一种快换式变速器壳体伺服压装设备的制作方法
1.本实用新型涉及一种快换式变速器壳体伺服压装设备,属于变速器工装技术领域。
背景技术:
2.汽车变速器壳体压装属于批量生产型产线,主要压装壳体上的油封、轴承外圈。目前多采用压力和位移可控的伺服压装设备,其构成较为复杂,包括防护外围、上压头单元、下压头单元、电控柜、压机机架、对射光栅、底架、手控盒、x轴伺服驱动单元、y轴伺服驱动单元、触摸屏、三色灯、压装单元、工控机等。
3.压装单元包括装夹台、一个或多个上压柱以及一个或多个下压柱。装夹台用于夹装变速器壳体,装夹时,一般是将变速器壳体扣在装夹台上,变速器壳体的外侧朝上。压装时,由一个上压头单元向一个上压柱施加压力,由该上压柱的下端向变速器壳体的轴孔压装油封;由一个下压头单元向一个下压柱施加压力,由该下压柱的上端向变速器壳体的轴孔压装轴承外圈。一般情况下,油封和轴承外圈采用上下同步压装。
4.为适应变速器壳体不同的类型、规格,传统压装设备采用压装单元可水平(纵向、横向)移动,而上压头单元和下压头单元保持水平方向的固定。
5.传统压装设备采用压装单元可水平(纵向、横向)移动的结构形式,就必须在底架上安装纵横轨道,相应地,压装单元也就必须自带滑轮滑块等走行部件。其缺陷在于,
6.1、当因规格不合需要更换压装单元时,由于压装单元须自带走行结构,使得压装单元太过庞杂,从而增大了换装压装单元的成本和难度。
7.2、上压头单元和下压头单元在非同步对变速器壳体施加压力时,变速器壳体就会受到来自一个方向的力,这个力实际也要由纵横轨道和走行部件承受,使纵横轨道和走行部件过载,影响到走行部件在纵横轨道上的走行性能甚至到完全无法使用。
技术实现要素:
8.本实用新型要解决的技术问题是:传统压装设备因走行结构与压装单元紧密关联,导致压装单元更换难度大、成本高的问题。
9.本实用新型
技术实现要素:
是:
10.一种快换式变速器壳体伺服压装设备,包括底架、纵向轨和横向轨,还包括竖向的施压c形架、压装单元和换装位;所述纵向轨和横向轨设置在底架的底部;所述施压c形架由上臂、背柱和底座组成,上臂、背柱和底座围成开口向前的c位,其底座具有走行机构并通过走行机构安装在纵向轨和横向轨上,使整个施压c形架能够作水平移动;所述换装位位于c位内并通过支撑件支撑在底架上,所述压装单元可更换的搁放在换装位上;在上臂的前端设有向下对压装单元施压的上压头,在底座的前端设有向上对压装单元施压的上压头。
11.进一步地,所述换装位是由左右设置的左侧梁和右侧梁构成,左侧梁和右侧梁具有平滑的上滑面,左侧梁的上滑面的左侧和右侧梁的上滑面的右侧均具有限位侧壁。
12.进一步地,所述压装单元的装夹台的两侧具有平滑的与左侧梁和右侧梁的上滑面相适应的下滑面。
13.进一步地,在左侧梁和右侧梁的前端均设有向前延伸的装卸导轨,所述装卸导轨上设有多个滑轮,所述滑轮的高度高于左侧梁和右侧梁的上滑面的高度。
14.进一步地,所述装卸导轨是可收折的安装在左侧梁和右侧梁上。
15.进一步地,所述装卸导轨后端的上部具有向两侧伸出的卡柱一,下部具有向两侧伸出的卡柱二,在左侧梁和右侧梁上均设有分别限制卡柱一和卡柱二的卡槽一和卡槽二,所述卡槽二能够允许卡柱二上下滑移。
16.进一步地,所述支撑件是支撑柱。
17.有益效果:
18.1. 可快速切换压装单元,适应多品种产品压装;
19.2. 产品适应可扩展性强,只需增加压装单元投入,整改费用低;
20.3.压装单元本身可单向承受压力,无需考虑压力过载。
附图说明
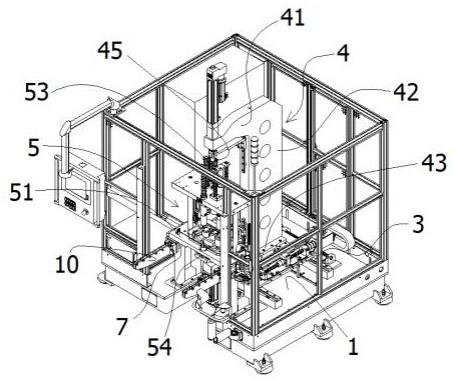
21.图1为所述快换式变速器壳体伺服压装设备的立体示意图;
22.图2为所述快换式变速器壳体伺服压装设备的平面示意图;
23.图3为图1局部示意图。
24.图中:1、底架;2、纵向轨;3、横向轨;4、施压c形架;41、上臂;42、背柱;43、底座;44、c位;45、上压头;46、下压头;5、压装单元;51、装夹台;52、下滑面;53、上压柱;54、下压柱;6、左侧梁;7、右侧梁;8、上滑面;9、限位侧壁;10、装卸导轨;101、滑轮;102、卡柱一;103、卡柱二;11、卡槽一;12、卡槽二;13、支撑柱。
具体实施方式
25.下面结合附图对本实用新型做进一步的描述:
26.如图1—3所示,一种快换式变速器壳体伺服压装设备,包括底架1、纵向轨2、横向轨3、竖向的施压c形架4、压装单元5和换装位;纵向轨2和横向轨3设置在底架1的底部;施压c形架4由上臂41、背柱42和底座43组成,上臂41、背柱42和底座43围成开口向前的c位44,其底座43具有走行机构并通过走行机构安装在纵向轨2和横向轨3上,使整个施压c形架能够作水平(纵向和横向)移动;所述换装位位于c位44内并通过支撑件支撑在底架1上,所述压装单元5可更换的搁放在换装位上;在上臂41的前端设有向下对压装单元5施压的上压头45,在底座的前端设有向上对压装单元5施压的下压头46。压装单元5包括装夹台51、一个或多个上压柱53以及一个或多个下压柱54。装夹台51用于夹装变速器壳体,装夹时,一般是将变速器壳体扣在装夹台51上,变速器壳体的外侧朝上。压装时,施压c形架水平移动,使上压头45选定并对准一个上压柱53,同时,下压头46也对准一个下压柱54,由上压头45向选定的一个上压柱53施加向下压力,由该上压柱53的下端向变速器壳体的轴孔压装油封,由下压头单元向对准的一个下压柱54施加向上的压力,由该下压柱54的上端向变速器壳体的轴孔压装轴承外圈。一般情况下,油封和轴承外圈采用上下同步压装。
27.这样设计,实际是将传统的压装单元5可水平滑移改为上压头45和下压头46可随
施压c形架水平滑移,这样,所有适应不同种类、不同规格变速器壳体的压装单元5都无需自带走行机构就可以在换装位上更换。同时,在压装过程中若出现上压柱53和下压柱54非同步对变速器壳体施压,也再无需考虑损毁走行机构。
28.下面是进一步的改进。
29.换装位是由左右设置的左侧梁6和右侧梁7构成,左侧梁6和右侧梁7具有平滑的上滑面8,左侧梁的上滑面8的左侧和右侧梁的上滑面8的右侧均具有限位侧壁9。压装单元的装夹台51的两侧具有平滑的与左侧梁6和右侧梁7的上滑面8相适应的下滑面52。安装时,装夹台51两侧的下滑面52分别压在左侧梁6和右侧梁7的上滑面8上,并受限位侧壁9的位置限制,当然,还可以加装其他可松夹的如螺旋螺钉等定位部件。这样安装的装夹台51可以在更换压装单元5时将装夹台51从左侧梁6和右侧梁7平滑的上滑面8拖出和推进。
30.在左侧梁6和右侧梁7的前端均设有向前延伸的装卸导轨10,所述装卸导轨10上设有多个滑轮101,所述滑轮101的高度高于左侧梁6和右侧梁7的上滑面8的高度。这样就更有利于更换压装单元5时将装夹台51从左侧梁6和右侧梁7拖出,也更有利于将装夹台51从装卸导轨10上推进到左侧梁6和右侧梁7上。
31.所述装卸导轨10是可收折的安装在左侧梁6和右侧梁7上,这样在工况下可以将装卸导轨10收折起来。
32.装卸导轨10后端的上部具有向两侧伸出的卡柱一102,下部具有向两侧伸出的卡柱二103,在左侧梁6和右侧梁7上均设有分别限制卡柱一102和卡柱二103的卡槽一11和卡槽二12,所述卡柱一102和卡柱二103分别位于卡槽一11和卡槽二12中,卡槽二12能够允许卡柱二103上下滑移。收折时,将装卸导轨10后端向上升起,使卡柱一102从卡槽一11脱出,而卡柱二103依然位于卡槽二12中,这时向下转动装卸导轨10,装卸导轨10就能够以卡柱二103为轴转动实现收折。
33.所述支撑件是支撑柱13。
34.上述实施例只用于更清楚的描述本实用新型,而不能视为限制本实用新型涵盖的保护范围,任何等价形式的修改都应视为落入本实用新型涵盖的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1