所述固定件包括两根定位销;
18.所述定位销穿过所述仿形块设置,且所述定位销与所述仿形块滑动连接;
19.所述定位销插入所述下承板设置,且所述定位销与所述下承板滑动连接。
20.通过采用上述技术方案,将刹车壳体放置于下承板上,然后将上压板放置于筒体顶壁上,拧动连接螺栓将刹车壳体压紧,然后将仿形块放置于放置腔内,此时仿形块与底座的波浪状缺口贴合,将定位销穿过仿形块并插入下承板中即可;设计的固定件,通过定位销便于固定仿形块。
21.可选的,所述固定件包括两个定位螺栓;
22.所述定位螺栓穿过所述仿形块设置,且所述定位螺栓与所述仿形块螺纹连接;
23.所述定位螺栓穿过所述下承板设置,且所述定位螺栓与所述下承板螺纹连接。
24.通过采用上述技术方案,将刹车壳体放置于下承板上,然后将上压板放置于筒体顶壁上,拧动连接螺栓将刹车壳体压紧,然后将仿形块放置于放置腔内,此时仿形块与底座的波浪状缺口贴合,将定位螺栓穿过仿形块并与下承板螺纹连接即可;设计的固定件,通过定位螺栓便于固定仿形块。
25.可选的,所述防转机构包括至少一根定位杆;
26.所述定位杆穿过让位孔设置,且所述定位杆与内环滑动连接;
27.所述定位杆插入所述下承板设置,且所述定位杆与所述下承板滑动连接。
28.通过采用上述技术方案,将刹车壳体放置于下承板上,然后将至少一根定位杆穿过让位孔并插入下承板中,再将上压板放置于筒体顶壁上,调节连接螺栓使得上压板与下承板配合将刹车壳体压紧;设计的防转机构,通过定位杆便于防止刹车壳体与下承板发生相对转动。
29.可选的,所述上压板上开设有用于供所述定位杆插入的锁止槽,所述定位杆与所述上压板滑动连接,且所述上压板与筒体顶壁贴合时,所述定位杆插入所述锁止槽内。
30.通过采用上述技术方案,设计的锁止槽,便于进一步对定位杆提供支撑,降低定位杆因受力过大发生偏转的可能性。
31.可选的,所述上压板上连接有至少一个定位块,且所述上压板与筒体顶壁贴合时,
所述定位块与相邻的两个延伸块相互靠近一侧抵接。
32.通过采用上述技术方案,设计的定位块,可以与上压板、连接螺栓以及下承板配合降低刹车壳体与下承板发生相对转动的可能性。
33.综上所述,本技术包括以下至少一种有益技术效果:
34.1.设计的刹车壳体铣槽用工装,通过下承板、上压板以及连接螺栓便于将刹车壳体压紧,通过防转机构便于与上压板和连接螺栓配合实现刹车壳体的完全固定,进而便于铣床对刹车壳体上的加强肋进行安装槽的铣削加工,提高了安装槽的加工精度;
35.2.设计的刹车壳体铣槽用工装,通过定位杆便于防止刹车壳体与下承板发生相对转动;
36.3.设计的刹车壳体铣槽用工装,通过定位块,可以与上压板、连接螺栓以及下承板配合降低刹车壳体与下承板发生相对转动的可能性。
附图说明
37.图1是本技术的刹车壳体的整体结构示意图;
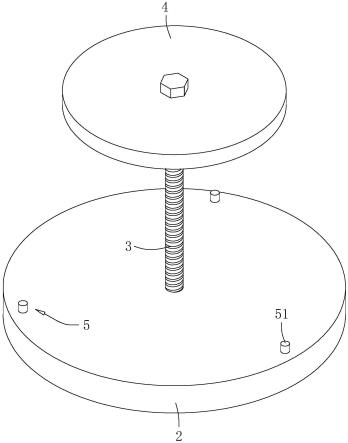
38.图2是本技术实施例1的一种刹车壳体铣槽用工装的整体结构示意图;
39.图3是本技术实施例1的一种刹车壳体铣槽用工装的局部结构示意图;
40.图4是本技术实施例2的一种刹车壳体铣槽用工装的整体结构示意图;
41.图5是本技术实施例3的一种刹车壳体铣槽用工装的整体结构示意图;
42.图6是本技术实施例4的一种刹车壳体铣槽用工装的整体结构示意图;
43.图7是本技术实施例4的一种刹车壳体铣槽用工装的局部结构示意图。
44.附图标记:1、刹车壳体;11、底座;111、通孔;12、筒体;13、内环;131、让位孔;14、加强肋;141、安装槽;15、延伸块;151、螺纹孔;2、下承板;21、放置腔;3、连接螺栓;4、上压板;41、锁止槽;5、防转机构;51、限位柱;52、防转组件;521、仿形块;522、固定件;5221、定位销;5222、定位螺栓;53、定位杆;6、定位块。
具体实施方式
45.以下结合附图1-7对本技术作进一步详细说明。
46.实施例1
47.本技术实施例1公开一种刹车壳体铣槽用工装。
48.参照图1、图2以及图3,一种刹车壳体铣槽用工装包括下承板2、连接螺栓3、上压板4以及防转机构5;下承板2所在平面与上压板4所在平面平行,刹车壳体1位于下承板2和上压板4之间,刹车壳体1包括底座11、筒体12以及内环13,底座11、筒体12以及内环13均同轴设置,底座11与筒体12的底壁一体连接,底座11边沿开设有波浪状缺口,每一波浪状缺口的波峰处开设有一通孔111,多个通孔111沿筒体12的周向均匀开设,通孔111的轴线方向与筒体12的轴线方向平行设置。
49.参照图1,筒体12外侧壁上一体连接有多条加强肋14,多条加强肋14沿筒体12的周向均匀分布,加强肋14的长度方向与筒体12的轴线方向平行,每条加强肋14上铣安装槽141,安装槽141沿加强肋14的长度方向开设;内环13与筒体12的内侧壁一体连接,内环13上开设有多个让位孔131,多个让位孔131沿内环13的周向均匀分布,且让位孔131的轴线方向
与筒体12的轴线方向平行。
50.参照图1,筒体12的内侧壁靠近顶壁处一体连接有多个延伸块15,多个延伸块15沿筒体12的周侧均匀分布,且每一延伸块15上均开设有螺纹孔151,螺纹孔151的轴向与筒体12的轴向平行设置。
51.参照图1、图2和图3,上压板4底壁上焊接有至少一个定位块6,上压板4底壁与筒体12顶壁贴合时,定位块6插入相邻的两个延伸块15之间,且定位块6与相邻的两个延伸块15相互靠近一侧抵接;本实施例中定位块6的数量为两个,两个定位块6于上压板4上沿定位螺栓5222的周向均匀分布。
52.参照图1、图2和图3,连接螺栓3与筒体12同轴设置,连接螺栓3穿过上压板4设置,且连接螺栓3与上压板4滑动连接,连接螺栓3穿过下承板2设置,且连接螺栓3与下承板2螺纹连接;底座11放置于下承板2上,上压板4与筒体12顶壁抵接。
53.参照图1、图2和图3,防转机构5用于防止刹车壳体1与下承板2发生相对转动;防转机构5包括至少两个限位柱51,限位柱51与下承板2一体连接,限位柱51穿过通孔111设置,且限位柱51与底座11滑动连接;本实施例中,限位柱51的数量为三个。
54.本技术实施例1一种刹车壳体铣槽用工装的实施原理为:将下承板2放置于铣床上固定,调整底座11上通孔111的位置,使其对准下承板2上的限位柱51,然后向刹车壳体1施力,使得刹车壳体1朝向下承板2一侧运动,直至限位柱51插入通孔111中;将上压板4放置于刹车壳体1上,并使得定位块6插入相邻的两个延伸块15之间并与相邻的两个延伸块15抵接贴合,然后拧动连接螺栓3,连接螺栓3穿过上压板4和刹车壳体1中部空腔与下承板2螺纹连接,上压板4、连接螺栓3和下承板2配合将刹车壳体1压紧,然后调节铣刀的位置开始加工即可。
55.实施例2
56.参照图1和图4,本实施例2与实施例1的不同之处在于,防转机构5包括多组防转组件52,本实施例中防转组件52的数量为两组,两组防转组件52沿筒体12的周向均匀分布;防转组件52包括仿形块521和至少两个用于固定仿形块521的固定件522,下承板2上开设有用于放置仿形块521的放置腔21,仿形块521的顶壁与放置腔21的底壁抵接,仿形块521伸出放置腔21的延伸段与底座11边沿开设的波浪状缺口贴合。
57.参照图1和图4,固定件522包括两根定位销5221,定位销5221穿过仿形块521设置,且定位销5221与仿形块521滑动连接,下承板2上开设有用于供所述定位销5221插入的销孔,且定位销5221与下承板2滑动连接。
58.本技术实施例2一种刹车壳体铣槽用工装的实施原理为:将仿形块521放置于放置腔21中,然后将两根定位销5221穿过仿形块521和下承板2将仿形块521固定,将下承板2放置于铣床上固定,然后向刹车壳体1施力,使得刹车壳体1朝向下承板2一侧运动,并使得底座11上的波浪状缺口与仿形块521贴合;将上压板4放置于刹车壳体1上,并使得定位块6插入相邻的两个延伸块15之间并与相邻的两个延伸块15抵接贴合,然后拧动连接螺栓3,连接螺栓3穿过上压板4和刹车壳体1中部空腔与下承板2螺纹连接,上压板4、连接螺栓3和下承板2配合将刹车壳体1压紧,然后调节铣刀的位置开始加工即可。
59.实施例3
60.参照图1和图5,本技术实施例3与实施例2的不同之处在于,固定件522包括两个定
位螺栓5222,定位螺栓5222穿过仿形块521设置,且定位螺栓5222与仿形块521螺纹连接,定位螺栓5222穿过下承板2设置,且定位螺栓5222与下承板2螺纹连接。
61.本技术实施例3一种刹车壳体铣槽用工装的实施原理为:将仿形块521放置于放置腔21中,然后将两个定位螺栓5222穿过仿形块521和下承板2将仿形块521固定,将下承板2放置于铣床上固定,然后向刹车壳体1施力,使得刹车壳体1朝向下承板2一侧运动,并使得底座11上的波浪状缺口与仿形块521贴合;将上压板4放置于刹车壳体1上,并使得定位块6插入相邻的两个延伸块15之间并与相邻的两个延伸块15抵接贴合,然后拧动连接螺栓3,连接螺栓3穿过上压板4和刹车壳体1中部空腔与下承板2螺纹连接,上压板4、连接螺栓3和下承板2配合将刹车壳体1压紧,然后调节铣刀的位置开始加工即可。
62.实施例4
63.参照图1、图6和图7,本技术实施例4与实施例1的不同之处在于,防转机构5包括至少一根定位杆53,定位杆53的轴线方向与筒体12的轴线方向平行,定位杆53穿过让位孔131设置,且定位杆53与内环13滑动连接;下承板2上开设有用于供定位杆53插入的定位孔,且定位杆53与下承板2滑动连接;本实施例中定位杆53的数量为一根。
64.参照图1和图7,上压板4底壁上开设有用于供定位杆53插入的锁止槽41,定位杆53与上压板4滑动连接,且上压板4与筒体12顶壁贴合时,定位杆53插入锁止槽41的内腔中。
65.本技术实施例4一种刹车壳体铣槽用工装的实施原理为:将下承板2放置于铣床上固定,然后向刹车壳体1施力,使得刹车壳体1放置与下承板2上,再将一根定位杆53穿过让位孔131插入下承板2中,定位杆53与连接螺栓3配合防止刹车壳体1与下承板2发生相对转动;将上压板4放置于刹车壳体1上,并使得定位块6插入相邻的两个延伸块15之间并与相邻的两个延伸块15抵接贴合,同时,定位杆53插入锁止槽41内,然后拧动连接螺栓3,连接螺栓3穿过上压板4和刹车壳体1中部空腔与下承板2螺纹连接,上压板4、连接螺栓3和下承板2配合将刹车壳体1压紧,然后调节铣刀的位置开始加工即可。
66.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1