用于泵盖组件的集成式装配设备的制作方法
1.本公开涉及化油器装配技术领域,具体地,涉及一种用于泵盖组件的集成式装配设备。
背景技术:
2.泵盖组件包括泵盖本体、进油管、单向阀、第一针阀座、回油管、第二针阀座、侧铜珠和右侧铜珠等多个零部件,其中,进油管、单向阀、第一针阀座、回油管、第二针阀座、侧铜珠和右侧铜珠统称为铜件。
3.在装配时,人工需先将泵盖本体放入对应的工装,然后再逐一放入需要压装的铜件,然后启动开关按钮,使得对应的压装装置将各个铜件逐一压装至泵盖本体对应的压装位置。由于铜件的数量较多,需要配设多道工序,从而逐一将铜件压装至泵盖本体上,进而完成泵盖组件的装配。
4.传统的压装生产线,根据工序的位置对应地配置多个工人,使得不同的工人能够对应不同的工位,以人工上料的方式导入铜件,从而将不同的铜件压装至泵盖本体上,这样一来,就形成一条人机相结合的流水线。每一道工序对应特定的工人,这样的好处在于,能够使工人熟悉当前所压装的铜件的安装状态,从而及时地剔除不合格品,以防止其落入下游工序。但这也具有一定的局限性,即,在重复相同的动作后,工人容易出现视觉疲惫的情况,难以及时准确地发现不良品,可能会使得不良品流入下游工序,致使出现不良品混料的情况。另外,由于人工上料时,无法保证铜件上料位置的一致性,致使后期压装的过程中可能会出现压装不到位或者压装过度甚至于漏料的情况,无法保证产品质量。同时,传统的压装生产线,单个产品从第一道工序至最后一道工序,所花费的时间较多,因此生产节拍受限,难以适应大批量的生产需求;且需要投入的人工成本较多。
5.因此,针对现有技术中压装生产线难以保质保量地压装泵盖组件的问题,还需要提出一种更为合理的技术方案,以解决当前的技术问题。
技术实现要素:
6.本实用新型的目的是提供一种用于泵盖组件的集成式装配设备,以解决现有技术中压装生产线难以保质保量地压装泵盖组件的问题。
7.为了实现上述目的,本实用新型采用以下技术方案:
8.本实用新型提供了一种用于泵盖组件的集成式装配设备,其中,泵盖组件包括泵盖本体、进油管、单向阀、第一针阀座、回油管、第二针阀座、第一铜珠和第二铜珠,所述集成式装配设备包括:
9.定位座,设有用于限定所述泵盖本体位置的定位工装;
10.夹持装置,可移动地连接于所述定位座,用于夹持和释放所述回油管;
11.进油管压装装置,用于将进油管逐一导出,并将该进油管压装至所述泵盖本体上;
12.回油管压装装置,与所述夹持装置相对设置,用于抵顶所述夹持装置,以推动所述
夹持装置上的回油管靠近所述泵盖本体上;
13.单向阀压装装置,用于逐一导出单向阀,并将该单向阀压装至所述泵盖本体上;
14.第一针阀座压装装置,设置于所述定位工装的上方,以将所述第一针阀座压装于所述泵盖本体上;
15.第二针阀座压装装置,设置于所述定位工装的上方,以将所述第二针阀座压装于所述泵盖本体上;
16.第一铜珠压装装置,用于将第一铜珠逐一导出,并压装至所述泵盖本体上;
17.第二铜珠压装装置,用于将第二铜珠逐一导出,并压装至所述泵盖本体上;
18.检测装置,用于检测当前所述定位工装是否设有所述泵盖本体,以及用于检测所述夹持装置上是否设有所述回油管;以及
19.控制器,分别通信连接于所述夹持装置、进油管压装装置、回油管压装装置、单向阀压装装置、第一针阀座压装装置、第二针阀座压装装置、第一铜珠压装装置、第二铜珠压装装置和检测装置,所述控制器根据所述检测装置所传输的信息对应地控制所述夹持装置、进油管压装装置、回油管压装装置、单向阀压装装置、单向阀压装装置、第一针阀座压装装置、第二针阀座压装装置、第一铜珠压装装置和第二铜珠压装装置执行相应的动作。
20.在一种可能的设计中,所述进油管压装装置包括:
21.安装座,设有进油管孔、出油管孔和第一滑行槽,所述进油管孔位于所述安装座的上部,所述出油管孔位于所述安装座的下部,所述第一滑行槽水平延伸,并连通于所述进油管孔和所述出油管孔;
22.进油管上料机构,设于所述定位工装的上方,所述进油管上料机构连通于所述进油管孔,以将所述进油管逐一导出;
23.集成式推杆机构,具有可直线移动的集成推杆,所述集成推杆上设有与所述进油管相适配的油管槽,所述油管槽的尺寸设置为仅能够容纳单个所述进油管;所述集成推杆可沿所述第一滑行槽移动,以将所述油管槽中的进油管从所述进油管孔移动至所述出油管孔;
24.进油管冲压机构,具有可沿直线方向移动的进油管压杆,所述进油管压杆与所述出油管孔同轴设置,以能够自上而下地将所述油管槽中的进油管从所述出油管孔压装至所述泵盖本体上;
25.所述进油管冲压机构、所述集成式推杆机构和所述进油管冲压机构分别通信连接于所述控制器。
26.在一种可能的设计中,所述进油管上料机构包括:
27.进油管振料器,可容纳多个进油管;
28.固定座,设有供所述进油管通行的第一进料通道,所述固定座还设有与所述进油管相适配的导料管,所述导料管的一端连通于所述进油管振料器,另一端连通于所述第一进料通道;以及
29.拦料机构,具有可伸缩的拦料杆;所述拦料机构配置为两组,并沿竖直方向分别设置,且每组拦料机构的拦料杆均可移动地插接于所述固定座;两组拦料机构分别通信连接于所述控制器;
30.其中,当所述进油管导入至所述导料管中时,位于下方的拦料机构的拉料杆推出,
以使进油管留滞于所述第一进料通道中;此后,位于上方的拦料机构的拉料杆推出,以堵塞所述第一进料通道;当所述第一进料通道堵塞后,位于下方的拦料机构的拉料杆回缩,以使所述进油管能够落入至所述进油管孔中。
31.在一种可能的设计中,所述安装座还设有第一进料孔和第一出料孔,所述第一进料孔位于所述安装座的上部,所述第一出料孔设于所述安装座的下部;
32.所述集成推杆上还设有与所述第一针阀座相适配的第一限位槽,所述第一限位槽的尺寸设置为仅能够容纳单个所述第一针阀座通过;
33.其中,所述第一进料孔的中心线与所述进油管孔的中心线之间的间距为l1,所述第一出料孔的中心线与所述出油管孔的中心线之间的间距为l2;所述第一限位槽的中心线与所述油管槽的中心线之间的间距为l3,所述l1=l2=l3;
34.所述第一针阀座压装装置包括:
35.第一针阀座上料机构,设于所述定位工装的上方,用于将所述第一针阀座逐一导出,所述第一针阀座上料机构连通于所述第一进料孔;以及
36.第一针阀座冲压机构,具有可沿直线方向移动的第一针阀座压杆,所述第一针阀座压杆与所述第一出料孔同轴设置,以能够自上而下地将所述第一限位槽中的第一针阀座从所述第一出料孔压装至所述泵盖本体上;
37.所述第一针阀座上料机构和所述第一针阀座冲压机构分别通信连接于所述控制器。
38.在一种可能的设计中,所述第一针阀座上料机构包括:
39.第一针阀座振料器,可容纳多个第一针阀座;以及
40.第一针阀座分料机构,具有可伸缩的分料杆;所述分料杆可移动地插接于所述定位工装;所述第一针阀座分料机构通信连接于所述控制器;
41.定位工装,设有供所述第一针阀座通行的来料通道,所述定位工装还设有与所述第一针阀座相适配的上料管,所述上料管的一端连通于所述第一针阀座振料器,另一端连通于所述来料通道;
42.其中,当所述第一针阀座导入至所述上料管中时,所述第一针阀座分料机构的分料杆推出,以使所述第一针阀座能够落入至所述第一进料孔中。
43.在一种可能的设计中,所述定位工装上设有进阀孔、出阀孔和第二滑行槽,所述进阀孔位于所述定位工装的侧方,所述出阀孔位于所述定位工装的上方,所述第二滑行槽水平延伸,并连通于所述进阀孔和所述出阀孔;
44.所述单向阀压装装置包括:
45.单向阀上料机构,设于所述定位工装的下方,所述单向阀上料机构连通于所述进阀孔,以将所述单向阀逐一导出;
46.集成式顶杆机构,具有可直线移动的集成顶杆,所述集成顶杆上设有与所述单向阀相适配的阀槽,所述阀槽的尺寸设置为仅能够容纳单个所述单向阀;所述集成顶杆可沿所述第二滑行槽移动,以将所述阀槽中的单向阀从所述进阀孔移动至所述出阀孔;
47.单向阀冲压机构,具有可沿直线方向移动的单向阀压杆,所述单向阀压杆与所述出阀孔同轴设置,以能够自下而上地将所述阀槽中的单向阀从所述出阀孔压装至所述泵盖本体上。
48.在一种可能的设计中,所述定位工装还设有第二进料孔和第二出料孔,所述第二进料孔位于所述定位工装的侧部,所述第二出料孔设于所述定位工装的上部;
49.所述集成顶杆上还设有与所述第二针阀座相适配的第二限位槽,所述第二限位槽的尺寸设置为仅能够容纳单个所述第二针阀座通过;
50.其中,所述第二进料孔的中心线与所述进阀孔的中心线之间的间距为l4,所述第二出料孔的中心线与所述出阀孔的中心线之间的间距为l5;所述第二限位槽的中心线与所述阀槽的中心线之间的间距为l6,所述l4=l5=l6;
51.所述第二针阀座压装装置包括:
52.第二针阀座上料机构,设于所述定位工装的上方,用于将所述第二针阀座逐一导出,所述第二针阀座上料机构连通于所述第二进料孔;以及
53.第二针阀座冲压机构,具有可沿直线方向移动的第二针阀座压杆,所述第二针阀座压杆与所述第二出料孔同轴设置,以能够自下而上地将所述第二限位槽中的第二针阀座从所述第二出料孔压装至所述泵盖本体上。
54.在一种可能的设计中,所述第二针阀座上料机构包括:
55.第二针阀座振料器,可容纳多个第二针阀座;
56.中转座,设有供所述第二针阀座通行的下料通道,所述中转座还设有与所述第二针阀座相适配的下料管,所述下料管的一端连通于所述第二针阀座振料器,另一端连通于所述下料通道;以及
57.第二针阀座分料机构,具有可伸缩的下料杆;所述下料杆可移动地插接于所述中转座;所述第二针阀座分料机构通信连接于所述控制器;
58.其中,当所述第二针阀座导入至所述下料管中时,所述第二针阀座分料机构的下料杆推出,以使所述第二针阀座能够落入至所述第二进料孔中;
59.所述单向阀上料机构包括:
60.单向阀振料器,可容纳多个单向阀;
61.进料座,设有供所述单向阀通行的第二进料通道,所述进料座还设有与所述单向阀相适配的导阀管,所述导阀管的一端连通于所述单向阀振料器,另一端连通于所述第二进料通道;以及
62.推料机构,具有可伸缩的推料杆,所述推料杆均可移动地插接于所述进料座,且所述推料机构通信连接于所述控制器,以当所述推料机构运动时,使得所述进油管能够落入至所述进油管孔中。
63.在一种可能的设计中,所述第一铜珠压装装置包括:
64.第一铜珠振料器,用于容纳多个第一铜珠;
65.第一铜珠管,其内径大于所述第一铜珠,以允许单个第一铜珠通过;以及
66.第一抵压机构,与所述定位工装相对设置,且具有可沿第一方向伸缩的第一抵压杆;
67.所述第二铜珠压装装置包括:
68.第二铜珠振料器,用于容纳多个第二铜珠;
69.第二铜珠管,其内径大于所述第二铜珠,以允许单个第二铜珠通过;以及
70.第二抵压机构,与所述定位工装相对设置,且具有可沿第二方向伸缩的第二抵压
杆;其中,所述第一方向和所述第二方向的指向不同;
71.所述定位工装还设有第一进珠孔、第一压珠孔、第二进珠孔和第二压珠孔;
72.所述第一铜珠管连通于所述第一进珠孔,所述第一压珠孔对应所述第一抵压杆,所述第二铜珠管连通于所述第二进珠孔,所述第二压珠孔对应所述第二抵压杆;
73.所述第一抵压机构和所述第二抵压机构分别通信连接于所述控制器。
74.在一种可能的设计中,所述夹持装置包括:
75.线性驱动器,其推杆能够沿直线方向运动;
76.夹持座,设有导向槽以及与所述回油管相适配的夹槽;
77.顶出件,其一端连接于所述线性驱动器,另一端延伸至所述夹槽中;当所述线性驱动器运动时,所述顶出件能够将位于所述夹槽中的回油管推出;以及
78.导轨,形成为与所述导向槽相适配的结构,所述夹持座通过所述导向槽嵌设于所述导轨上;
79.其中,所述线性驱动器通信连接于所述控制器,所述夹持座与所述回油管压装装置相对设置;当所述回油管压装装置运动时,其能够推动所述夹持座靠近所述泵盖本体。
80.在一种可能的设计中,所述回油管压装装置包括:
81.基座,设有通行孔;
82.驱动机构,连接于所述基座,所述驱动机构通信连接于所述控制器,且其驱动端的轴心线平行于所述通行孔的轴心线;
83.推进杆,连接于所述驱动机构的驱动端,并插设于所述通行孔中,以在所述驱动机构的驱使下推动所述推进杆抵压所述夹持座;
84.其中,所述夹持座与所述推进杆的接触面均为平面;和/或,所述夹持座纵向截面面积小于所述推进杆纵向截面面积。
85.在一种可能的设计中,所述检测装置包括:
86.连接件,在竖直方向上具有基础高度;
87.定位架,可锁定地连接于所述连接件;以及
88.第一视觉检测机构,可拆卸地连接于所述定位架。
89.本实用新型的有益效果在于:
90.通过上述技术方案,可以先将泵盖本体放置在定位工装上,再将出油管放置在夹持装置上,检测装置将检测结果传递给控制器,控制器根据检测结果分析出定位工装上设有泵盖本体、夹持装置上设有回油管后,从而判定当前已完成泵盖本体和出油管的备料工作。此后,控制器发出指令,使进油管压装装置、回油管压装装置、单向阀压装装置、第一针阀座压装装置、第二针阀座压装装置、第一铜珠压装装置和第二铜珠压装装置执行相应的动作,以将进油管、回油管、单向阀、第一针阀座、第二针阀座、第一铜珠和第二铜珠对应地压装至泵盖本体上。而当控制器根据检测结果分析出定位工装上并未设有泵盖本体,和/或夹持装置上并未设有回油管后,则判定当前备料工作未完成,这种情况下并不发出指令,此时的进油管压装装置、回油管压装装置、单向阀压装装置、第一针阀座压装装置、第二针阀座压装装置、第一铜珠压装装置和第二铜珠压装装置均不动作。
91.由此一来,能够对夹持装置、进油管压装装置、回油管压装装置、单向阀压装装置、第一针阀座压装装置、第二针阀座压装装置、第一铜珠压装装置、第二铜珠压装装置的工作
状态进行实时控制,从而使得泵盖组件的装配过程能够在该装配设备的调控下有效完成,进而保证了泵盖组件装配质量的一致性,有益于提高后期化油器的装配精度。并且,该用于泵盖组件的集成式装配设备能够有效代替传统的人工逐一上料的装配方式,不仅降低了人工投入的成本,还避免了人工漏装和错装的问题,能够有效提高泵盖组件的效率,从而满足大批量的生产需求,可较好地适用于多种类型的生产线。
附图说明
92.图1为泵盖组件的立体结构示意图;
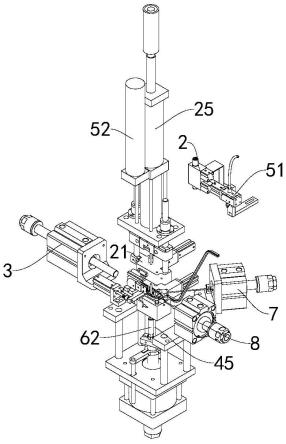
93.图2为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中的立体结构示意图;
94.图3为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中的立体结构示意图,其中,未展示定位座;
95.图4为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中爆炸结构示意图;
96.图5为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中进油管压装装置的结构示意图;
97.图6为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中第一针阀座分料机构的结构示意图;
98.图7为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中夹持装置的结构示意图;
99.图8为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中进油管压装装置的部分结构示意图;
100.图9为本实用新型提供的用于泵盖组件的集成式装配设备在一种实施例中第二针阀座压装装置的部分结构示意图。
101.附图标记说明
102.1-夹持装置,11-线性驱动器,12-夹持座,13-顶出件,14-导轨,2-进油管压装装置,21
‑ꢀ
安装座,22-固定座,23-拦料机构,24-集成式推杆机构,25-进油管冲压机构,3-回油管压装装置,31-基座,32-驱动机构,33-推进杆,4-单向阀压装装置,41-集成式顶杆机构,42-单向阀冲压机构,5-第一针阀座压装装置,51-第一针阀座分料机构,52-第一针阀座冲压机构, 6-第二针阀座压装装置,61-中转座,62-第二针阀座分料机构,7-第一铜珠压装装置,8-第二铜珠压装装置,9-泵盖组件,91-泵盖本体,92-进油管,93-单向阀,94-第一针阀座,95-回油管,96-第二针阀座,97-第一铜珠,98-第二铜珠;101-定位工装,102-定位座。
具体实施方式
103.下面结合附图及具体实施例来对本实用新型作进一步阐述。在此需要说明的是,对于这些实施例方式的说明虽然是用于帮助理解本实用新型,但并不构成对本实用新型的限定。本文公开的特定结构和功能细节仅用于描述本实用新型的示例实施例。然而,可用很多备选的形式来体现本实用新型,并且不应当理解为本实用新型限制在本文阐述的实施例中。
104.以下结合附图对本公开的具体实施方式进行详细说明。
105.泵盖组件9包括泵盖本体91、进油管92、单向阀93、第一针阀座94、回油管95、第二针阀座96、第一铜珠97和第二铜珠98。为了帮助理解本公开的技术方案,图1示出了泵盖组件9的立体结构示意图。
106.根据本公开的具体实施方式,提供了一种用于泵盖组件的集成式装配设备,其中一种具体实施方式。下文将根据该集成式装配系统在泵盖组件9上的应用详述本公开。
107.参阅图2至图9所示,所述集成式装配设备包括定位座102、支持装置、进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置 6、第一铜珠压装装置7、第二铜珠压装装置8、检测装置和控制器。
108.继续参阅图1至图9,定位座102设有用于限定所述泵盖本体91位置的定位工装101;夹持装置1可移动地连接于所述定位座102,用于夹持和释放所述回油管95;进油管压装装置2用于将进油管92逐一导出,并将该进油管92压装至所述泵盖本体91上;回油管压装装置3与所述夹持装置1相对设置,用于抵顶所述夹持装置1,以推动所述夹持装置1上的回油管95靠近所述泵盖本体91上;单向阀压装装置4用于逐一导出单向阀93,并将该单向阀93压装至所述泵盖本体91上;第一针阀座压装装置5设置于所述定位工装101的上方,以将所述第一针阀座94压装于所述泵盖本体91上;第二针阀座压装装置6设置于所述定位工装101的上方,以将所述第二针阀座96压装于所述泵盖本体91上;第一铜珠压装装置7 用于将第一铜珠97逐一导出,并压装至所述泵盖本体91上;第二铜珠压装装置8用于将第二铜珠98逐一导出,并压装至所述泵盖本体91上;检测装置用于检测当前所述定位工装101 是否设有所述泵盖本体91,以及用于检测所述夹持装置1上是否设有所述回油管95。
109.控制器分别通信连接于所述夹持装置1、进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7、第二铜珠压装装置8和检测装置,所述控制器根据所述检测装置所传输的信息对应地控制所述夹持装置1、进油管压装装置2、回油管压装装置3、单向阀压装装置4、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7和第二铜珠压装装置8 执行相应的动作。
110.该用于泵盖组件的集成式装配设备的工作过程可以概述为:首先,可以先将泵盖本体91 放置在定位工装101上,再将出油管放置在夹持装置1上,检测装置将检测结果传递给控制器,控制器根据检测结果分析出定位工装101上设有泵盖本体91、夹持装置1上设有回油管 95后,从而判定当前已完成泵盖本体91和出油管的备料工作。此后,控制器发出指令,使进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7和第二铜珠压装装置8执行相应的动作,以将进油管 92、回油管95、单向阀93、第一针阀座94、第二针阀座96、第一铜珠97和第二铜珠98对应地压装至泵盖本体91上。而当控制器根据检测结果分析出定位工装101上并未设有泵盖本体91,和/或夹持装置1上并未设有回油管95后,则判定当前备料工作未完成,这种情况下并不发出指令,此时的进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7和第二铜珠压装装置8均不动作。
111.通过上述技术方案,能够对夹持装置1、进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7、第二铜
珠压装装置8的工作状态进行实时控制,从而使得泵盖组件9的装配过程能够在该装配设备的调控下有效完成,进而保证了泵盖组件9装配质量的一致性,有益于提高后期化油器的装配精度。并且,该用于泵盖组件的集成式装配设备能够有效代替传统的人工逐一上料的装配方式,不仅降低了人工投入的成本,还避免了人工漏装和错装的问题,能够有效提高泵盖组件9的效率,从而满足大批量的生产需求,可较好地适用于多种类型的生产线。
112.在上述案件的基础上,还可以增设报警装置,即当控制器判断当前备料工作未完成(泵盖本体91和回油器均未放置在预设位置)时,则发出报警指令,从而提示工人及时上料。
113.在本公开提供的一种实施例中,所述进油管压装装置2包括安装座21、进油管上料机构、集成式推杆机构24以及进油管冲压机构25。
114.具体地,安装座21设有进油管孔、出油管孔和第一滑行槽,所述进油管孔位于所述安装座21的上部,所述出油管孔位于所述安装座21的下部,所述第一滑行槽水平延伸,并连通于所述进油管孔和所述出油管孔;进油管上料机构设于所述定位工装101的上方,所述进油管上料机构连通于所述进油管孔,以将所述进油管92逐一导出。
115.集成式推杆机构24具有可直线移动的集成推杆,所述集成推杆上设有与所述进油管92 相适配的油管槽,所述油管槽的尺寸设置为仅能够容纳单个所述进油管92;所述集成推杆可沿所述第一滑行槽移动,以将所述油管槽中的进油管92从所述进油管孔移动至所述出油管孔;进油管冲压机构25具有可沿直线方向移动的进油管压杆,所述进油管压杆与所述出油管孔同轴设置,以能够自上而下地将所述油管槽中的进油管92从所述出油管孔压装至所述泵盖本体91上。
116.应用时,油管槽对准进油管孔,进油管上料机构逐一地将进油管92导入进油管孔,此后,进油管92能够在重力的作用下落入至油管槽中,在集成式推杆机构24的作用下,使油管槽从进油管孔所对应的位置移动至油管孔所在的位置,在这种情况下,进油管冲压机构25 动作,从而将进油管92从出油管孔中顶出,并压装至泵盖本体91中,由此即完成对进油管 92的压装。
117.需要说明的是,安装座21位于进油管冲压机构25的下部,并且可移动地连接于进油管冲压机构25。这样在工作过程中,安装座21能够抵压在泵盖本体91上,避免泵盖本体91 偏移,进而将进油管92准确地压装在泵盖本体91上。
118.作为一种选择,所述进油管上料机构可以包括进油管压杆、固定座22和拦料机构23。
119.具体地,进油管压杆可容纳多个进油管92;固定座22设有供所述进油管92通行的第一进料通道,所述固定座22还设有与所述进油管92相适配的导料管,所述导料管的一端连通于所述进油管压杆,另一端连通于所述第一进料通道;拦料机构23具有可伸缩的拦料杆;所述拦料机构23配置为两组,并沿竖直方向分别设置,且每组拦料机构23的拦料杆均可移动地插接于所述固定座22;两组拦料机构23分别通信连接于所述控制器。
120.其中,当所述进油管92导入至所述导料管中时,位于下方的拦料机构23的拉料杆推出,以使进油管92留滞于所述第一进料通道中;此后,位于上方的拦料机构23的拉料杆推出,以堵塞所述第一进料通道;当所述第一进料通道堵塞后,位于下方的拦料机构23的拉料杆回缩,以使所述进油管92能够落入至所述进油管孔中。通过这种方式,可以逐一地将进油
管92导出至进油管孔中,避免料多堆积,而影响进油管92上料工作的正常运行。
121.需要说明的是,进油管压杆配置为现有技术中的振料器,对此,本领域技术人员可以根据进油管92的规格做常规性改进,本公开对此不做限制。而对于拦料机构23,则配置现有技术中的气缸。当然,拦料机构23还可以配置为液压缸、直线模组等任意合适的能够实现直线移动的驱动器,故在此也不做限制。
122.在本公开提供的一种实施例中,所述安装座21还设有第一进料孔和第一出料孔,所述第一进料孔位于所述安装座21的上部,所述第一出料孔设于所述安装座21的下部。
123.所述集成推杆上还设有与所述第一针阀座94相适配的第一限位槽,所述第一限位槽的尺寸设置为仅能够容纳单个所述第一针阀座94通过。
124.所述第一针阀座压装装置5包括第一针阀座上料机构和第一针阀座冲压机构52,第一针阀座上料机构和所述第一针阀座冲压机构52分别通信连接于所述控制器。
125.具体地,第一针阀座上料机构设于所述定位工装101的上方,用于将所述第一针阀座94 逐一导出,所述第一针阀座上料机构连通于所述第一进料孔;第一针阀座冲压机构52具有可沿直线方向移动的第一针阀座94压杆,所述第一针阀座94压杆与所述第一出料孔同轴设置,以能够自上而下地将所述第一限位槽中的第一针阀座94从所述第一出料孔压装至所述泵盖本体91上。
126.具体在工作时,第一限位槽对准第一进料孔,第一针阀座上料机构将第一针阀座94逐一地导入第一进料孔,此后,第一针阀座94在重力的作用下能够落入至第一限位槽中,在集成式推杆机构24的作用下,使第一限位槽从第一进料孔所对应的位置移动至第一出料孔所在的位置,在这种情况下,第一针阀座冲压机构52动作,从而将第一针阀座94从第一出料孔顶出,并压装至泵盖本体91中,由此即完成对第一针阀座94的压装。
127.由于第一针阀座94与进油管92在压装过程中共用安装座21,因此在工作过程中,安装座21能够抵压在泵盖本体91上,从而避免泵盖本体91偏移,进而将第一针阀座94准确地压装在泵盖本体91上。
128.在本公开中,所述第一进料孔的中心线与所述进油管孔的中心线之间的间距为l1,所述第一出料孔的中心线与所述出油管孔的中心线之间的间距为l2;所述第一限位槽的中心线与所述油管槽的中心线之间的间距为l3,所述l1=l2=l3。
129.这样一来,可以同步地将第一针阀座94导入第一进料孔、将进油管92导入进油管孔,并使得第一针阀座94和进油管92准确地落入至第一限位槽和油管槽中。这样,集成式推杆在移动时,能够使第一针阀座94和进油管92准确地移动至第一出料孔和出油管孔所对应的位置,进而在第一针阀座冲压机构52和进油管冲压机构25的同步作用下,快速地将第一针阀座94和进油管92快速准确地压装至泵盖本体91中。并且效率高,一致性好。
130.应当理解,尽管本文可能使用术语第一、第二等等来描述各种单元,但是这些单元不应当受到这些术语的限制。这些术语仅用于区分一个单元和另一个单元。例如可以将第一单元称作第二单元,并且类似地可以将第二单元称作第一单元,同时不脱离本实用新型的示例实施例的范围。
131.在本公开中,第一针阀座冲压机构52配置现有技术中的气缸。当然,第一针阀座冲压机构52还可以配置为液压缸、直线模组等任意合适的能够实现直线移动的驱动器,故在此也不做限制。
132.作为一种选择,所述第一针阀座上料机构包括第一针阀座振料器和第一针阀座分料机构 51。第一针阀座振料器,可容纳多个第一针阀座94;第一针阀座分料机构51,具有可伸缩的分料杆;所述分料杆可移动地插接于所述定位工装101;所述第一针阀座分料机构51通信连接于所述控制器。
133.定位工装101,设有供所述第一针阀座94通行的来料通道,所述定位工装101还设有与所述第一针阀座94相适配的上料管,所述上料管的一端连通于所述第一针阀座振料器,另一端连通于所述来料通道。其中,当所述第一针阀座94导入至所述上料管中时,所述第一针阀座分料机构51的分料杆推出,以使所述第一针阀座94能够落入至所述第一进料孔中,从而逐一地导入第一针阀座94,实现分料。
134.需要说明的是,第一针阀座振料器和第一针阀座分料机构51分别通信连接于所述控制器。
135.在本公开中,第一针阀座振料器配置为现有技术中的振料器,对此,本领域技术人员可以根据第一针阀座94的规格做常规性改进,本公开对此不做限制。而对于第一针阀座分料机构51,则配置现有技术中的气缸。当然,第一针阀座分料机构51还可以配置为液压缸、直线模组等任意合适的能够实现直线移动的驱动器,故在此也不做限制。
136.在本公开提供的一种实施例中,所述定位工装101上设有进阀孔、出阀孔和第二滑行槽,所述进阀孔位于所述定位工装的侧方,所述出阀孔位于所述定位工装的上方,所述第二滑行槽水平延伸,并连通于所述进阀孔和所述出阀孔。
137.作为一种选择,所述单向阀压装装置4包括单向阀上料机构、集成式顶杆机构41和单向阀冲压机构42。具体地,单向阀上料机构设于所述定位工装101的下方,所述单向阀上料机构连通于所述进阀孔,以将所述单向阀93逐一导出;集成式顶杆机构41,具有可直线移动的集成顶杆,所述集成顶杆上设有与所述单向阀93相适配的阀槽,所述阀槽的尺寸设置为仅能够容纳单个所述单向阀93;所述集成顶杆可沿所述第二滑行槽移动,以将所述阀槽中的单向阀93从所述进阀孔移动至所述出阀孔;单向阀冲压机构42,具有可沿直线方向移动的单向阀93压杆,所述单向阀冲压机构42与所述出阀孔同轴设置,以能够自下而上地将所述阀槽中的单向阀93从所述出阀孔压装至所述泵盖本体91上。
138.单向阀上料机构逐一地将单向阀93导入至进阀孔中,而单向阀93在重力的作用下,能够落入至阀槽中,此后,集成顶杆动作,从而将单向阀93从进阀孔所在的位置移动至阀孔所在的位置,在这种情况下,单向阀冲压机构42动作,使其单向阀冲压机构42作用到单向阀93,并将单向阀93从出阀孔顶出,且压装到泵盖本体91上,进而完成单向阀93的压装工作。
139.单向阀上料机构、集成式顶杆机构41和单向阀冲压机构42分别通信连接于所述控制器,从而在控制器的控制下执行相应地动作。
140.在本公开提供的一种实施例,所述定位工装101还设有第二进料孔和第二出料孔,所述第二进料孔位于所述定位工装101的侧部,所述第二出料孔设于所述定位工装101的上部;所述集成顶杆上还设有与所述第二针阀座96相适配的第二限位槽,所述第二限位槽的尺寸设置为仅能够容纳单个所述第二针阀座96通过。
141.作为一种选择,所述第二针阀座压装装置6包括第二针阀座上料机构和第二针阀座冲压机构。第二针阀座上料机构,设于所述定位工装101的上方,用于将所述第二针阀座
96逐一导出,所述第二针阀座上料机构连通于所述第二进料孔;第二针阀座冲压机构,具有可沿直线方向移动的第二针阀座压杆,所述第二针阀座压杆与所述第二出料孔同轴设置,以能够自下而上地将所述第二限位槽中的第二针阀座96从所述第二出料孔压装至所述泵盖本体91 上。
142.具体在工作时,第二限位槽对准第二进料孔,第二针阀座上料机构将第二针阀座96逐一地导入第二进料孔,此后,第二针阀座96在重力的作用下能够落入至第二限位槽中,在集成式顶杆机构41的作用下,使第二限位槽从第二进料孔所对应的位置移动至第二出料孔所在的位置,在这种情况下,第二针阀座冲压机构动作,从而将第二针阀座96从第二出料孔顶出,并压装至泵盖本体91中,由此即完成对第二针阀座96的压装。
143.其中,所述第二进料孔的中心线与所述进阀孔的中心线之间的间距为l4,所述第二出料孔的中心线与所述出阀孔的中心线之间的间距为l5;所述第二限位槽的中心线与所述阀槽的中心线之间的间距为l6,所述l4=l5=l6。
144.这样一来,可以同步地将第二针阀座96导入第二进料孔、将单向阀93导入进进阀孔,并使得第二针阀座96和单向阀93准确地落入至第二限位槽和进阀孔中。这样,集成式顶杆在移动时,能够使第二针阀座96和单向阀93准确地移动至第二出料孔和出阀孔所对应的位置,进而在第二针阀座冲压机构和单向阀冲压机构42的同步作用下,快速地将第二针阀座 96和单向阀93快速准确地压装至泵盖本体91中。并且效率高,一致性好。
145.在本公开提供的一种实施例中,所述第二针阀座上料机构包括第二针阀座振料器、中转座61和第二针阀座分料机构62。第二针阀座振料器,可容纳多个第二针阀座96;中转座61 设有供所述第二针阀座96通行的下料通道,所述中转座61还设有与所述第二针阀座96相适配的下料管,所述下料管的一端连通于所述第二针阀座振料器,另一端连通于所述下料通道;第二针阀座分料机构62,具有可伸缩的下料杆;所述下料杆可移动地插接于所述中转座 61;所述第二针阀座分料机构62通信连接于所述控制器。
146.其中,当所述第二针阀座96导入至所述下料管中时,所述第二针阀座分料机构62的下料杆推出,以使所述第二针阀座96能够落入至所述第二进料孔中。由此,实现第二针阀座 96的压装。
147.同样需要说明的是,第二针阀座振料器配置为现有技术中的振料器,对此,本领域技术人员可以根据第二针阀座96的规格做常规性改进,本公开对此不做限制。而对于第二针阀座分料机构62,则配置现有技术中的气缸。当然,第二针阀座分料机构62还可以配置为液压缸、直线模组等任意合适的能够实现直线移动的驱动器,故在此也不做限制。
148.在本公开提供的一种实施例中,所述单向阀上料机构包括单向阀振料器、进料座和推料机构。
149.单向阀振料器,可容纳多个单向阀93;进料座,设有供所述单向阀93通行的第二进料通道,所述进料座还设有与所述单向阀93相适配的导阀管,所述导阀管的一端连通于所述单向阀振料器,另一端连通于所述第二进料通道;推料机构,具有可伸缩的推料杆,所述推料杆均可移动地插接于所述进料座,且所述推料机构通信连接于所述控制器,从而根据控制器发出的指令伸出或者缩回,从而使单向阀93能够逐一地落料。
150.具体地,推料机构配置为现有技术中的气缸。
151.在本公开提供的一种实施例中,所述第一铜珠压装装置7包括:第一铜珠振料器,
用于容纳多个第一铜珠97;第一铜珠管,其内径大于所述第一铜珠97,以允许单个第一铜珠97 通过;第一抵压机构,与所述定位工装101相对设置,且具有可沿第一方向伸缩的第一抵压杆。
152.类似地,所述第二铜珠压装装置8包括:第二铜珠98振料器,用于容纳多个第二铜珠 98;第二铜珠管,其内径大于所述第二铜珠98,以允许单个第二铜珠98通过;第二抵压机构,与所述定位工装101相对设置,且具有可沿第二方向伸缩的第二抵压杆;其中,所述第一方向和所述第二方向的指向不同。
153.所述定位工装101还设有第一进珠孔、第一压珠孔、第二进珠孔和第二压珠孔;所述第一铜珠管连通于所述第一进珠孔,所述第一压珠孔对应所述第一抵压杆,所述第二铜珠管连通于所述第二进珠孔,所述第二压珠孔对应所述第二抵压杆;所述第一抵压机构和所述第二抵压机构分别通信连接于所述控制器。
154.这样一来,能够使第一铜珠97逐一地落入至第一进珠孔,第二铜珠98逐一地落入至第二进珠孔此后,所述第一抵压机构和所述第二抵压机构分别动作,从而将第一铜珠97和第二铜珠98分别压装至泵盖本体91的相应位置。
155.第一进珠孔、第一压珠孔、第二进珠孔和第二压珠孔直接设置在定位工装101上,可以优化路劲,并减少误差,从而将提高第一铜珠97和第二铜珠98压装位置的准确性。
156.在本公开提供的一种实施例中,所述夹持装置1包括线性驱动器11、夹持座12、顶出件13和导轨14。线性驱动器11,其推杆能够沿直线方向运动;夹持座12,设有导向槽以及与所述回油管95相适配的夹槽;顶出件13,其一端连接于所述线性驱动器11,另一端延伸至所述夹槽中;当所述线性驱动器11运动时,所述顶出件13能够将位于所述夹槽中的回油管95推出;导轨14,形成为与所述导向槽相适配的结构,所述夹持座12通过所述导向槽嵌设于所述导轨上14。
157.其中,所述线性驱动器11通信连接于所述控制器,所述夹持座12与所述回油管压装装置3相对设置;当所述回油管压装装置3运动时,其能够推动所述夹持座12靠近所述泵盖本体91。
158.顶出件13和线性驱动器11的配合,则能够在线性驱动器11运动时,使得顶出件13转动,从而将回油管95顶出,即,实现回油管95的释放。基于导轨14和夹持座12的配合,能够在回油管压装装置3的抵压下,使夹持沿着导轨14平稳地移动,进而将回油管95准确地压装至泵盖本体91上。
159.需要说明的是,线性驱动器11可以配置为气缸、液压缸、直线模组等任意合适的能够直线移动的驱动器。
160.在本公开提供的一种实施例中,所述回油管压装装置3包括:基座31,设有通行孔;驱动机构32,连接于所述基座31,所述驱动机构32通信连接于所述控制器,且其驱动端的轴心线平行于所述通行孔的轴心线;推进杆33,连接于所述驱动机构32的驱动端,并插设于所述通行孔中,以在所述驱动机构32的驱使下推动所述推进杆33抵压所述夹持座12,从而实现回油管95的压装。
161.其中,作为一种选择,所述夹持座12与所述推进杆的接触面均为平面,从而产生地推力有效地作用在夹持座12上。作为另一种选择,所述夹持座12纵向截面面积小于所述推进杆纵向截面面积,从而使推进杆有效地作用在夹持座12上。
162.应当理解,对于本文中可能出现的术语“和/或”,其仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在 a和b三种情况;对于本文中可能出现的术语“/和”,其是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况;另外,对于本文中可能出现的字符“/”,一般表示前后关联对象是一种“或”关系。
163.在本公开中,还可以是将夹持装置1配置为现有技术中的智能夹爪,而回油管压装装置 3配置为机械臂,从而从在控制器的驱动下抓取或者释放回油管95,进而将回油管95准确地压装在泵盖本体91上。对此,本领域技术人员可以根据实际需求灵活设置。
164.在本公开提供的一种实施例中,所述检测装置包括:连接件,在竖直方向上具有基础高度;定位架,可锁定地连接于所述连接件;第一视觉检测机构,可拆卸地连接于所述定位架。这样一来,可以通过定位架可以调节第一视觉检测机构的位置,从而提高第一视觉检测机构在检测过程中的准确性。另外,还可以根据对检测结果的要求,便利地更换不同类型的第一视觉检测机构。
165.在本公开提供的一种实施例中,第一视觉检测机构包括摄像头、激光位移传感器和雷达中的至少一者,由此对当前定位工装101进行准确地检测,并将得到的信息传递给控制器,从而使控制器根据所接收的信息进行有效整合、分析和判断,从而对当前定位工装101的状态进行准确地判断,即,判断定位工装101上是否设有泵盖本体91以及夹持装置1上是否设有回油管95,避免出现漏料的情况。
166.在本公开提供的一种实施例中,控制器可以配置
167.为plc逻辑控制器、中央处理器、数字信号处理器、专用集成电路或现场可编程门阵列中的任一者。
168.具体地,在本公开中,控制器配置为中央处理器。而在其他实施例中,控制器还可以是配置为数字信号处理器、专用集成电路或现场可编程门阵列中的一者。此外,控制器也可以是网络处理器、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。对此,本领域技术人员可以根据实际应用环境灵活组配。
169.进一步地,夹持装置1、进油管压装装置2、回油管压装装置3、单向阀压装装置4、第一针阀座压装装置5、第二针阀座压装装置6、第一铜珠压装装置7、第二铜珠压装装置8、检测装置和控制器这几者可以是通过gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
170.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1