风管生产线用调平压筋机的制作方法
1.本实用新型涉及一种风管生产线用调平压筋机,属于风管生产设备技术领域。
背景技术:
2.风管是用于空气输送和分布的管道系统,多用于工矿、企业、宾馆、商场等通风排气管道、中央空调管道等,其中金属风管就是用金属材料制作的风管,常用的包括镀锌铁皮和不锈钢等;按截面形状,风管可分为圆形风管、矩形风管等,其中圆形风管的阻力小,但其高度尺寸较大,制作较复杂,所以目前运用最多的是矩形风管。
3.目前矩形风管均由风管生产线来生产制作,从卷料下料到风管成型的整个过程都是由生产线上的设备独立不间断完成,中间过程不需要人手工参与,其通常包含放料架、托料架、调平压筋机、冲压模具、剪板机、辘骨机(咬口机)、送料平台、法兰机、折弯机等设备。其中调平压筋机用于将板料调平,然后在平直的板料上压出多道纵向加强筋。由于生产现场往往在风管安装现场,有严格的场地限制要求,因此传统的调平压筋机存在结构复杂不够精简的问题;由于采用敞开式结构,传统的调平压筋机在生产时有异物落入设备中破坏板料或内部辊组等问题;仅采用支撑杆连接两边侧板的结构在生产厚板料时显得刚性不足。
技术实现要素:
4.本实用新型的目的在于克服上述不足,提供一种结构简单紧凑、机架封闭性好、刚性高、能阻挡异物、能适应厚板料生产的风管生产线用调平压筋机。
5.本实用新型的目的是这样实现的:
6.风管生产线用调平压筋机,包含设置在机架上的进料压辊组、调平辊组、压筋辊组和计数辊组,所述机架包含底座、安装在底座上并包裹住底座的上盖;所述底座为由两个侧板和架设于两侧板之间的横向梁围成的口字形整体结构,两个侧板之间的顶面上还安装有h型加强梁,所述侧板上开设有辊座限位槽;所述上盖顶部设有检修窗及检修盖板。
7.进一步的,所述上盖的一端侧面开设有辊距调节通孔。
8.进一步的,所述进料压辊组包含通过轴承架设在两侧侧板上的进料支撑辊和两端升降设置在辊座限位槽中的上进料辊。
9.进一步的,所述调平辊组包含呈三角形布局的一个调平支撑辊和两个上调平辊,所述上调平辊两端升降设置于辊座限位槽中;所述辊座限位槽中转动设置有丝杆,丝杆的下部与上调平辊两端的辊座螺纹配合连接,丝杆的顶部设置有蜗轮,蜗轮通过蜗杆同步控制上调平辊两端的升降。
10.进一步的,所述压筋辊组包含通过轴承架设在两侧侧板上的压筋支撑辊和两端升降设置在辊座限位槽中的上压筋辊。
11.进一步的,所述计数辊组包含通过轴承架设在两侧侧板上的计数支撑辊和两端升降设置在辊座限位槽中的上计数辊。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型最低设置两个进料辊、三个调平辊、两个压筋辊和两个计数辊,使调平压筋辊组结构简单紧凑,能适用于风管生产线的要求;机架采用上盖架底座的封闭式结构,有效阻隔异物掉落,顶部设置的检修窗不会对检修造成不利影响;底座采用口字形整体结构,提高了机架的整体刚性,在上压筋辊位置还增设h型加强梁,进一步提高压筋支撑力,能适用于厚板料的调平压筋生产。
附图说明
14.图1为本实用新型风管生产线用调平压筋机的俯视结构示意图。
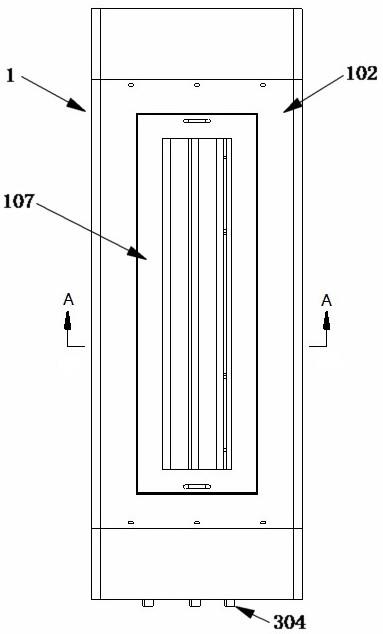
15.图2为本实用新型风管生产线用调平压筋机的正视结构示意图。
16.图3为本实用新型风管生产线用调平压筋机的a向剖视结构示意图。
17.图4为本实用新型风管生产线用调平压筋机的机架左视局部剖视结构示意图。
18.其中:
19.机架1、进料压辊组2、调平辊组3、压筋辊组4、计数辊组5;
20.底座101、上盖102、侧板103、横向梁104、h型加强梁105、辊座限位槽106、检修盖板107、辊距调节通孔108;
21.进料支撑辊201、上进料辊202、调平支撑辊301、上调平辊302、丝杆303、蜗杆304、压筋支撑辊401、上压筋辊402、计数支撑辊501、上计数辊502。
具体实施方式
22.参见图1~4,本实用新型涉及的一种风管生产线用调平压筋机,包含设置在机架1上的进料压辊组2、调平辊组3、压筋辊组4和计数辊组5,所述机架1包含底座101、安装在底座101上并包裹住底座101的上盖102;所述底座101为由两个侧板103和架设于两侧板103之间的横向梁104围成的口字形整体结构,两个侧板103之间的顶面上还安装有h型加强梁105,用于压筋支撑,所述侧板103上开设有辊座限位槽106;所述上盖102顶部设有检修窗及检修盖板107,上盖102的一端侧面还开设有辊距调节通孔 108,将手轮套装到位于辊距调节通孔108的蜗杆304端部并转动,即可方便地调节调平辊组3和压筋辊组4的上下辊距;
23.所述进料压辊组2包含通过轴承架设在两侧侧板103上的进料支撑辊 201和两端升降设置在辊座限位槽106中的上进料辊202,上进料辊202通过转动设置在辊座限位槽106中的丝杆303来调节其升降位置。
24.所述调平辊组3包含呈三角形布局的一个调平支撑辊301和两个上调平辊302,所述上调平辊302两端升降设置于辊座限位槽106中,所述调平支撑辊301通过轴承架设在两侧侧板103上;所述上调平辊302通过转动设置在辊座限位槽106中的丝杆303来调节其升降位置,丝杆303顶部设置有蜗轮,蜗轮通过蜗杆304同步控制上调平辊302两端的升降,蜗杆304 的端部伸出辊距调节通孔108。
25.所述压筋辊组4包含通过轴承架设在两侧侧板103上的压筋支撑辊401 和两端升降设置在辊座限位槽106中的上压筋辊402;所述压筋支撑辊401 通过轴承架设在两侧侧板103上,所述上压筋辊402两端升降设置于辊座限位槽106中,上压筋辊402通过转动设置在辊座限位槽106中的丝杆303 来调节其升降位置,丝杆303顶部设置有蜗轮,蜗轮通过蜗杆
304同步控制上压筋辊402两端的升降。
26.所述计数辊组5包含通过轴承架设在两侧侧板103上的计数支撑辊501 和两端升降设置在辊座限位槽106中的上计数辊502,上计数辊502通过转动设置在辊座限位槽106中的丝杆303来调节其升降位置,通过编码器追踪上计数辊502转动圈数来确定钢板长度。
27.所述进料压辊组2、调平辊组3、压筋辊组4和计数辊组5均通过齿轮、链轮和链条与动力装置传动连接。
28.所述调平压筋机安装在风管生产线上,由于其结构简单紧凑,特别适合用于对场地要求较小的风管u型生产线;板卷料由风管生产线前道放卷后进入调平压筋机进行调平、压筋处理,再经后道冲孔、剪切、咬口机咬口、法兰机和折弯机,形成风管单元。
29.由于本实用新型的机架1结构与传统的调平压筋机采用支撑件螺栓连接两侧边的结构不同,因此,在整机装配安装时,将位于下方的各个支撑辊从底座101下部镂空位置向上安装在侧板103上;各个上辊则通过底座 101上部安装于辊座限位槽106内,再安装丝杆303、蜗杆304等部件;再将上盖102安装在底座101上;需要检修时,打开检修盖板107即可。
30.本实用新型采用整体密封式机架,防止在调平压筋生产时有异物掉落至板料上进而影响板料质量或破坏内部辊组设备;整体式侧板结构具有较高的刚性,能用于较厚钢板的调平压筋生产。
31.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1