一种具有精确定位功能的五金件冲压模具的制作方法
1.本实用新型涉及模具领域,具体是涉及一种具有精确定位功能的五金件冲压模具。
背景技术:
2.冲压模具,是在冷冲压加工中,将材料金属或非金属加工成零件或半成品的一种特殊工艺装备,称为冷冲压模具俗称冷冲模。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.冲压模具在使用一段时间后,导向柱与导向筒之间发生磨损,同时模具的合模精度降低后不能及时通知到操作者,为此我们提出了一种具有精确定位功能的五金件冲压模具,以便于解决上述提出的问题。
技术实现要素:
4.为解决上述技术问题,提供及一种具有精确定位功能的五金件冲压模具,本技术方案解决冲压模具在使用一段时间后,导向柱与导向筒之间发生磨损,同时模具的合模精度降低后不能及时通知到操作者的问题。
5.为达到以上目的,本实用新型采用的技术方案为:
6.一种具有精确定位功能的五金件冲压模具,包括下模座、下模具、上模座和上模具,所述下模座上表面安装有下模具,所述下模座上方设有上模座,所述上模座下表面安装有上模具,所述上模具与下模具相互配合,所述下模座上表面边角处均安装有导向筒,所述上模座下表面边角处均安装有导向柱,所述导向柱与导向筒相互插接,所述导向筒顶部开设有安装槽,所述安装槽内腔设有储油圈,所述下模具上表面边角处均开设有定位孔,所述上模具下表面边角处开设有伸缩孔,所述伸缩孔内腔顶部设有压力开关,所述伸缩孔内腔活动插接有定位杆。
7.作为本实用新型的一种优选技术方案,所述导向筒外壁顶部设有固定座,所述固定座上表面设有储油桶,所述储油桶通过管道与安装槽贯通相连。
8.作为本实用新型的一种优选技术方案,所述导向筒内腔设有支撑弹簧。
9.作为本实用新型的一种优选技术方案,所述伸缩孔内腔设有复位弹簧。
10.作为本实用新型的一种优选技术方案,所述定位孔顶部表面活动设有涂油棉,所述涂油棉内径与定位杆外径相同。
11.作为本实用新型的一种优选技术方案,所述定位杆与定位孔插接相连,且定位杆与定位孔之间间隙配合。
12.与现有技术相比,本实用新型的有益效果在于:储油桶内壁通过管道与安装槽贯穿相连,储油桶内的润滑油可在重力的作用下通过管道流进安装槽内,安装槽内设有储油圈,储油圈可对安装槽内的润滑油进行吸收,导向柱在进行升降时,储油圈可将润滑油涂抹在导向柱表面,从而增加导向柱表面的润滑性,以减少导向柱与导向筒之间的磨损,从而使
模具始终保持最佳的精确性,上模具和下模具合模后伸缩孔内的定位杆插进定位孔内,当上模具和下模具合模精度降低后定位杆将发生歪斜,从而上模具和下模具在合模时定位杆将插不进定位孔内,定位杆在下模具的支撑下缩进伸缩孔内,定位杆与定位孔之间间隙配合,插接精度高,即使产生一点偏移,定位杆与定位孔都无法进行插接,可进一步的提升模具在合模时的精确性。
附图说明
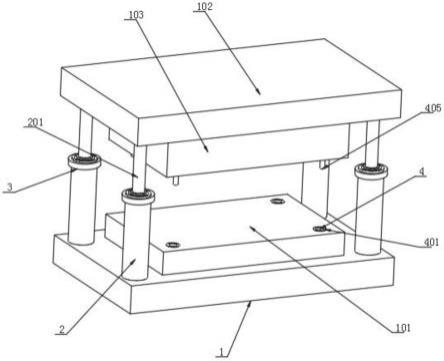
13.图1为本新型的整体结构示意图;
14.图2为本新型的导向筒剖面结构示意图;
15.图3为本新型的定位杆剖面结构示意图;
16.图4为本新型的储油桶剖面结构示意图。
17.图中标号为:
18.1、下模座;101、下模具;102、上模座;103、上模具;
19.2、导向筒;201、导向柱;202、支撑弹簧;203、安装槽;204、储油圈;
20.3、储油桶;301、固定座;
21.4、定位孔;401、涂油棉;402、伸缩孔;403、复位弹簧;404、压力开关; 405、定位杆。
具体实施方式
22.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
23.参照图1-4所示,一种具有精确定位功能的五金件冲压模具,包括下模座1、下模具101、上模座102和上模具103,下模座1上表面安装有下模具101,下模座1上方设有上模座102,上模座102下表面安装有上模具103,上模具103 与下模具101相互配合,下模座1上表面边角处均安装有导向筒2,上模座102 下表面边角处均安装有导向柱201,导向柱201与导向筒2相互插接,导向筒2 顶部开设有安装槽203,安装槽203内腔设有储油圈204,下模具101上表面边角处均开设有定位孔4,上模具103下表面边角处开设有伸缩孔402,伸缩孔402 内腔顶部设有压力开关404,伸缩孔402内腔活动插接有定位杆405,导向筒2 外壁顶部设有固定座301,固定座301上表面设有储油桶3,储油桶3通过管道与安装槽203贯通相连,导向筒2内腔设有支撑弹簧202,将下模座1与上模座 102分别与冲压机相连,胚件放置在下模具101表面,冲压机带动上模具103下降,通过上模具103和下模具101对胚件进行挤压,从而可实现对胚件的快速冲压成型,上模座102在下降的同时导向柱201插插进导向筒2内,通过导向柱 201和导向筒2相互插接可对上模座102起到导向的作用,可提升上模具103与下模具101之间的合模精度,冲压完成后通过导向筒2内的支撑弹簧202对导向柱201进行支撑,可使上模座102快速的复位,导向筒2外壁顶部通过固定座 301安装有储油桶3,储油桶3内壁通过管道与安装槽203贯穿相连,储油桶3 内的润滑油可在重力的作用下通过管道流进安装槽203内,安装槽203内设有储油圈204,储油圈204可对安装槽203内的润滑油进行吸收,导向柱201在进行升降时,储油圈204可将润滑油涂抹在导向柱201表面,从而增加导向柱201 表面的润滑性,以减少导向柱201与导向筒2之间的磨损,从而使模具始终保持最佳的精确性,上模具103和下模具101合模后伸缩孔402内的定位杆405插进定位孔4内,当上模具
103和下模具101合模精度降低后定位杆405将发生歪斜,从而上模具103和下模具101在合模时定位杆405将插不进定位孔4内,定位杆 405在下模具101的支撑下缩进伸缩孔402内,伸缩孔402内腔顶部设有压力开关404,定位杆405缩进伸缩孔402后,定位杆405顶部对压力开关404进行挤压,压力开关404可控制外界的警报装置进行鸣叫,从而提升操作者对模具进行调整,可进一步的提升模具在合模时的精确性。
24.参照图4所示,伸缩孔402内腔设有复位弹簧403,定位孔4顶部表面活动设有涂油棉401,涂油棉401内径与定位杆405外径相同,定位杆405与定位孔4插接相连,且定位杆405与定位孔4之间间隙配合,上模具103在抬升后定位杆405可在复位弹簧403的支撑下复位,涂油棉401可将润滑油涂抹在定位杆 405表面,可减少定位杆405与定位孔4之间的磨损,且定位杆405与定位孔4 之间间隙配合,插接精度高,即使产生一点偏移,定位杆405与定位孔4都无法进行插接。
25.工作原理:将下模座1与上模座102分别与冲压机相连,胚件放置在下模具 101表面,冲压机带动上模具103下降,通过上模具103和下模具101对胚件进行挤压,从而可实现对胚件的快速冲压成型,上模座102在下降的同时导向柱 201插插进导向筒2内,通过导向柱201和导向筒2相互插接可对上模座102起到导向的作用,可提升上模具103与下模具101之间的合模精度,储油桶3内的润滑油可在重力的作用下通过管道流进安装槽203内,储油圈204可对安装槽203内的润滑油进行吸收,导向柱201在进行升降时,储油圈204可将润滑油涂抹在导向柱201表面,从而增加导向柱201表面的润滑性,以减少导向柱201 与导向筒2之间的磨损,从而使模具始终保持最佳的精确性。
26.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1