一种管梁复合半径弯曲成形装置的制作方法
1.本实用新型涉及管梁技术领域,尤其涉及一种管梁复合半径弯曲成形装置。
背景技术:
2.复合半径弯曲的管梁是指管梁延长度方向存在两段及以上不同半径弧段的管件,复合半径弯曲的管梁有些用于汽车结构件。
3.经检索,专利公告号为cn112742928a公开了一种履带式管梁弯曲成形装置,包括沿入料方向依次设置的支撑导向轮、履带式成形轮和成形控制轮,两个履带式成形轮相对管梁上下对称安装,各履带式成形轮设有基座,基座为长圆形,基座两侧端面的中部设有安装凸块,环绕基座周边设有环形的成形模,成形模相对基座运动,成形模由数对模块构成,每对模块设有由螺栓连接的外弧块和内弧块,外弧块设有包覆管梁的形槽,上下两履带式成形轮的外弧块相互对应,将管料匹配包覆;成形控制轮位于履带式成形轮的出料侧,成形控制轮的位置可调。本发明能够有效抑制成弧褶皱,从根源上控制了成弧褶皱;通过按给定方式控制成形控制轮的位置,可实现管梁内管梁变半径弯曲及正反向弧弯曲。
4.现有的管梁复合半径弯曲成形装置存在的缺陷是:
5.1、现有的管梁复合半径弯曲成形装置在作业期间,无法快速的根据管梁弯曲半径的需求进行持续性作业,需要人员在作业期间进行频繁的调节。
6.2、现有的管梁复合半径弯曲成形装置在作业期间,管梁在弯曲期间容易因作用力影响导致管梁整体发生走形,又容易导致管梁出现受力脱离的情况。
技术实现要素:
7.本实用新型的目的是针对背景技术中存在的问题,提出一种管梁复合半径弯曲成形装置。
8.本实用新型的技术方案:一种管梁复合半径弯曲成形装置,包括操作台,操作台的顶部固定安装有支撑板,支撑板的正面滑动安装有安装腔体,安装腔体内转动安装有主动弯曲模轮,安装腔体的正面固定安装有与主动弯曲模轮连接的第二减速电机,安装腔体两侧的支撑板上皆转动安装有从动弯曲辊轮,操作台的底部固定安装有两组与安装腔体底部连接的第一伸缩式液压缸,操作台底部的一侧固定安装有第一减速电机,从动弯曲辊轮上方的支撑板上固定安装有限位导向机构。
9.使用人员对管梁复合半径弯曲成形装置的完整性进行检测作业,通过支撑板实现了对装置上的安装组件进行承载安装,通过安装腔体实现了对主动弯曲模轮及第二减速电机进行承载安装,通过第二减速电机实现了带动主动弯曲模轮进行旋转,通过主动弯曲模轮实现了对管梁进行压实成型,通过第一伸缩式液压缸实现了对安装腔体升降调节,使装置达到了对管梁进行压实弯曲,从而达到成型效果,通过从动弯曲辊轮实现了对管梁进行辅助弯曲导向,起到了限制牵引的效果,通过第一减速电机实现了对从动弯曲辊轮进行同步带动旋转,通过限位导向机构实现了对弯曲的管梁进行限位导向。
10.优选的,操作台的底部固定安装有支撑架构,支撑架构包括支撑腿及连接杆,支撑架构底部的四角固定安装有支撑腿,且支撑腿之间通过连接杆安装连接。通过支撑架构实现了对操作台的稳定支撑,通过支撑腿及连接杆保证了支撑架构的四角互联支撑。
11.优选的,第一减速电机的输出端安装有与从动弯曲辊轮连接的皮带轮机构,皮带轮机构外侧的支撑板上固定安装有安装罩体,皮带轮机构通过皮带与轮盘组成。通过皮带轮机构实现了第一减速电机带动从动弯曲辊轮进行同步旋转,通过轮盘分别与从动弯曲辊轮以及第一减速电机的轴端对接安装,轮盘之间通过皮带相互连接。
12.优选的,安装腔体的背面滑动安装有与支撑板连接的滑动结构,且滑动结构通过滑槽与滑块组成。通过滑槽设置在支撑板上,滑槽通过滑块与安装腔体滑动连接。
13.优选的,限位导向机构包括固定环、第二伸缩液压缸、安装架及固型辊,支撑板的正面通过固定环固定安装有第二伸缩液压缸,第二伸缩液压缸的输出端对接安装有安装架,安装架内转动安装有固型辊。通过固定环实现对第二伸缩液压缸的限位固定,通过第二伸缩液压缸的带动安装架进行伸缩调节,使固型辊可以根据管梁的实际尺寸进行针对调节,完成弯曲作业。
14.优选的,支撑板的背面固定安装有控制开关,控制开关通过导线分别与第一减速电机、第一伸缩式液压缸及第二伸缩液压缸电性连接。通过控制开关实现了对装置上的电器部件进行电性控制,以便人员的实际作业需求。
15.与现有技术相比,本实用新型具有如下有益的技术效果:
16.该管梁复合半径弯曲成形装置通过安装腔体与主动弯曲模轮实现了对管梁进行压实成型,通过第一伸缩式液压缸实现了对安装腔体升降调节,使装置达到了对管梁进行压实弯曲,从而达到成型效果,这样的作业方式可以快速的根据管梁弯曲半径的需求进行持续性作业,无需过多的调节,通过从动弯曲辊轮实现了对管梁进行辅助弯曲导向,起到了限制牵引的效果;通过限位导向机构实现了对弯曲的管梁进行限位导向,既避免管梁在弯曲期间因作用力影响导致管梁整体发生走形,又能更好的保证管梁在弯曲期间位于在从动弯曲辊轮内部,防止受力脱离的情况。
附图说明
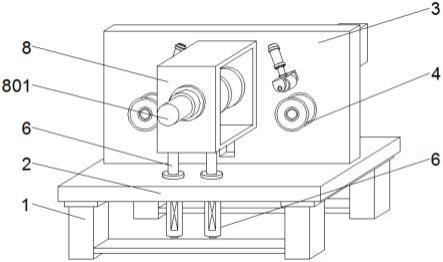
17.图1为本实用新型的立体图;
18.图2为本实用新型的正面结构图;
19.图3为本实用新型的背面结构图;
20.图4为本实用新型的限位导向机构结构图。
21.附图标记:1、支撑架构;2、操作台;3、支撑板;4、从动弯曲辊轮;5、限位导向机构;501、固定环;502、第二伸缩液压缸;503、安装架;504、固型辊;6、第一伸缩式液压缸;7、滑动结构;8、安装腔体;801、第二减速电机;9、主动弯曲模轮;10、安装罩体;1001、皮带轮机构;11、第一减速电机。
具体实施方式
22.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
23.实施例一
24.如图1、2、3、4所示,本实用新型提出的一种管梁复合半径弯曲成形装置,包括操作台2,操作台2的顶部固定安装有支撑板3,支撑板3的正面滑动安装有安装腔体8,安装腔体8内转动安装有主动弯曲模轮9,安装腔体8的正面固定安装有与主动弯曲模轮9连接的第二减速电机801,安装腔体8两侧的支撑板3上皆转动安装有从动弯曲辊轮4,操作台2的底部固定安装有两组与安装腔体8底部连接的第一伸缩式液压缸6,操作台2底部的一侧固定安装有第一减速电机11,从动弯曲辊轮4上方的支撑板3上固定安装有限位导向机构5,限位导向机构5包括固定环501、第二伸缩液压缸502、安装架503及固型辊504,支撑板3的正面通过固定环501固定安装有第二伸缩液压缸502,第二伸缩液压缸502的输出端对接安装有安装架503,安装架503内转动安装有固型辊504。
25.基于实施例1的管梁复合半径弯曲成形装置,工作原理是:使用人员对管梁复合半径弯曲成形装置完整性进行检测作业,通过支撑板3实现了对装置上的安装组件进行承载安装,通过安装腔体8实现了对主动弯曲模轮9及第二减速电机801进行承载安装,通过第二减速电机801实现了带动主动弯曲模轮9进行旋转,通过主动弯曲模轮9实现了对管梁进行压实成型,通过第一伸缩式液压缸6实现了对安装腔体8升降调节,使装置达到了对管梁进行压实弯曲,从而达到成型效果,这样的作业方式可以快速的根据管梁弯曲半径的需求进行持续性作业,无需过多的调节,通过从动弯曲辊轮4实现了对管梁进行辅助弯曲导向,起到了限制牵引的效果,通过第一减速电机11实现了对从动弯曲辊轮4进行同步带动旋转,通过固定环501实现对第二伸缩液压缸502的限位固定,通过第二伸缩液压缸502的带动安装架503进行伸缩调节,使固型辊504可以根据管梁的实际尺寸进行针对调节,完成弯曲作业,通过限位导向机构5实现了对弯曲的管梁进行限位导向,既避免管梁在弯曲期间因作用力影响导致管梁整体发生走形,又能更好的保证管梁在弯曲期间位于在从动弯曲辊轮4内部,防止受力脱离的情况。
26.实施例二
27.如图2、3、4所示,本实用新型提出的一种管梁复合半径弯曲成形装置,相较于实施例一,本实施例还包括:操作台2的底部固定安装有支撑架构1,支撑架构1包括支撑腿及连接杆,支撑架构1底部的四角固定安装有支撑腿,且支撑腿之间通过连接杆安装连接,第一减速电机11的输出端安装有与从动弯曲辊轮4连接的皮带轮机构1001,皮带轮机构1001外侧的支撑板3上固定安装有安装罩体10,皮带轮机构1001通过皮带与轮盘组成,安装腔体8的背面滑动安装有与支撑板3连接的滑动结构7,且滑动结构7通过滑槽与滑块组成,支撑板3的背面固定安装有控制开关,控制开关通过导线分别与第一减速电机11、第一伸缩式液压缸6及第二伸缩液压缸502电性连接。
28.本实施例中,通过支撑架构1实现了对操作台2的稳定支撑,通过支撑腿及连接杆保证了支撑架构1的四角互联支撑,通过皮带轮机构1001实现了第一减速电机11带动从动弯曲辊轮4进行同步旋转,通过轮盘分别与从动弯曲辊轮4以及第一减速电机11的轴端对接安装,轮盘之间通过皮带相互连接,通过滑槽设置在支撑板3上,滑槽通过滑块与安装腔体8滑动连接,通过控制开关实现了对装置上的电器部件进行电性控制,以便人员的实际作业需求。
29.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的
改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1